Навигация
Описание работы спроектированной АЛ
43126
знаков
10
таблиц
9
изображений
8 Описание работы спроектированной АЛ
В состав АЛ последовательного агрегатирования (прил. В) входит следующее оборудование:
· Фрезерно-центровальный станок мод. МР71М (поз. 1) 1шт.
· Токарный многорезцовый полуавтомат мод. 1Н713 (поз. 2) 2 шт.
· Токарный копировальный полуавтомат мод. 1716Ц (поз. 3) 3 шт.
· Агрегатный станок (поз. 4) 1шт.
· Манипулятор мод. (поз. 4) 7 шт.
· Конвейер пластинчатый (поз. 5) 1шт.
На первом фрезерно-центровальном станке производится фрезерование торцев детали и сверление центровых отверстий с помошью фрезерной и сверлильной бабок. Заготовка устанавливается на станке с помощью станочных призм. На втором и третьем токарном многорезцовом полуавтомате производится черновое точение цилиндрических поверхностей с помощью продольного суппорта и многорезцовых наладок. На четвертом, пятом и шестом токарных копировальных полуавтоматах производится точение цилиндрических поверхностей, фасок и канавок с помощью копировальных и поперечных суппортов. На всех токарных станках заготовка устанавливается в переднем зубчатом центре и поджимается задней бабкой с установленным в ней вращающимся центром. На агрегатном станке производится фрезерование шпоночного паза концевой фрезой, установленной во фрезерной насадке, заготовка, установленная на самодействующем столе, совершает движение подачи. Однорукие манипуляторы используются в качестве загрузочных устройств. Транспортирующим устройством в данной АЛ является пластинчатый конвейер с установленными на нем призмами для ориентирования заготовки.
Работа элементов АЛ происходит следующим образом (см. циклограмму работы АЛ – прил. Г): цикл начинается с подвода руки манипулятора к конвейеру, далее происходит зажим заготовки кистью и отвод манипулятора, его поворот к станку, одновременно с поворотом заготовки на 1800 при необходимости, и подвод руки. При попадании ориентированной заготовки в зажимное приспособление происходит зажим ее на станке после чего манипулятор разжимает кисть и отводит руку от станка, одновременно с отводом руки включается быстрый подвод заготовки вместе со столом или соответствующих суппортов в рабочую зону далее включается рабочий ход затем быстрый отвод. Одновременно с быстрым отводом включается подвод отведенной руки манипулятора к станку, зажим заготовки манипулятором и разжим зажимного приспособления. Обработанная заготовка отводится вместе с рукой манипулятора от станка, манипулятор поворачивается к конвейеру, подводит руку и устанавливает деталь в призмах на конвейере, разжимает кисть и, одновременно с перемещением конвейера, отводит руку от него. На этом цикл работы АЛ заканчивается.
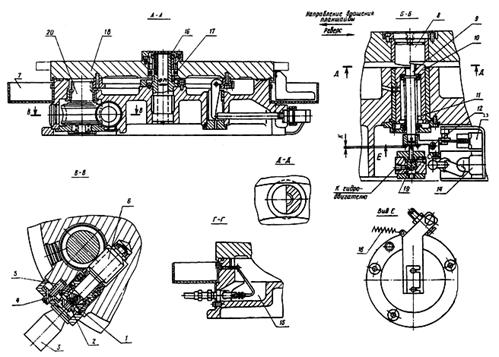
9 Описание конструкции и работы станка
Агрегатные станки представляют собой специальные станки, созданные на базе стандартных узлов и агрегатов.
В рамках данного курсового проекта необходимо сконструировать агрегатный станок для обработки шпоночного паза вала-шестерни. В связи с этим предварительно принимаем следующие нормализованные узлы, из которых будет состоять проектируемый станок:
- станина;
- стол силовой с электромеханическим приводом подачи;
- привод галавного движения;
- насадка фрезерная;
- призмы;
- прижим гидравлический;
- режущий инструмент;
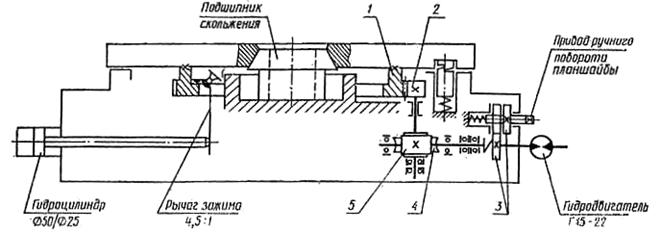
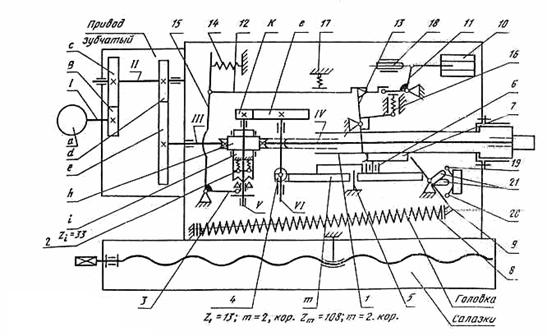
Компоноваться данные элементы будут следующим образом: на станину (поз. 1), представляющую собой полый сварной корпус, будут устанавливаться все элементы, необходимые для осуществления процесса обработки. Таким образом, в станину будет монтироваться в горизонтальном положении привод главного движения (поз. 7), который посредством муфты станочной (поз. 8) будет передавать вращение фрезерной насадке (поз. 3) и установленной в ней фрезе (поз. 6). Для установки заготовки под обработку и ориентации относительно инструмента используем стандартный станочные приспособления – раздвижные призмы (поз. 4), которые крепятся к совершающему движение подачи силовому столу (поз. 2). Для того, чтобы в процессе обработки заготовка находилась неподвижно относительно инструмента и не меняла положение под действием сил резания, будем использовать зажимное приспособление (поз. 5), которое также устанавливается на плиту.
Сам процесс обработки будет происходить в следующей последовательности: установка вала на призмы, фиксация вала с помощью зажимного приспособления посредством прижатия его к призмам, подвод заготовки на ускоренном ходу в зону обработки, непосредственная обработка шпоночного паза на рабочем ходу, отвод заготовки из зоны обработки на ускоренном ходу. При этом сам ускоренный подвод и отвод осуществляется посредством перемещения платформы стола по направляющим при вращении электродвигателя быстрых перемещений, изменение направления осуществляется реверсированием электродвигателя. Рабочий ход осуществляется посредством движения платформы с заготовкой за счет вращения ходового винта от электродвигателя рабочей подачи. Скорость рабочей подачи настраивается сменяемыми зубчатыми колесами, величина усилия подачи силового стола регулируется фпикционной предохранительной муфтой, сжатие дисков которой производится винтом и планкой через пружину.
Похожие работы
... переходов, назначение режимов резания для каждого перехода 1.3.1 Определение порядка обработки и технологических переходов Для обработки четырех отверстий с резьбой с донной стороны заготовки и одного отверстия с боковой стороны полагаю использовать пятипозиционный стол агрегатного станка (одна позиция загрузочная). Выбор инструмента Порядок обработки по позициям: 1. Загрузочная позиция ...
... . Кулачки, которые управляют открытием и закрытием захватов, должны быть оптимально отрегулированы по циклу с учётом ускорения и инерционных сил. 2. Приспособление для притира корпусных отверстий в листовой печатной машине Planeta - Variant Р44-3 2.1 Конструкция приспособления Сборочный чертеж приспособления представлен в виде графической части на формате А1. Приспособление состоит из ...
... заготовки относ: - стандартизация и унификация элементов конструкции; - упрощение геометрических форм; - максимальная инструментальная доступность; 22. Технологическое обеспечение качества изделий машиностроения Качество продукции — совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Свойства, составляющие ...
... расчетно-аналитического методов связано с тем, что второй метод учитывает больше погрешностей. Объем заготовки: Масса заготовки: . Коэффициент использования материала: . 7. Разработка маршрутной технологии механической обработки детали Разрабатываемый технологический процесс должен быть прогрессивным, обеспечивать повышение производительности труда и качества деталей, сокращение трудовых ...
0 комментариев