Спецификация деталей кроя
Выбор материалов
Выбор методов обработки и оборудования
Режимы обработки материалов на машинах
Эффективность выбранных методов обработки
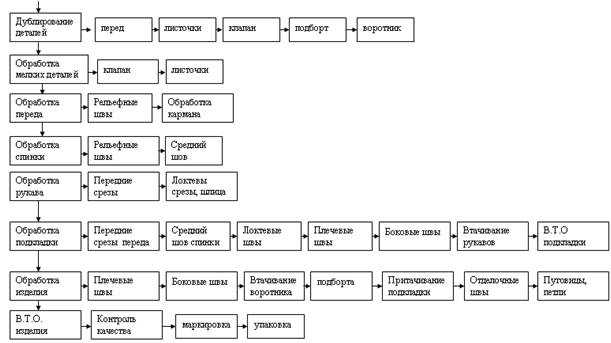
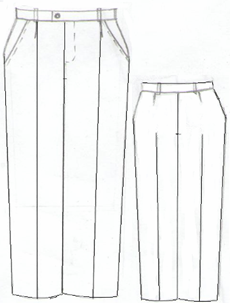
Технологическая последовательность обработки формы для младших школьников
Выбор типа производства
Составление технологической схемы процесса
Анализ согласования организационных операций
Сводка рабочей силы
Расчет технико-экономических показателей
Навигация
Составление технологической схемы процесса
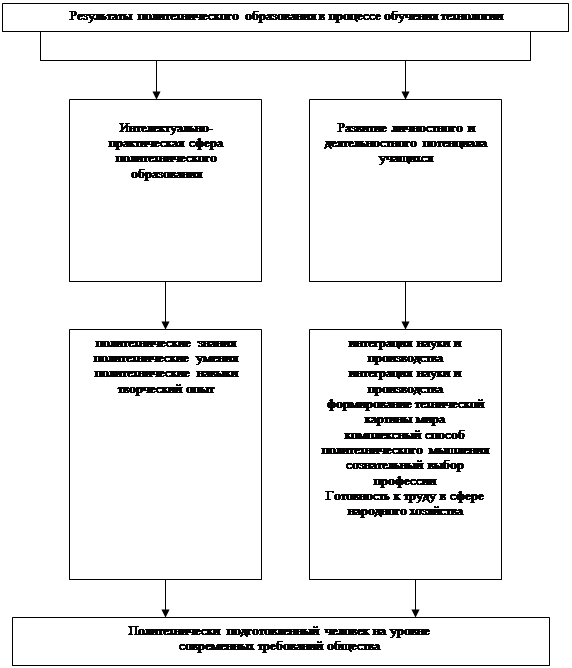
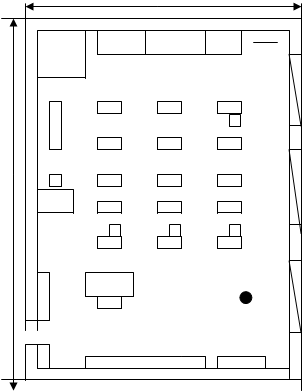
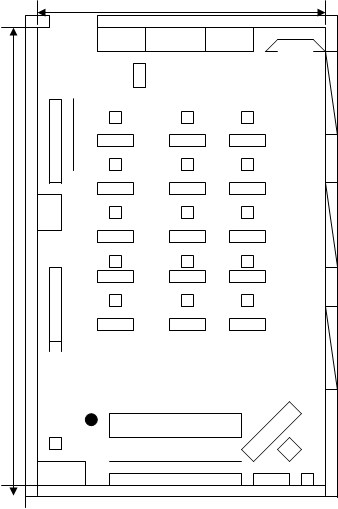
Проектирование швейного цеха по изготовлению формы для младших школьников
75158
знаков
16
таблиц
15
изображений
2.3 Составление технологической схемы процесса
2.3.1 Условий согласования организационных операций
Согласование операций потока – это очень ответственный процесс, от которого зависит ритмичность работы потока, рациональное использование оборудования и квалификации исполнителей, качество выполнения операций. Комплектование производят по технологической последовательности с учетом производственных требований к организации потока.
Основным условием согласования является длительность организационных операций по времени.
Так как поток многофассонный рассчитывается цикличный такт:
![]() ц =
ц = ![]() ср
ср ![]() C, (13)
C, (13)
где С – цикл согласования по числу моделей.
![]() ц = 97
ц = 97![]() 3 =291 c.
3 =291 c.
Пределы согласования для потока со свободным ритмом рассчитывается по формуле:
t o.o. = (0,9 ![]() 1,1)
1,1) ![]()
![]()
![]() N (14)
N (14)
N = 1, t o.o. = 262 ![]() 320
320
N = 2, t o.o. = 524 ![]() 640
640
2.3.2 Согласование времени организационных операций
Производственные требования к согласованию времени операций потока для разных типов потока имеют свои особенности, основными из них являются:
1. Соблюдать последовательность и неделимость технологических операций в соответствии с составленной технологической последовательностью обработки изделия для обеспечения высокого качества обработки и прямоугольного движения деталей.
2. Объединять неделимые операции смежных разрядов или разных по разряду и по виду работ для полного использования квалификации рабочего и оборудования.
3. Объединять неделимые операции в одну организационную по технологической целесообразности.
4. Число кратных операций должно быть минимальным, т. к. их наличие требует дополнительного адресования изделий по рабочим местам.
Согласование с учетом всех требований представлено в таблице № 9.
2.3.3 Согласование времени операций многофасонного потока
Согласование времени организационных операций потока производится по последовательности технологической обработки изделия (таблицы № 7).
Согласование времени операций многофасонного потока по изготовлению костюмов для младших школьников с цикличным запуском.
Изделие – костюмы для младших школьников.
Такт потока – 97 с.
Цикл согласования – 3 модели.
Цикловой такт – 291 с.
Условия согласования – (262 ![]() 320); (524
320); (524 ![]() 640).
640).
Таблица № 9. Согласование времени операций многофасонного потока с цикличным запуском
| № о/о | Номер неделимой операции | Специальность | Разряд | Норма времени | Кол-во рабочих | Оборудование инструменты | |||
| Общее на модели | Среднее | Nр | Nф | ||||||
| 1. | 1/97,97,97 | Р | 5 | 291 | 97 | 1 | 1 | Паспорт | |
| 2. | 2/97,97,97 | Р | 5 | 291 | 97 | 1 | 1 | Табель | |
| 3. | 3/97,97,97 | Р | 5 | 291 | 97 | 1 | 1 | - | |
| 4. | 4/4545,45 + 5/30,30,30 + + 7/25 + 8/20 + 9/25 | П | 4 | 295 | 98 | 1,01 | 1 | Cs -371 | |
| 5. | 10/19,19,19 + 11/23,23,23 + +12/23,23,23 + 13/20 + +6/27,27,27 | П | 4 | 296 | 99 | 1,01 | 1 | Cs -371 | |
| 6. | 14/30 + 17/16,16,16 + 19/45,45,45 + 23/7,7,7 + +25/19,19,19 | М | 4 | 291 | 97 | 1 | 1 | 1022‑М | |
| 7. | 15/20 + 16/10 + 18/8,8,8 + +20/32,32,32 + 24/5,5,5 + +33/40,40,40 | П | 4 | 285 | 95 | 0,9 | 1 | Cs -371 | |
| 8. | 27/25,25,25 + 28/108 + +29/108 | См | 5 | 291 | 97 | 1 | 1 | п/а 746 «Дюркопп» | |
| 9. | 26/20,20 + 30/15,15 + +31/18,18 + 32/65 + +34/40,40,40 | М | 4 | 291 | 97 | 1 | 1 | 1022‑М | |
| 10. | 21/45,45,45 + 36/50,50,50 | См | 4 | 285 | 95 | 0,9 | 1 | 2222 | |
| 11. | 22/40,40,40 + 37/45,45,45+ + 35/13,13,13 | П | 4 | 294 | 98 | 1,01 | 1 | Cs -371 | |
| 12. | 38/30,30,30 + 40/33,33,33 + + 42/35,35,35 | М | 4 | 294 | 98 | 1,01 | 1 | 1022‑М | |
| 13. | 39/32,32,32 + 41/33,33,33 + + 43/32,32,32 | П | 4 | 291 | 97 | 1 | 1 | Cs -371 | |
| 14. | 44/15,15,15 + 45/35,35,35 + + 47/26,26,26 + 46/22,22,22 | М | 4 | 294 | 98 | 1,01 | 1 | 1022‑М | |
| 15. | 48/30,30,30 + 49/33,33,33 + + 50/35,35,35 | М | 4 | 294 | 98 | 1,01 | 1 | 1022‑М | |
| 16. | 51/88,88,88 | П | 4 | 264 | 88 | 0,9 | 1 | Cs -371 | |
| 17. | 52/97,97,97 | Р | 5 | 291 | 97 | 1 | 1 | Табель | |
| 18. | 53/58,58,58 + 55/38,38,38 | М | 4 | 288 | 96 | 0,9 | 1 | 1022‑М | |
| 19. | 54/62,62,62 + 56/35,35,35 | П | 4 | 291 | 97 | 1 | 1 | Cs -371 | |
| 20. | 57/98,98,98 | М | 4 | 294 | 98 | 1,01 | 1 | 1022‑М | |
| 21. | 58/10,10,10 + 59/87,87,87 | М | 5 | 291 | 97 | 1 | 1 | 1022‑М | |
| 22. | 62/97,97,97 | См | 5 | 291 | 97 | 1 | 1 | 302 | |
| 23. | 63/97,97,97 | Р | 5 | 291 | 97 | 1 | 1 | - | |
| 24. | 64/40,40,40 + 67/60,60,60 | М | 4 | 300 | 100 | 1,03 | 1 | 1022‑М | |
| 25. | 60/60,60,60 + 65/40,40,40 | П | 4 | 300 | 100 | 1,03 | 1 | Cs -371 | |
| 26. | 68/20,20,20 + 61/82,82,82 | М | 5 | 306 | 102 | 1,05 | 1 | 1022‑М | |
| 27. | 69/40,40,40 + 74/30,30,30 + +76/30,30,30 | Р | 3 | 300 | 100 | 1,03 | 1 | Щетка Лекало | |
| 28. | 70/50,50,50 + 71/46,46,46 | П | 4 | 288 | 96 | 0,9 | 1 | Cs -371 | |
| 29. | 72/60,60,60 + 73/40,40,40 | П | 4 | 300 | 100 | 1,03 | 1 | Cs -371 | |
| 30 | 78/96,96,96 | Р | 3 | 288 | 96 | 0,9 | 1 | Щетка | |
| 31. | 79/97,97,97 | Р | 5 | 291 | 97 | 1 | 1 | ||
| 32. | 80/45 + 81/55 + 116/50 + +117/35 + 118/35 + 151/50 | П | 4 | 270 | 90 | 0,9 | 1 | Cs -371 | |
| 33. | 82/20 + 85/15 + 119/10 + +101/60 + 121/45 + 124/18 + +125/10 + 126/20 + 128/28 + +129/25 + 158/45 | М | 4 | 296 | 99 | 1,01 | 1 | 1022‑М | |
| 34. | 88/48 + 90/45 + 92/45 + +152/80 + 153/80 | См | 4 | 298 | 99 | 1,02 | 1 | 51–2845 | |
| 35. | 94/45 + 99/55 + 103/90 + +127/25 + 155/50 | См | 4 | 265 | 88 | 0,9 | 1 | 51–2845 | |
| 36. | 87/30 + 102/50 + 122/140 + +123/15 + 142/55 | См | 4 | 290 | 97 | 1 | 1 | 51‑А | |
| 37. | 86/10 + 89/40 + 91/40 + +93/40 + 95/40 + 100/45 + + 104/55 + 156/20 | П | 4 | 290 | 97 | 1 | 1 | Cs -371 | |
| 38. | 97/84 + 143/90 + 157/90 | М | 4 | 265 | 88 | 0,9 | 1 | 1022‑М | |
| 39. | 96/90 + 159/60 + 105/60 + + 106/55 + 130/26 | М | 4 | 291 | 97 | 1 | 1 | 1022‑М | |
| 40. | 132/65 + 134/55 + 136/60 + + 138/25 + 141/33 + 162/25 | М | 4 | 263 | 88 | 0,9 | 1 | 1022‑М | |
| 41. | 98/95 + 154/120 + 160/55 | П | 4 | 270 | 90 | 0,9 | 1 | Cs -371 | |
| 42. | 83/12 + 107/50 + 120/10 + + 131/18 + 133/55 + 135/45 + 137/55 + 139/10 + 163/10 | П | 4 | 265 | 88 | 0,9 | 1 | Cs -371 | |
| 43. | 84/100 + 140/85 + 161/80 | См | 4 | 262 | 87 | 0,9 | 1 | 852x38 | |
| 44. | 108/50 + 164/45 + 144/50 + +112/20 + 114/20 + 147/20 + 149/20 + 168/20 + 170/20 | Р | 3 | 265 | 88 | 0,9 | 1 | Щетка | |
| 45. | 109/40 + 110/40 + 11/50 + +145/30 + 146/45 + 166/30 + 165/30 + 167/25 | П | 4 | 290 | 97 | 1 | 1 | Cs -371 | |
| 46. | 76/45,45,45 + 113/45 + + 148/45 + 169/45 | См | 5 | 270 | 90 | 0,9 | 1 | 62761‑Р‑3 | |
| 47. | 77/60,60,60 + 115/35 + 150/25 + 171/25 | См | 5 | 265 | 88 | 0,9 | 1 | Cs – 600 | |
| 48. | 172/97,97,97 | Р | 5 | 291 | 97 | 1 | 1 | - | |
| 49. | 173/47,30,35 + 176/50,50,50 | Р | 5 | 262 | 87 | 0,9 | 1 | - | |
| 50. | 174/70,70,70 + 175/20,20,20 | Р | 5 | 270 | 90 | 0,9 | 1 | - | |
| Итого: | 14605 | 4868 | 49.5 | 50 | |||||
Похожие работы
... »; - провести диагностику усвоения материала; - закрепить полученные знания, умения и навыки. Гипотеза: При обучении учащихся вязанию на спицах реализуются политехнические основы технологической подготовки школьников посредством сочетания обучения с производительным трудом. На контрольно-итоговом этапе ставятся следующие задачи: Определить результат сформированности знаний и умений учащихся ...

... творческой деятельности + - Как видно из таблицы, в экспериментальном классе учащихся зарегистрированы положительные тенденции в развитии всех исследуемых способностей по всем уровням значимости. Это свидетельствует об эффективности использования проблемной ситуации на уроках технологии швейного производства. Что касается контрольного класса учащихся, то в некоторых из блоков ...
... , бригаде формируются неформальные контактные объединения, которые преследуют цель удовлетворения сходных индивидуальных потребностей в общении, обмене информацией, взаимопомощи, решении общих задач. Глава 2. Развитие предпринимательской культуры на уроках технологии в общеобразовательных школах 2.1 Образовательная программа «Технология» как основа для развития предпринимательской культуры ...



... верхних и для нижних утюгов) Для внутри процессной и окончательной ВТО 1100 200 в, 0,2 кВТ/час 120-190 Ш 1200-1500 Г1245 В 1330 4.3 Выбор вариантов методов обработки для заданного узла модели изделия Рисунок № 8 Узел № 1. Рисунок № 9Узел № 2. Рисунок № 10Узел № 3 5. Разработка технологической документации 5.1 Разработка технологической ...
0 комментариев