Листовая офсетная печатная машина Planeta - Variant P44-3
Боковой упор (автомат)
Задачи и структура ремонтного хозяйства
Технология капитального ремонта офсетной листовой машины Planeta P44-3
Характеристика материала детали типа «вороток»
Оборудование и инструмент для механической обработки заготовки
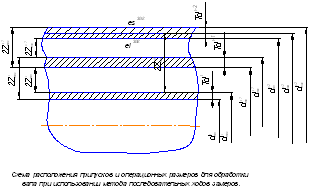
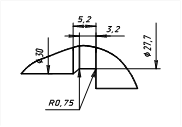
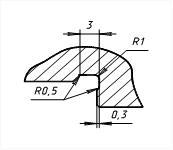
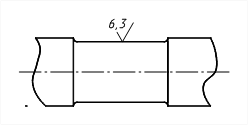
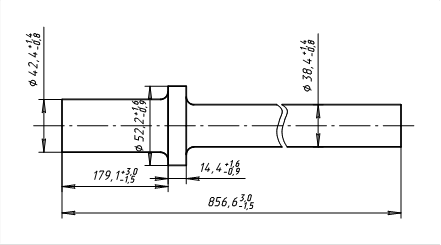
Операция 010 Точение
Организация освещения офсетного цеха и расчет системы
Вентиляция
Анализ причин возникновения пожаров
Навигация
Характеристика материала детали типа «вороток»
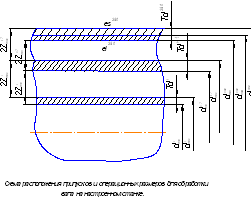
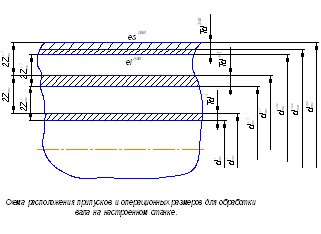
Разработка конструкции приспособления для притира корпусных отверстий
62232
знака
12
таблиц
0
изображений
1.2 Характеристика материала детали типа «вороток»
а) Материал детали:
Сталь конструкционная легированная 40Х, по ГОСТ 4513 - 71
б) Химический состав:
| № п/п | Химический элемент | Содержание в сплаве, % |
| 1 | Кремний (Si) | 0,17–0,37 |
| 2 | Марганец (Mn) | 0,50-0,80 |
| 3 | Медь (Cu) | до 0,30 |
| 4 | Никель(Ni) | до 0,30 |
| 5 | Сера(S) | до 0,035 |
| 6 | Углерод (C) | 0,36-0,44 |
| 7 | Фосфор (P) | до 0,035 |
| 8 | Хром(Cr) | 0,80-1,10 |
Механические свойства при Т = 200С материала 40Х
Твердость: НВ 217 кг/см2
| Сортамент | Размер | Направление | σв | σт | δ5 | ψ | KСU | Термообработка |
| - | мм | - | МПа | МПа | % | % | кДЖ/м2 | - |
| Пруток | Ø 28-55 | продольное | 940 | 800 | 13 | 55 | 850 |
г) Физические свойства материала 40Х
| Т | Е*10-5 | α*10 | λ | ρ | C | R*109 |
| град | МПа | 1/град | Вт/(м*град) | Кг/м3 | Дж/(кг*град) | Ом*м |
| 20 | 2,14 | 7820 | 210 | |||
| 100 | 2,11 | 11,9 | 46,0 | 7800 | 466 | 285 |
| 200 | 2,06 | 12,5 | 42,7 | 7770 | 508 | 346 |
| 300 | 2,03 | 13,2 | 42,3 | 7740 | 529 | 425 |
| 400 | 1,85 | 13,8 | 38,5 | 7700 | 563 | 528 |
| 500 | 1,76 | 14,1 | 35,6 | 7670 | 592 | 642 |
| 600 | 1,64 | 14,4 | 31,9 | 7630 | 622 | 780 |
| 700 | 1,43 | 14,6 | 28,8 | 7590 | 634 | 936 |
| 800 | 1,32 | 26,0 | 7610 | 664 | 1100 | |
| 900 | 26,7 | 7560 | 1140 | |||
| 1000 | 28,0 | 7510 | 1170 | |||
| 1100 | 28,8 | 7470 | 1200 | |||
| 1200 | 7430 | 1230 |
д) Технологические свойства материала 40х.
| Свариваемость: | трудносвариваемая |
| Флокеночувствительность: | чувствительна |
| Склонность к отпускной хрупкости: | склонна |
Обозначения:
| Механические свойства | ||
| σв | Предел кратковременной прочности | МПа |
| σт | Предел пропорциональности (предел текучести для остаточной деформации) | МПа |
| δ5 | Относительное удлинение при разрыве | % |
| ψ | Относительное сужение | % |
| KСU | Ударная вязкость | кДж / м2 |
| НВ | Твердость по Бринеллю | |
| Физические свойства | ||
| Т | Температура, при которой получены данные свойства | Град |
| Е | Модуль упругости первого рода | МПа |
| α | Коэффициент температурного (линейного) расширения (диапазон 200 -Т) | 1/Град |
| λ | Коэффициент теплопроводности (теплоемкость материала) | Вт/(м*град) |
| ρ | плотность материала | кг/м3 |
| C | Удельная теплоемкость материала (диапазон 20° - Т) | Дж/(кг*град) |
| R | Удельное электросопротивление | Ом*м |
2. Определение веса заготовки и вида заготовки
А) Определение веса заготовки:
m = Vq
V – объем заготовки:
V = πD2 L/ 4
q – плотность = 7,8 г/см3
V = 3,14 * 4,952 *33,6/4 = 646,2 см3
масса заготовки:
m = 646,2 *7,8 = 5042 г = 5 кг
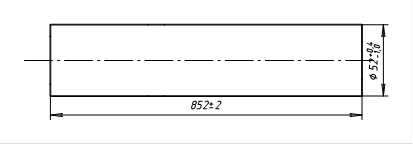
б) Определение вида заготовки:
- Материал - сталь 40Х
- Вид производства - штучный
- Деталь - вороток
- Вид заготовки – пруток
- Коэффициент использования материалов - 0,85... 0,9
Похожие работы
... . На участке установлены кран-балки в первом и втором помещении, для перемещения тяжелых запасных частей, и самого двигателя в целом. 1.3.8 Организация ТО и ТР на участке Схема технологического процесса Т.О. и ремонта автомобилей При возвращении с линии автомобиль проходит через контрольно-технический пункт (КТП), где дежурный механик проводит визуальный осмотр автомобиля (автопоезда) и ...

... машиностроения. Около 40% всех заготовок, используемых в машиностроении, получают литьем. Однако, литейное производство является одним из наиболее экологически неблагоприятных. В литейном производстве применяется более 100 технологических процессов, более 40 видов связующих , более 200 противопригарных покрытий. Это привело к тому, что в воздухе рабочей зоны встречается до 50 вредных веществ, ...
... заготовки относ: - стандартизация и унификация элементов конструкции; - упрощение геометрических форм; - максимальная инструментальная доступность; 22. Технологическое обеспечение качества изделий машиностроения Качество продукции — совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Свойства, составляющие ...
... для получения заготовки метод ковки на ГКМ. 7. Разработка варианта технологического маршрута механической обработки детали Разработка технологического маршрута обработки детали Шток проводится на основании типового технологического процесса обработки шлицевого вала с учетом мелкосерийного типа производства. 7.1 Выбор обоснование способов обработки поверхностей заготовки На основании ...
0 комментариев