Спецификация деталей кроя
Выбор материалов
Выбор методов обработки и оборудования
Режимы обработки материалов на машинах
Эффективность выбранных методов обработки
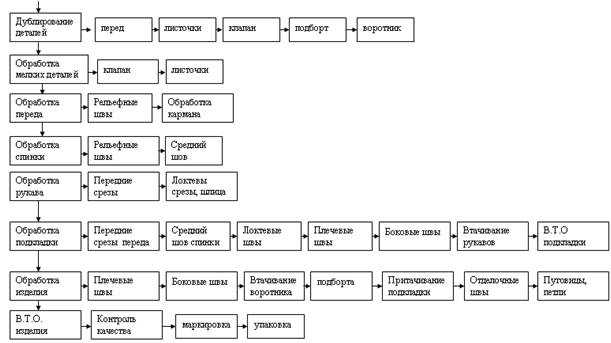
Технологическая последовательность обработки формы для младших школьников
Выбор типа производства
Составление технологической схемы процесса
Анализ согласования организационных операций
Сводка рабочей силы
Расчет технико-экономических показателей
Навигация
Выбор типа производства
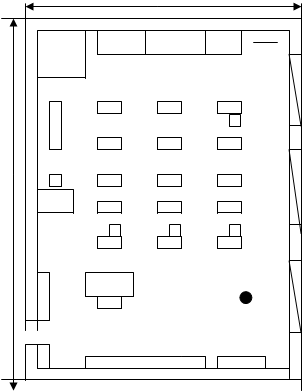
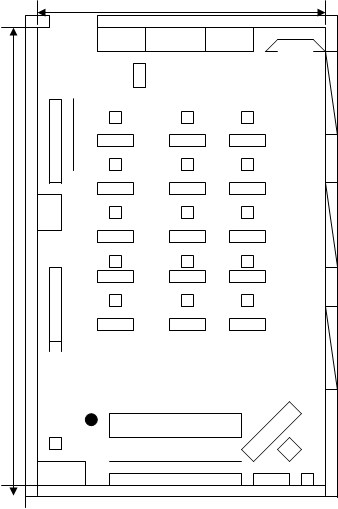
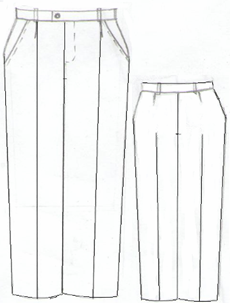
Проектирование швейного цеха по изготовлению формы для младших школьников
75158
знаков
16
таблиц
15
изображений
2.1 Выбор типа производства
В настоящее время наиболее прогрессивной формой организации труда является изготовление швейных изделий в агрегатно-групповом потоке. Этот поток характеризуется размещением рабочих мест в специализированных группах со свободным ритмом работы. Полуфабрикаты перемещаются внутри групп с помощью различных транспортных средств и по междустолью. В таких потоках возможен возврат изделий на 1-2 рабочих места. По структуре деления на группы данный поток разделен на секции: подготовительный, заготовительный, монтажный и отделочный.
В данном потоке используется пачковый вид запуск изделий, что уменьшает затраты на вспомогательные приемы; несъемный вид работы в котором рабочие последующей смены продолжают обработку изделий предыдущей смены; цикловой запуск, то есть в одном потоке можно обрабатывать несколько моделей имеющие конструктивную и технологическую однородность.
2.2 Предварительный расчет
Следующим этапом планирования швейного цеха является предварительный расчет, который включает в себя определение основных параметров потока: выпуск изделия в смену, количество рабочих, длину поточной линии, такт потока, площадь цеха.
Исходными данными для предварительного потока является задание на курсовое проектирование, это количество рабочих 50 человек, и трудоемкость изделия, взятая из таблицы № 7.
Все расчеты сводятся в таблицу № 8.
Средний такт потока (с):
![]() ср =
ср = ![]() =
= ![]() = 97 с. (1)
= 97 с. (1)
Тср = ![]() = 4868 c. (2)
= 4868 c. (2)
Цикличный такт потока (с):
![]() ц =
ц = ![]() ср
ср ![]() C = 97
C = 97![]() 3 =291 c. (3)
3 =291 c. (3)
Мощность потока:
М = ![]() =
=  = 297 (4)
= 297 (4)
Число рабочих (чел.):
N1 = ![]() =
= ![]() = 3 чел. (5)
= 3 чел. (5)
N2 = ![]() =
= ![]() = 19 чел. (6)
= 19 чел. (6)
N3 = ![]() =
= ![]() = 16 чел. (7)
= 16 чел. (7)
N4 = ![]() =
= ![]() = 12 чел. (8)
= 12 чел. (8)
Количество рабочих мест в потоке:
К р.м. = К ср. ![]() N = 1,25
N = 1,25 ![]() 50 = 62,5 (9)
50 = 62,5 (9)
Длина поточной линии (м):
L = К р.м. ![]() L р.м = 62,5
L р.м = 62,5 ![]() 1,25 = 78,1 м. (10)
1,25 = 78,1 м. (10)
Мощность смены:
М см = ![]() =
=  = 296 (11)
= 296 (11)
Длина однорядного агрегата:
Lагр = N ![]() К ср.
К ср. ![]() L р.м = 50
L р.м = 50 ![]() 1,25
1,25 ![]() 1,25 = 78,1 м. (12)
1,25 = 78,1 м. (12)
Таблица № 8. Сводная таблица предварительного расчета![]()
| Наименование секции | Затраты времени | Количество рабочих | Количество рабочих мест | Длина поточной линии | Тип процесса |
| Подготовительная | 291 | 3 | 3,75 | 4,7 | Групповой |
| Заготовительная | 1831 | 19 | 23,75 | 29,7 | Групповой |
| Монтажная | 1600 | 16 | 20 | 25 | Агрегатный |
| Отделочная | 1146 | 12 | 15 | 18,75 | Групповой |
| Итого по потоку: | 4868 | 50 | 62,5 | 78,1 | Агрегатно-групповой |
Похожие работы
... »; - провести диагностику усвоения материала; - закрепить полученные знания, умения и навыки. Гипотеза: При обучении учащихся вязанию на спицах реализуются политехнические основы технологической подготовки школьников посредством сочетания обучения с производительным трудом. На контрольно-итоговом этапе ставятся следующие задачи: Определить результат сформированности знаний и умений учащихся ...

... творческой деятельности + - Как видно из таблицы, в экспериментальном классе учащихся зарегистрированы положительные тенденции в развитии всех исследуемых способностей по всем уровням значимости. Это свидетельствует об эффективности использования проблемной ситуации на уроках технологии швейного производства. Что касается контрольного класса учащихся, то в некоторых из блоков ...
... , бригаде формируются неформальные контактные объединения, которые преследуют цель удовлетворения сходных индивидуальных потребностей в общении, обмене информацией, взаимопомощи, решении общих задач. Глава 2. Развитие предпринимательской культуры на уроках технологии в общеобразовательных школах 2.1 Образовательная программа «Технология» как основа для развития предпринимательской культуры ...



... верхних и для нижних утюгов) Для внутри процессной и окончательной ВТО 1100 200 в, 0,2 кВТ/час 120-190 Ш 1200-1500 Г1245 В 1330 4.3 Выбор вариантов методов обработки для заданного узла модели изделия Рисунок № 8 Узел № 1. Рисунок № 9Узел № 2. Рисунок № 10Узел № 3 5. Разработка технологической документации 5.1 Разработка технологической ...
0 комментариев