Листовая офсетная печатная машина Planeta - Variant P44-3
Боковой упор (автомат)
Задачи и структура ремонтного хозяйства
Технология капитального ремонта офсетной листовой машины Planeta P44-3
Характеристика материала детали типа «вороток»
Оборудование и инструмент для механической обработки заготовки
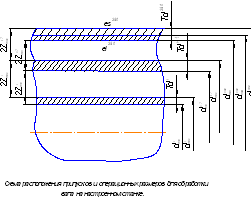
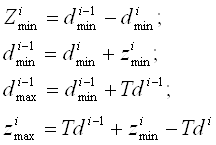
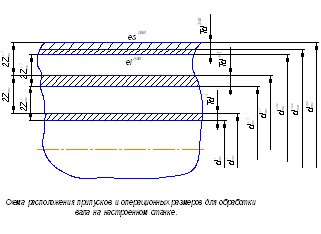
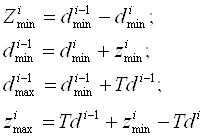
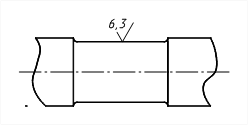
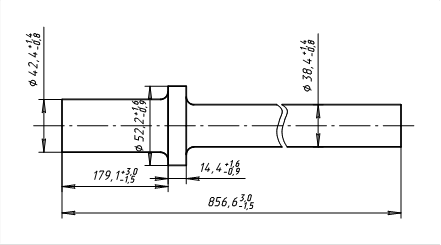
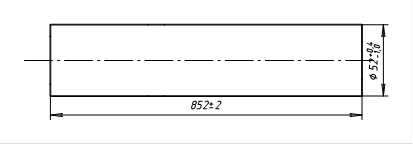
Операция 010 Точение
Организация освещения офсетного цеха и расчет системы
Вентиляция
Анализ причин возникновения пожаров
Навигация
Технология капитального ремонта офсетной листовой машины Planeta P44-3
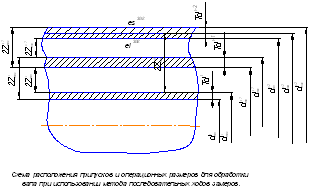
Разработка конструкции приспособления для притира корпусных отверстий
62232
знака
12
таблиц
0
изображений
3.5 Технология капитального ремонта офсетной листовой машины Planeta P44-3
Схема технологии капитального ремонта офсетной листовой машины Planeta P44-3 представлена в таблице:
| № | Название операции | Рабочая сила | Время на операцию, мин | |
| специальность | разряд | |||
| 1 | 2 | 3 | 4 | 5 |
| Печатные цилиндры | ||||
| 1 | Разобрать печатные цилиндры на детали | Слесарь * * | 6 4 3 | 9 6 5 |
| 2 | Устранить вмятины на печатных цилиндрах электрометаллизацией | * * | 4 3 | 6 5 |
| 3 | Устранить зазоры в специальных подшипниках, установленных на шейках цилиндров регулировочными гайками | * * * | 6 4 3 | 9 6 5 |
| 4 | Заменить изношенные маслопроводы и манжеты уплотнения | * * | 4 3 | 2 5 |
| 5 | Собрать печатные цилиндры | * * | 4 3 | 6 5 |
| Формные цилиндры | ||||
| 1 | Разобрать формные цилиндры на детали | * * * | 6 4 3 | 60 60 60 |
| 2 | Отремонтировать 32 механизма затяжки форм и 16 механизмов перемещения форм на цилиндрах, с изготовлением зажимов, зажимных болтов и планок со штырями взамен изношенных | * * * Токарь-фрезеровщик | 6 4 3 5 4 | 60 60 60 70 18 |
| 3 | Собрать формные цилиндры | Слесарь | 6 4 3 | 75 82 60 |
| Офсетные цилиндры | ||||
| 1 | Разобрать офсетные цилиндры на детали | Слесарь * * | 6 5 4 | 60 60 80 |
| 2 | Точить затяжные планки, штыри, червяки и червячные колёса шестнадцати фиксирующих устройств офсетного полотна взамен изношенных | Токарь | 6 | 40 |
| 3 | Фрезеровать зубья червячных колёс и затяжные планки | Фрезеровщик | 5 | 16 |
| 4 | Устранить зазоры в подшипниках, установленных на шейках цилиндров, регулировочными гайками | Слесарь * * | 6 5 4 | 48 33 26 |
| 5 | Собрать офсетные цилиндры | * * * | 6 5 4 | 72 80 85 |
| Механизм натиска | ||||
| 1 | Разобрать механизм натиска на детали | Слесарь * | 6 5 | 5 6 |
| 2 | Проверить пневмоцилиндры | Слесарь * | 6 5 | 4 5 |
| 3 | Точить пальцы и подшипники тяг и букс взамен изношенных | Токарь | 6 | 10 |
| 4 | Собрать механизм натиска, выбрать люфты в шарнирных соединениях тяг с рычагами валов натиска и буксами регулировки давления между цилиндрами | Слесарь * | 6 5 | 7 9 |
II. Технолого-машиностроительная часть
ВВЕДЕНИЕ
Технолого-машиностроительная часть включает разработку технологического процесса изготовления детали.
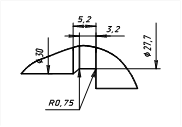
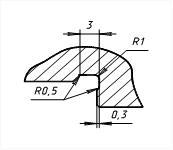
При разработке технологического процесса изготовления детали в качестве объекта производства выбирается деталь средней сложности (вороток).
На рабочем чертеже детали указываются размеры, предельные отклонения, допуски формы и расположения поверхностей, требования к шероховатости поверхностей и другие требования, которым она должна соответствовать.
Сборочные чертежи, содержат необходимые проекции и разрезы.
На чертеже указываются посадки в сопряжениях, выдерживаемые и регулируемые размеры при сборке.
В технических требованиях должны быть указаны:
- точность сборки,
- точность балансировки вращающихся частей,
- моменты затяжки резьбовых соединений и другие сведения.
К сборочному чертежу составляется спецификация, выполняемая на отдельных листах формата А4.
1. Описание характеристик детали
1.1 Технологический анализ чертежа
В данной части дипломного проекта рассмотрена часть основных процессов изготовления детали. Описаны основные параметры этой детали, технические характеристики материала, из которого она изготовляется. Способ получения и расчёта режимов резания, технологических процессов, таких, как токарная обработка и сверление. А так же выбор оптимального оборудования для проведения данных видов обработки.
Деталь типа «вороток» необходима для проведения ремонта печатной машины Planeta - Variant P44-3, после всех механических обработок которой, закрепляется в корпусе приспособления для притира корпусных отверстий.
Похожие работы
... . На участке установлены кран-балки в первом и втором помещении, для перемещения тяжелых запасных частей, и самого двигателя в целом. 1.3.8 Организация ТО и ТР на участке Схема технологического процесса Т.О. и ремонта автомобилей При возвращении с линии автомобиль проходит через контрольно-технический пункт (КТП), где дежурный механик проводит визуальный осмотр автомобиля (автопоезда) и ...

... машиностроения. Около 40% всех заготовок, используемых в машиностроении, получают литьем. Однако, литейное производство является одним из наиболее экологически неблагоприятных. В литейном производстве применяется более 100 технологических процессов, более 40 видов связующих , более 200 противопригарных покрытий. Это привело к тому, что в воздухе рабочей зоны встречается до 50 вредных веществ, ...
... заготовки относ: - стандартизация и унификация элементов конструкции; - упрощение геометрических форм; - максимальная инструментальная доступность; 22. Технологическое обеспечение качества изделий машиностроения Качество продукции — совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Свойства, составляющие ...
... для получения заготовки метод ковки на ГКМ. 7. Разработка варианта технологического маршрута механической обработки детали Разработка технологического маршрута обработки детали Шток проводится на основании типового технологического процесса обработки шлицевого вала с учетом мелкосерийного типа производства. 7.1 Выбор обоснование способов обработки поверхностей заготовки На основании ...
0 комментариев