Листовая офсетная печатная машина Planeta - Variant P44-3
Боковой упор (автомат)
Задачи и структура ремонтного хозяйства
Технология капитального ремонта офсетной листовой машины Planeta P44-3
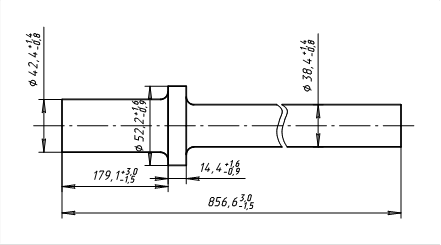
Характеристика материала детали типа «вороток»
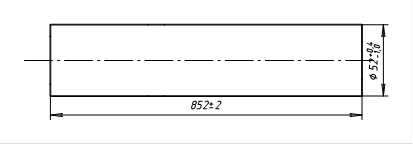
Оборудование и инструмент для механической обработки заготовки
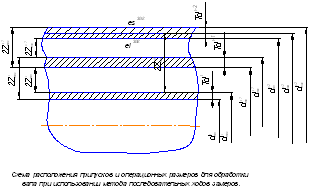
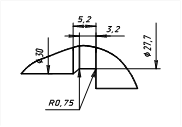
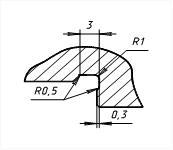
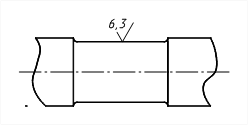
Операция 010 Точение
Организация освещения офсетного цеха и расчет системы
Вентиляция
Анализ причин возникновения пожаров
Навигация
Листовая офсетная печатная машина Planeta - Variant P44-3
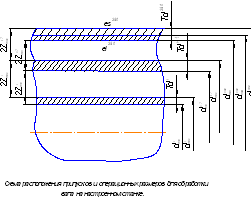
Разработка конструкции приспособления для притира корпусных отверстий
62232
знака
12
таблиц
0
изображений
1. Листовая офсетная печатная машина Planeta - Variant P44-3
1.1 Техническая характеристика
Листовая офсетная машина Planeta - Variant P44-3 позволяет печатать на различных материалах, от мелованных и немелованных бумаг до различных картонов толщиной до 1 мм. Форматы материалов подаваемых в машину 720мм-1020мм. Формат печати 700мм-1000мм. Число расположенных последовательно в ряд печатных секций 4 - определяет максимальное число красок, которые можно запечатать на материал за один прогон. Печатные секции состоят из печатных цилиндров одинарного формата и одним передаточным цилиндром между печатными секциями.
Передаточный цилиндр имеет вдвое больший диаметр и две системы захватов, что является преимуществом при печати картона, так как этот материал не должен сильно деформироваться при печати и транспортировке.
Техническая характеристика.
Формат по бумаге, мм:
Максимальный 720x1020
Минимальный 420x500
Скорость печатания машины до 10000 оттисков/ч
Размер пластины 820x1010 мм
Размер резинового полотнища 1050x930 мм
Высота стапеля, мм:
Самонаклада 1000
Приемки 1000
1.2 Принцип работы печатной машины Planeta - Variant Р44-3
Стапель листовой бумаги загружается в самонаклад и посредством механизма подъема стапельного стола перемещается настолько, чтобы верхний лист мог быть захвачен и далее отправлен в виде отдельного листа на накладной стол.
Форгрейфер забирает лист после выравнивания, разгоняет его до старости вращения цилиндров печатной секции и передает в захваты передающего цилиндра. Последующая передача листа с цилиндров осуществляется через систему захватов. Таким образом, в печатных секциях при печати гарантируется точная приводка.
Офсетные печатные секции состоят из печатного, офсетного и формного цилиндров. На печатную форму, помещенную на формный цилиндр наносятся увлажняющий раствор и краска.
Захваты последнего печатного цилиндра передают запечатанный лист в захваты каретки цепного транспортера, который выводит его на приемное устройство. Там оттиск освобождается из захватов, притормаживается и опускается на стапель.
Схема печатной машины представлена на рис. 1 в приложении 1.
1.3 Конструкция печатной машины
1.3.1 Печатная секция
Печатная секция состоит из красочного и увлажняющего аппаратов, формного цилиндра с печатной формой, офсетного цилиндра с ленным на нём резиновым полотном и печатного цилиндра, (приложение 2 рис. 2).
Формный цилиндр с печатной формой, на которую нанесен слой краски, вращается синхронно с офсетным цилиндром.
Офсетный цилиндр, в свою очередь, вращается синхронно с печатным цилиндром, на котором с помощью захватов фиксируются и проводятся жесты запечатываемой бумаги. Линия контакта, между офсетным и печатным цилиндрами, называется полосой контакта (nip).
Печатная форма изготавливается на металлической основе, толщиной до 0,3 мм.
Резиновое полотно офсетного цилиндра (вязкоупругий материал на тканевой основе) представляет собой сменное покрытие толщиной около 2 мм.
Все цилиндры имеют шестерёнчатый привод, связанный с приводом машины. Кроме того, через печатный аппарат осуществляется также привод красочного аппарата.
Между формным и офсетным цилиндрами, которые вращаются с жестко установленным межосевым расстоянием, давление устанавливается за счет поддекельной покрышки на офсетном цилиндре, которая обеспечивает радиальную деформацию офсетной резины в диапазоне 0,05-0,15 мм.
Чтобы свести к минимуму последствия вибрации, на торцевые стороны формного и офсетного цилиндров устанавливают контактные кольца из закаленной стали с высокой поверхностной прочностью. Диаметры этих колец равны диаметрам начальной окружности шестерён, и они обкатываются друг относительно друга с натягом.
На машинах формата печати 70*100 см усилие натяга составляет около 15 000 Н.
1.3.2 Самонаклад с каскадной подачей листов
В самонакладе с каскадной подачей (приложение 3 рис. 1) пневматическая головка (приложение 3 рис. 2) отделяет листы за заднюю кромку.
Присосы приподнимают заднюю кромку листа и производят его отделение при помощи вакуума. Сжатый воздух подаётся между листами в определённом режиме и вызывает колебательные движения верхних листов на стапеле самонаклада.
В процессе дальнейшего движения лист при помощи транспортирующих присосов выводится на накладной стол с ленточным транспортером.
Следующий лист уже отделяется от стапеля, когда предыдущий, например, только на одну треть вышел на накладной стол.
Скорость каскадного потока листов, но не отдельного листа вставляет в этом примере одну треть скорости печати, что обеспечивает режим точного выравнивания.
Приемные ролики выводят лист при его подаче на накладной стол, что создает режим их каскадной подачи. Положение грузовых роликов определяет момент подхода листа к упорам.
Небольшие отклонения скорости каскадного потока могут вызвать несвоевременный подход листов.
Подача к передним упорам имеет определённый разброс. Чтобы не возникало задержки, а выравнивание листов по передним и боковым упорам происходило строго по циклу, устанавливается оптимальный режим скорости подхода листов к передним упорам.
Процесс отделения листов и их перемещение в каскадном потоке зависят в основном от их свойств: структуры поверхности, толщины бумаги, удельного веса, силы присасывания, электростатических зарядов и т.д.
Из-за существующих различий в сортах бумаги механизмы самонаклада необходимо регулировать.
Похожие работы
... . На участке установлены кран-балки в первом и втором помещении, для перемещения тяжелых запасных частей, и самого двигателя в целом. 1.3.8 Организация ТО и ТР на участке Схема технологического процесса Т.О. и ремонта автомобилей При возвращении с линии автомобиль проходит через контрольно-технический пункт (КТП), где дежурный механик проводит визуальный осмотр автомобиля (автопоезда) и ...

... машиностроения. Около 40% всех заготовок, используемых в машиностроении, получают литьем. Однако, литейное производство является одним из наиболее экологически неблагоприятных. В литейном производстве применяется более 100 технологических процессов, более 40 видов связующих , более 200 противопригарных покрытий. Это привело к тому, что в воздухе рабочей зоны встречается до 50 вредных веществ, ...
... заготовки относ: - стандартизация и унификация элементов конструкции; - упрощение геометрических форм; - максимальная инструментальная доступность; 22. Технологическое обеспечение качества изделий машиностроения Качество продукции — совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Свойства, составляющие ...
... для получения заготовки метод ковки на ГКМ. 7. Разработка варианта технологического маршрута механической обработки детали Разработка технологического маршрута обработки детали Шток проводится на основании типового технологического процесса обработки шлицевого вала с учетом мелкосерийного типа производства. 7.1 Выбор обоснование способов обработки поверхностей заготовки На основании ...
0 комментариев