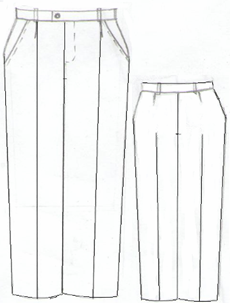
Спецификация деталей кроя
Выбор материалов
Выбор методов обработки и оборудования
Режимы обработки материалов на машинах
Эффективность выбранных методов обработки
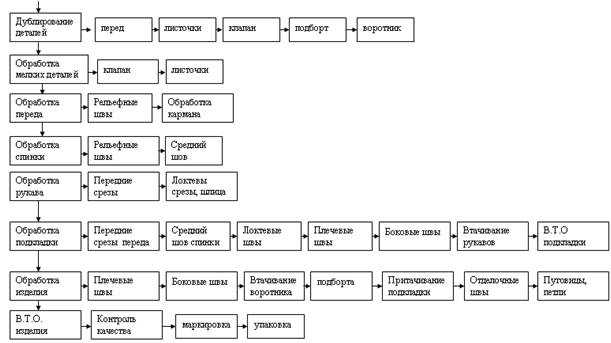
Технологическая последовательность обработки формы для младших школьников
Выбор типа производства
Составление технологической схемы процесса
Анализ согласования организационных операций
Сводка рабочей силы
Расчет технико-экономических показателей
Навигация
Выбор методов обработки и оборудования
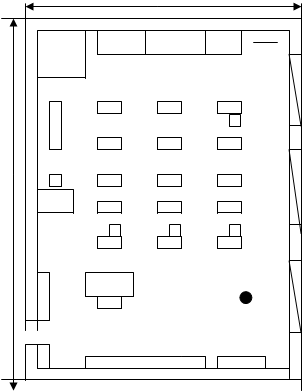
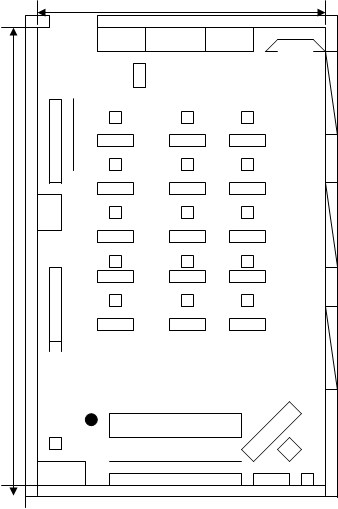
Проектирование швейного цеха по изготовлению формы для младших школьников
75158
знаков
16
таблиц
15
изображений
1.3 Выбор методов обработки и оборудования
1.3.1 Обоснование выбранных методов обработки и оборудование
При выборе методов обработке необходимо учитывать технологические свойства применяемых материалов и оборудования, для того чтобы повысить производительность труда и уменьшить стоимость изделия.
Данные модели выполнены из костюмной полушерстяной ткани и в качестве стачивающей машины применяются машина 1022‑М класса, так как эта машина подходит для стачивания деталей из костюмных групп материалов. Для изготовления юбок, брюк и сарафана применятся стачивающе-обметочная машина 408‑А. Эта машина позволяет одновременно стачивать и обметывать срезы деталей, что позволяет, сокращается время на обработку изделий. Для обметывания срезов применяется машина 51-А класс. Для втачивания рукава в пройму применяется специальная машина 302 класс, так как эта машина может выполнять посадку по окату рукава (до 25%). Для обработки кармана в рамку и кармана с кисточкой в моделях Б и В применяется машина полуавтоматического действия 745 класса. С помощью этой машины притачиваются обтачки и листочка с подзором, и разрезается вход в карман. Для пришивания пуговиц применяется полуавтомат Cs-600. Эта машина после пришивания пуговицы обвивает нитяную ножку, что позволяет снизить затраты на оборудование и повысить производительность труда. Для обметывания петель применяется машина полуавтомат 62761‑P-3, которая изготавливает прямые петли и петли с глазком. Подкладочные материалы с учетом их пошивочных свойств обрабатываются на машине 97-А класса. Для влажно тепловой обработки применяется пресс Cs -371, так как характеристики данного пресса подходят для применяемого материала.
1.3.2 Характеристика применяемого оборудования и средства малой механизации
В соответствии с выбором материалов и методов обработки был произведен подбор оборудования для изготовления формы для младших школьников. Характеристики применяемого оборудования представлены в таблице № 3.
Таблица № 3. Характеристика применяемого оборудования
| Класс машины и завод изготовления | Назначение машины | Толщина стачиваемых материалов, мм | Скорость оборотов главного вала, об/мин | Вид и размер стежка, количество нитей в строчке, способ переплетения | Средства малой механизации | Примечание | ||
| 1022‑М «Орша» | Предназначена для пошива изделий из ткани костюмной и пальтовой групп | До 5 мм | 4500 | Двухниточный челночный стежок. Длина стежка от 2 мм до 5 мм. | Лапка для подгибания среза. Лапка для застрачивания складок и защипов. Лапка для изготовления съемных поясов. | |||
| 51‑А «Подо-льск» | Предназначена для обметывания срезов материалов из деталей пальтовых и костюмных групп. | До 4 мм | 3500 | Трехниточный цепной стежок. Длина стежка 4 мм, ширина обметывания 3 – 5 мм | Для обрезки срезов имеется 2 ножа | Дифференциальный механизм перемещения материалов реечного типа. | ||
| 51–2845 «Агат» | Предназначена для стачивания деталей с одновременным обметыванием среза из тканей легких и костюмных групп | До 5 мм | 6000 | Стачивание – двухниточный цепной стежок, обметывание – трехниточный цепной стежок. Длина стежка 4 мм, | 2 ножа для обрезки срезов. Дифференциальный механизм перемешения материалов реечного типа. | Ширина обметывания 3,2 – 6,3 мм, расстояние между параллельными строчками 3,2 мм, ширина шва от 6,4 до 9,5 | ||
| 302 «Подо-льск» | Предназначена для втачивания рукавов в пройму из тканей пальтовых и костюмных групп. | До 6 мм | 2500 | Двухниточный челночный стежок. Длина стежка до 3 мм | Лапка с двумя направляющими линейками | Дифференциальный механизм перемещения материалов. | ||
| 97‑А «Орша» | Предназначена для пошива изделий из легких и костюмных материалов | До 4 мм | 5500 | Двухниточный челночный стежок. Длина стежка до 4 мм | Лапка с откидной линейкой. | |||
| 852x38 «Подо-льск» | Предназначена для стачивания поясов двумя параллельными строчками. | До 4 мм | 2000 | Двухниточный челночный стежок. Длина стежка до 3 мм | Лапка для обработки цельнокройных поясов | Расстояние между строчками 38 мм | ||
| 2222‑М «Орша» | Предназначена для выметывания бортов, лацканов, воротников в верхней одежде. | До 6 мм | 3000 | Однониточный цепной стежок. Длина стежка 2 – 12 мм | Лапка с откидной линейкой. | Строчка является временного назначения. | ||
| 62761‑Р‑3 «Мине-рва» | Предназначена для изготовления прямых петель и петель с глазком | До 4 мм | 600 | Двехниточный челночный зигзагообразный стежок | Приспособление для обметывания петель без разметки их места расположения | |||
| Сs‑600 «Пан-нония» | Предназначена для пришивания плоских пуговиц с 4 отверстиями на нитяной ножке. | - | 1000 | Однониточный цепной стежок | Пуговицедержатель. | Механизм обвивки нитяной ножки | ||
| 745 «Дюркопп» | Предназначена для обработки прорезных карманов. | До 6 мм | Приспособление для сборки прорезных карманов. Лапка для притачивания обтачек. | Машина выполняет притачивание деталей кармана, прорезание входа в карман, обрезку ниток и насекание уголков. | ||||
Похожие работы
... »; - провести диагностику усвоения материала; - закрепить полученные знания, умения и навыки. Гипотеза: При обучении учащихся вязанию на спицах реализуются политехнические основы технологической подготовки школьников посредством сочетания обучения с производительным трудом. На контрольно-итоговом этапе ставятся следующие задачи: Определить результат сформированности знаний и умений учащихся ...

... творческой деятельности + - Как видно из таблицы, в экспериментальном классе учащихся зарегистрированы положительные тенденции в развитии всех исследуемых способностей по всем уровням значимости. Это свидетельствует об эффективности использования проблемной ситуации на уроках технологии швейного производства. Что касается контрольного класса учащихся, то в некоторых из блоков ...
... , бригаде формируются неформальные контактные объединения, которые преследуют цель удовлетворения сходных индивидуальных потребностей в общении, обмене информацией, взаимопомощи, решении общих задач. Глава 2. Развитие предпринимательской культуры на уроках технологии в общеобразовательных школах 2.1 Образовательная программа «Технология» как основа для развития предпринимательской культуры ...



... верхних и для нижних утюгов) Для внутри процессной и окончательной ВТО 1100 200 в, 0,2 кВТ/час 120-190 Ш 1200-1500 Г1245 В 1330 4.3 Выбор вариантов методов обработки для заданного узла модели изделия Рисунок № 8 Узел № 1. Рисунок № 9Узел № 2. Рисунок № 10Узел № 3 5. Разработка технологической документации 5.1 Разработка технологической ...
0 комментариев