Навигация
Расчет технологической производительности процесса
43126
знаков
10
таблиц
9
изображений
3 Расчет технологической производительности процесса
Простейшим вариантом построения технологического процесса неавтоматизированного производства при принятых методах, технологическом маршруте и режимах обработки является полная обработка детали в одной позиции при последовательном выполнении всех составных операций. Критерием оценки технологического процесса является технологическая производительность ![]() , которая определяется по формуле
, которая определяется по формуле
 1/мин;
1/мин;
где ![]() - машинное время выполнения составной операции.
- машинное время выполнения составной операции.
Определение перечня холостых операций, которые необходимые для реализации рабочих операций технологического процесса.
Холостые операции содержат действия, которые связанные с ориентацией заготовки в пространстве, подачу заготовки к рабочей зоне, закрепления ее на рабочей позиции, фиксацию устройства или спутника на рабочей позиции оформляются в виде таблицы 3.1.
В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана со сверлильной и фрезерной обработкой поверхностей и отверстий. Таким образом, проектируемая линия должна обеспечивать указанную в задании производительность.
Для этого произведем анализ возможных структур линии и выберем наиболее рациональную из них.
Таблица 3.1– Перечень холостых операций
| Наименование рабочей операции | Наименование холостой (обеспечивающей) операции |
| 010 Фрезерно-центровальная | 1.1 Ориентировать деталь |
| 1.2 Подать деталь в рабочую зону | |
| 1.3 Закрепить деталь | |
| 1.4 Подвести фрезы на быстром ходу | |
| 1.5 Отвести фрезы на быстром ходу | |
| 1.6 Подвести центровочные свёрла на быстром ходу | |
| 1.7 Отвести центровочные свёрла на быстром ходу | |
| 1.8 Раскрепить деталь | |
| 1.9 Удалить деталь из рабочей зоны | |
| 020 Токарно-винторезная | 2.1 Ориентировать деталь |
| 2.2 Подать деталь в рабочую зону | |
| 2.3 Закрепить деталь | |
| 2.4 Подвести резец на быстром ходу | |
| 2.5 Отвести резец на быстром ходу | |
| 2.6 Раскрепить деталь | |
| 2.7 Закрепить деталь | |
| 2.8 Подвести резец на быстром ходу | |
| 2.9 Отвести резец на быстром ходу | |
| 2.10 Раскрепить деталь | |
| 2.11 Удалить деталь из рабочей зоны | |
| 030 Вертикально-фрезерная | 3.1 Ориентировать деталь |
| 3.2 Подать деталь в рабочую зону | |
| 3.3 Закрепить деталь | |
| 3.4 Подвести инструмент на быстром ходу | |
| 3.5 Отвести инструмент на быстром ходу | |
| 3.10 Раскрепить деталь | |
| 3.11 Удалить деталь из рабочей зоны |
4 Анализ базового операционного процесса по критерию обеспечения заданной сменной производительности
Определим ожидаемую производительность системы технологического оборудования за смену для неавтоматизированного производства:
где ![]() – коэффициент использования линии, принимаем
– коэффициент использования линии, принимаем ![]() .
.
По условию требуемая серийная производительность:
![]()
В связи с этим необходимо синтезировать вариант АЛ, которая позволила бы обеспечить заданную производительность. Для чего произведем дифференциацию технологического процесса обработки детали.
Структура линии, состоящей из фрезерно-центровального полуавтомата токарных копировальных станков (q=6), представлена на (рис. 4.1).
 Рисунок 4.1 - Компоновка АЛ с копировальными станками.
Рисунок 4.1 - Компоновка АЛ с копировальными станками.
Для этой линии лимитирующим является время ![]() мин. Тогда производительность такой линии составляет:
мин. Тогда производительность такой линии составляет:
 шт./смену.
шт./смену.
Данное количество изделий не удовлетворяет требуемой производительности. Для увеличения производительности продифференцируем лимитирующую операцию, разбив ее на две части (q=7) (рис. 4.2):
 Рисунок 4.2 - Компоновка АЛ с копировальными станками.
Рисунок 4.2 - Компоновка АЛ с копировальными станками.
Для этой линии лимитирующим является время ![]() мин. Тогда производительность такой линии составляет:
мин. Тогда производительность такой линии составляет:
 шт/смену.
шт/смену.
Данное количество изделий не удовлетворяет требуемой производительности. Для увеличения производительности продифференцируем технологический процесс далее. Результаты дифференциации сведем в таблицу 4.1.
Таблица 4.1 - Результаты дифференциации ТП
| Число q | 6 | 7 | 8 | 9 |
| tp(q), мин | 1,48 | 0,94 | 0,7 | 0,54 |
| QАЛ, шт/см | 187 | 295 | 395 | 512 |
Таким образом, требуемой производительности АЛ можно достичь продифференцировав ТП с использованием 8 станков:

Проанализируем обработку данного изделия с использованием станков-дублеров (рис. 4.3).
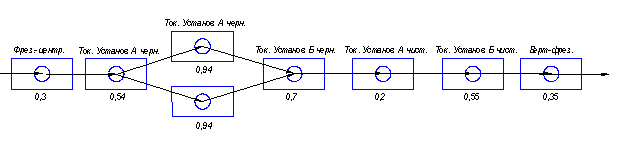 Рисунок 4.3 - Компоновка АЛ с использованием станков-дублеров
Рисунок 4.3 - Компоновка АЛ с использованием станков-дублеров
Для данного варианта АЛ лимитирующей операцией является токарно-винторезная со временем ![]() мин. Производительность такой линии составляет:
мин. Производительность такой линии составляет:
 (шт./смену).
(шт./смену).
Этот вариант также обеспечивает требуемую производительность.
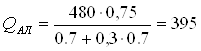
Для уменьшения количества станков, необходимых для данной производительности обработки, рассмотрим вариант применения одновременной многорезцовой обработки (рис. 4.4).
 Рисунок 4.4 – Компоновка АЛ с использованием многорезцовых наладок.
Рисунок 4.4 – Компоновка АЛ с использованием многорезцовых наладок.
Как видно, применение многорезцовой обработки позволяет сократить количество необходимого оборудования. Проведем более точный анализ двух последних вариантов АЛ и определим, какой из них является более экономически целесообразным.
Похожие работы
... переходов, назначение режимов резания для каждого перехода 1.3.1 Определение порядка обработки и технологических переходов Для обработки четырех отверстий с резьбой с донной стороны заготовки и одного отверстия с боковой стороны полагаю использовать пятипозиционный стол агрегатного станка (одна позиция загрузочная). Выбор инструмента Порядок обработки по позициям: 1. Загрузочная позиция ...
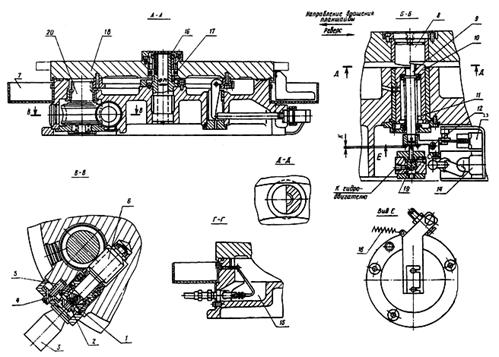
... . Кулачки, которые управляют открытием и закрытием захватов, должны быть оптимально отрегулированы по циклу с учётом ускорения и инерционных сил. 2. Приспособление для притира корпусных отверстий в листовой печатной машине Planeta - Variant Р44-3 2.1 Конструкция приспособления Сборочный чертеж приспособления представлен в виде графической части на формате А1. Приспособление состоит из ...
... заготовки относ: - стандартизация и унификация элементов конструкции; - упрощение геометрических форм; - максимальная инструментальная доступность; 22. Технологическое обеспечение качества изделий машиностроения Качество продукции — совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Свойства, составляющие ...
... расчетно-аналитического методов связано с тем, что второй метод учитывает больше погрешностей. Объем заготовки: Масса заготовки: . Коэффициент использования материала: . 7. Разработка маршрутной технологии механической обработки детали Разрабатываемый технологический процесс должен быть прогрессивным, обеспечивать повышение производительности труда и качества деталей, сокращение трудовых ...
0 комментариев