Листовая офсетная печатная машина Planeta - Variant P44-3
Боковой упор (автомат)
Задачи и структура ремонтного хозяйства
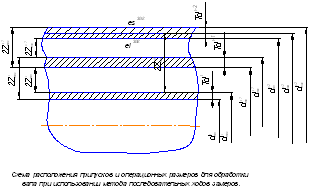
Технология капитального ремонта офсетной листовой машины Planeta P44-3
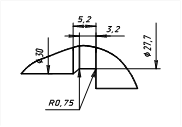
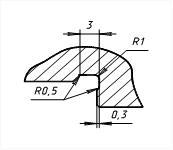
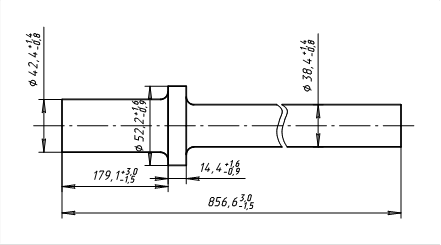
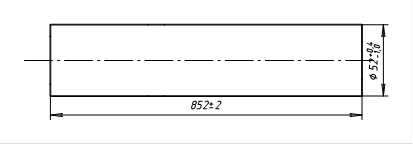
Характеристика материала детали типа «вороток»
Оборудование и инструмент для механической обработки заготовки
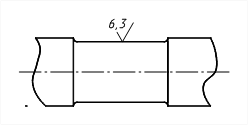
Операция 010 Точение
Организация освещения офсетного цеха и расчет системы
Вентиляция
Анализ причин возникновения пожаров
Навигация
Операция 010 Точение
Разработка конструкции приспособления для притира корпусных отверстий
62232
знака
12
таблиц
0
изображений
5.2 Операция 010 Точение
Станок 16К20; резец T15K6; стойкость резца Т = 60 мин
t - глубина резания 3,64 мм S = 0,4 – 0,8 мм/об по паспорту станка S = 0,6 мм/об 1) скорость резания:
V = CvKv/TmtхSy
Cv = 350; х = 0,15; у = 0,35; m = 0,2
Kv = 0,67*1*1 = 0,67
V= 350*0,67/600,23,620,150,60,35 = 234,5 /2,26*1,21*0,83 = 103,3 м/мин
2) Частота вращения
n = 1000 V/ πD
n = 1000*103,3 /3,14*49,5 = 664,3 об/мин
по паспорту станка n = 670 об/мин
при n = 670 об/мин:
V= πDn /1000
V = 3,14*49,5 *670/1000 = 104 м/мин
3) Сила резания:
РZ= 10Ср* tхSy VnКр
Ср = 339; х =1; у = 0,5; n = -0,4
Кр =1,25*1,17*1*0,85*1 = 1,24
РZ= 10*339*3,641 0,60,5 104-0,41,24 = 12339,6*0,77*0,15*1,24 = 1767Н
4) Мощность резания:
N = РZ * V/1020*60
N =1767*104/61200 = 3,0 kBt
5) Основное технологическое время:
Tосн = L/nS
L - длина обрабатываемой поверхности
Tосн = 300*2/670*0,6 = 1,49 мин
Подрезка торца:
Tосн = 25/670*0,6 = 0,06 мин
5.3 Операция 015 Сверление под резьбу
Станок 16К20:
- сверло D = 34,5 мм из стали Р6М5,
- стойкость резца:
Т = 70мин;
S = 0,29 – 0,35 мм/об по паспорту станка S = 0,3 мм/об
1) Скорость резания:
V = (CvDq/TmSy) КV
Сv= 9,8; q = 0,4; у = 0,5; m = 0,2
КV= 0,82*1,0*1,0 = 0,82
V = (9,8 *34,50,4/700,2 *0,30,5)*0,82 = (9,8*4,l/2,33*0,54)*0,82 = 26,14 м/мин
2) Частота вращения:
n = 1000 V/ πD
n = 1000*26,14 /3,14*34,5 = 241,3 об/мин
по паспорту станка n = 240 об/мин
при n = 240 об/мин:
V= πDn /1000
V = 3,14*34,5 *240/1000 = 25 м/мин
3) Крутящий момент:
Mкр = 10См DqSyКр
См = 0,0345, q = 2,0, у = 0,8
Кр = 1,25
Mкр=10*0,0345*34,52 0,30,8*1,25 = 0,345*1190,25*0,38*1,25 =195,05Нм
4) Мощность резания:
N = Mкр * n/9750
N = 195,05*240/9750 = 4,8 кВт
5)Основное технологическое время:
Tосн = L/nS
L - длина обрабатываемой поверхности
Tосн = 20/240*0,3 = 0,27 мин
5.4 Операция 020 Сверление отверстия
Станок 2Н125, сверло D = 20 мм из стали Р9К5, стойкость резца
Т = 45 мин
S= 0 2 - 0.23 мм/об по паспорту станка S = 0,2 мм/об
1) Скорость резания
V = (CvDq/TmSy) КV
Сv= 7,0; q = 0,4; у = 0,7; m = 0,2
Кр= 0,82*1,0*1,0 = 0,82
V = (7,0*200,4/450,2 *0,20,7)*0,82 = (7,0*3,3l/2,14*0,32)*0,82 = 28,0 м/мин
2) Частота вращения:
n = 1000 V/ πD
n = 1000*28,0 /3,14*20,0 = 445,8 об/мин
по паспорту станка n = 440 об/мин
при n = 440 об/мин:
V= πDn /1000
V = 3,14*20,0 *440/1000 = 27,6 м/мин
3) Крутящий момент:
Mкр = 10См DqSyКр
См = 0,0345, q = 2,0, у = 0,8
Кр = 1,25
Mкр=10*0,0345*202 0,20,8*1,25 = 0,345*400*0,27*1,25 =46,57Нм
4) Мощность резания:
N = Mкр * n/9750
N = 46,57*440/9750 = 2,1 кВт
5) Основное технологическое время:
Tосн = L/nS
L - длина обрабатываемой поверхности
Tосн = 37/440*0,2 = 0,42 мин
III. Часть «Безопасность жизнедеятельности»
1. Анализ условий труда с описанием вредных и опасных производственных факторов и меры борьбы с ними
Безопасность жизнедеятельности решает три основных вопроса – производственная и экологическая безопасность, гражданская оборона, чрезвычайные ситуации и ликвидация их последствий.
Одним из главных требований к работодателю является создание благоприятных условий работы людей с используемыми машинами, механизмами и аппаратами, в частности, с полиграфическим оборудованием.
Выявление опасных и вредных факторов полиграфического оборудования является очень важной частью раздела «Безопасность жизнедеятельности». В этом разделе при работе на печатной машине Planeta Variant P44-3 можно выделить двадцать наиболее травмоопасных зон.
Результаты анализа сведем в Таблицу 1.
Таблица 1 - Анализ травмоопасных зон печатной машины Planeta Variant Р44-3.
| Травмоопасная зона | Вид травматизма | Конструкторские меры борьбы | Организационно-технические меры борьбы |
| 1. Зона загрузки стапеля самонаклада | Ушибы, вывихи, порезы бумагой | Расположение стапеля на удобной высоте и обеспечение свободного доступа к нему | Максимально возможное приближение стеллажа с бумагой к зоне во время загрузки, соблюдение Б/Ж при работе с бумагой |
| 2. Зона регулировки самонаклада | Вывихи, раздавливание пальцев, переломы пальцев | Выведение органов регулировки из зоны равнения механизма | Проведение регулировок на малой скорости, использование стандартной спецодежды |
| 3. Зона регулировки выхода листа на накладной стол | Раздавливание или защемление пальцев | Применение роликов и вала с мягким резиновым покрытием | Регулировка зазора между роликами при выключенной машине |
| 4. Зона проводки листа по столу | Ушибы, защемление пальцев роликами - | Применение роликов прижима мин. возможного веса, отсутствие острых кромок и углов на раме прижима | Производить проводку листа на малой скорости |
| 5. Зона механизма бокового равнения | Порезы, ссадины, ушибы | Обеспечение отсутствия острых кромок на механизме, отсутствие выступающих концов пружин | Проводить перестановку механизма при выключенной машине |
| 6. Зона переднего равнения форгрейфера | Отлавливание пальцев, ушибы | Обеспечение простоты регулировки, закрытие щитками движущихся частей | Настройку проводить при выключенной машине |
| 7. Зона печатного аппарата | Раздавливание, ампутации пальцев, кистей рук | Применение защитных кожухов над зубчатыми шестернями и приводом цилиндров | Соблюдение Б/Ж в момент проворачивания и наладки цилиндра |
| 8. Выемка офсетного цилиндра | Ампутация пальцев, кистей рук, раздавливание | Применение защитной пластины, закрывающей выемку | Снятие при налаживании печатного аппарата |
| 9. Зона красочного аппарата | Отлавливание пальцев, ушибы, вырывание волос | Надежность крепления валиков, применение приспособления для автоматической смывки | Снятие смывочного приспособления при остановке машины |
| 10. Зона увлажняющего аппарата | Отдавливание пальцев, ушибы, вырывание волос | Надежность крепления валиков и простота механизмов регулировки | Регулирование при выключенной машине, соблюдение правил Б/Ж |
| 11. Зона выводного устройства и выводного стола | Отдавливание пальцев, ушибы | Обеспечение простоты регулировки, закрытие движущихся частей | Соблюдение правил Б/Ж при извлечении контрольного оттиска |
| 12. Маховичок ручного привода самонаклада | Ушибы, переломы костей рук, пальцев | В крайних положениях маховичок фиксируется шариком | Должен быть выведен из зубчатого зацепления с главным валом |
| 13. Механизм торможения листа приемно-стапельного устройства | Удар током | Нейтрализатор статического электричества должен быть выключен при обслуживании механизма, защитная крышка | Проведение инструктажа по Б/Ж при работе с электрооборудованием |
| 14.Электродвигатель | Поражение током | Применение защитного кожуха | Проведение инструктажа по Б/Ж |
| 15. Привод маслопровода | Защемление пальцев, ушибы | Защитные кожухи | Соблюдение Б/Ж |
| 16. Привод воздушного насоса | Защемление пальцев, ушибы | Защитные кожухи | Соблюдение Б/ж |
| 17. Кнопочная станция | Поражение током, ожоги | Защитные кожухи | Соблюдение Б/Ж |
| 18. Зона привода красочного аппарата | Раздавливание пальцев, ушибы, ампутации | Применять защитное ограждение | Соблюдение |
| 19. Зона привода увлажняющего аппарата | Раздавливание пальцев, ушибы, ампутация костей рук | Применять защитное ограждение | Проведение инструктажа по Б/Ж |
| 20. Зона привода печатного аппарата | Ампутация рук, пальцев, ушибы | Применять защитное ограждение | Соблюдение Б/Ж |
К вредным факторам и зонам на печатной машине Planeta Variant P44-3 относятся красочные аппараты, так как в краске содержатся токсичные вещества и увлажняющая система содержащая изопропиловый спирт.
При смывке резины применяются керосин, ацетон пары которых вредны. В зоне приемного устройства бумажная пыль и противоотмарочный порошок.
Меры борьбы с такими вредными факторами в основном местная вытяжная вентиляция и общая вытяжная вентиляция.
Похожие работы
... . На участке установлены кран-балки в первом и втором помещении, для перемещения тяжелых запасных частей, и самого двигателя в целом. 1.3.8 Организация ТО и ТР на участке Схема технологического процесса Т.О. и ремонта автомобилей При возвращении с линии автомобиль проходит через контрольно-технический пункт (КТП), где дежурный механик проводит визуальный осмотр автомобиля (автопоезда) и ...

... машиностроения. Около 40% всех заготовок, используемых в машиностроении, получают литьем. Однако, литейное производство является одним из наиболее экологически неблагоприятных. В литейном производстве применяется более 100 технологических процессов, более 40 видов связующих , более 200 противопригарных покрытий. Это привело к тому, что в воздухе рабочей зоны встречается до 50 вредных веществ, ...
... заготовки относ: - стандартизация и унификация элементов конструкции; - упрощение геометрических форм; - максимальная инструментальная доступность; 22. Технологическое обеспечение качества изделий машиностроения Качество продукции — совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Свойства, составляющие ...
... для получения заготовки метод ковки на ГКМ. 7. Разработка варианта технологического маршрута механической обработки детали Разработка технологического маршрута обработки детали Шток проводится на основании типового технологического процесса обработки шлицевого вала с учетом мелкосерийного типа производства. 7.1 Выбор обоснование способов обработки поверхностей заготовки На основании ...
0 комментариев