Листовая офсетная печатная машина Planeta - Variant P44-3
Боковой упор (автомат)
Задачи и структура ремонтного хозяйства
Технология капитального ремонта офсетной листовой машины Planeta P44-3
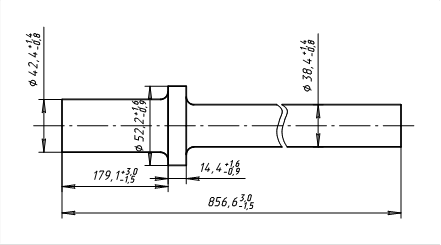
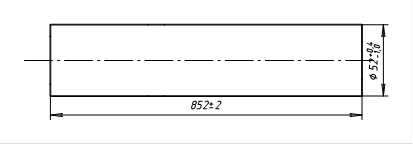
Характеристика материала детали типа «вороток»
Оборудование и инструмент для механической обработки заготовки
Операция 010 Точение
Организация освещения офсетного цеха и расчет системы
Вентиляция
Анализ причин возникновения пожаров
Навигация
Оборудование и инструмент для механической обработки заготовки
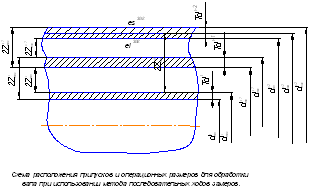
Разработка конструкции приспособления для притира корпусных отверстий
62232
знака
12
таблиц
0
изображений
3. Оборудование и инструмент для механической обработки заготовки
3.1 Выбор оборудования
Для обработки детали «вороток» предусмотрены токарная и сверлильная операции.
а) Для токарных операций выбирается токарный станок 16К20.
| Параметры токарного станка 16К20 | Показатели |
| Наибольший диаметр обрабатываемой детали | 400 мм |
| Наибольший диаметр прутка, проходящий через отверстие шпинделя | 53 мм |
| Число скоростей шпинделя | 22 |
| Частота вращения шпинделя | 12,5 -1600 об/мин |
| Число ступеней подач суппорта | 24 |
| Подача суппорта: | |
| - продольная | 0,05 -2,8мм/об |
| - поперечная | 0,025-1,4 мм/об |
| Скорость быстрого перемещения суппорта: | |
| - продольного | 3800 мм/мин |
| - поперечного | 1900 мм/мин |
| Мощность главного электродвигателя | 11 квт |
| КПД станка | 0,75 |
б) Для сверлильной операции выбирается сверлильный станок 2Н125
| Параметры сверлильного станка 2Н125 | Показатели |
| Наибольший диаметр сверления | 25 мм |
| Рабочая поверхность стола | 400x450 |
| Наибольший ход шпинделя | 250мм |
| Конус Морзе отверстия шпинделя | 3 |
| Число скоростей шпинделя | 12 |
| Частота вращения шпинделя | 31 - 1400 об/мин |
| Подача шпинделя | 0,1-1,6 мм/об |
| Мощность привода электродвигателя | 4 кВт |
3.2 Выбор режущего инструмента
Токарные операции
В качестве режущего инструмента для токарной используем токарный проходной упорный отогнутый резец (левый) по ГОСТ 18879-73 с углом в шине 90°, с пластиной из твердого сплава Т15К6.
- высота Н =25 мм,
- ширина В =20 мм,
- длина L =140 мм
Для сверления отверстия под резьбу М36 берется сверло D=34,5 мм.
Для нарезания резьбы применяется ручной метчик d =36 мм с шагом L= 5мм.
В качестве дополнительной оснастки для токарной обработки выбираем:
- патрон самоцентрирующийся трех кулачковый по ГОСТ 2675 - 80; 7100-0005;
Сверлильная операция
Для сверления отверстия D = 20 мм используется спиральное сверло d = 20 мм с цилиндрическим хвостовиком по ГОСТ 4010 - 77, рабочая часть сверла из инструментальной стали Р9К5.
Длина сверла L = 131 мм, длина рабочей части 1 = 66 мм
В качестве оснастки для сверления используется:
Призматическая опора по ГОСТ 16897 - 71 для диаметра 35 мм.
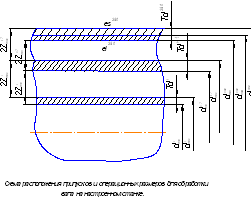
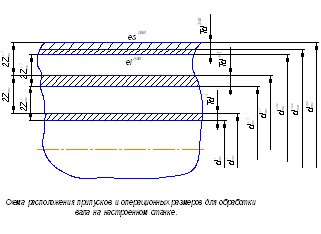
4. Припуски на токарную операцию
Исходя из табличных значений (табл. 46-47 стр. 110):
- Припуск на черновую операцию диаметра 45 мм равен 4,5 мм.
- Припуск на чистовую операцию диаметра 35 мм равен 1,5 мм
- Припуск на размер 330 мм составит 5,5 мм.
5. Расчет режимов резания
5.1 Операция 005 Точение диаметра 49.5 мм
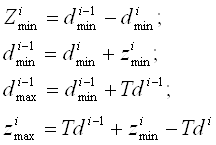
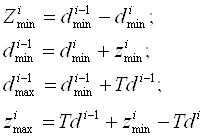
Принятые обозначения:
n - частота вращения;
s - подача;
t – глубина резания;
v - скорость резания.
t = 2,75 мм
Исходные данные:
- станок 16К20,
- резец Т15К6,
- стойкость резца,
- Т =60 мин
- S = 0,5 – 0,9 мм/об по паспорту станка S = 0,8 об/мин
1) Скорость резания:
V = CvKv/TmtхSy
Cv =340; x = 0,15; y = 0,45 m = 0,2 К =0,67*1*1 = 0,67
V= 340*0,67/600,22,750,150,80,45 = 227,8 /2,26*1,16*0,.9 = 96,98 м/мин
2) Частота вращения:
n = 1000 V/ πD
n = 1000*96,98/3,14*49,5 = 623,8 об/мин
по паспорту станка n = 620 об/мин
при n = 620 об/мин:
V= πDn /1000
V = 3,14*49,5 *620/1000 = 96 м/мин
3) Сила резания:
РZ= 10Ср* tхSy VnКр
Ср = 339; х =1; у = 0,5; n = -0,4
Кр =1,25*1,17*1*0,85*1 = 1,24
РZ= 10*339*2,751 0,80,5 96-0,41,24 = 9322,5*0,89*0,16*1,24 = 1646Н
4) Мощность резания:
N = РZ * V/1020*60
N =1646*96/61200 = 2,58kBt
5) Основное технологическое время:
Tосн = L/nS
L - длина обрабатываемой поверхности
Tосн = 38/620*0,8 = 0,07 мин
Подрезка торца:
Tосн = 25/620*0,8 = 0,05 мин
Похожие работы
... . На участке установлены кран-балки в первом и втором помещении, для перемещения тяжелых запасных частей, и самого двигателя в целом. 1.3.8 Организация ТО и ТР на участке Схема технологического процесса Т.О. и ремонта автомобилей При возвращении с линии автомобиль проходит через контрольно-технический пункт (КТП), где дежурный механик проводит визуальный осмотр автомобиля (автопоезда) и ...

... машиностроения. Около 40% всех заготовок, используемых в машиностроении, получают литьем. Однако, литейное производство является одним из наиболее экологически неблагоприятных. В литейном производстве применяется более 100 технологических процессов, более 40 видов связующих , более 200 противопригарных покрытий. Это привело к тому, что в воздухе рабочей зоны встречается до 50 вредных веществ, ...
... заготовки относ: - стандартизация и унификация элементов конструкции; - упрощение геометрических форм; - максимальная инструментальная доступность; 22. Технологическое обеспечение качества изделий машиностроения Качество продукции — совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Свойства, составляющие ...
... для получения заготовки метод ковки на ГКМ. 7. Разработка варианта технологического маршрута механической обработки детали Разработка технологического маршрута обработки детали Шток проводится на основании типового технологического процесса обработки шлицевого вала с учетом мелкосерийного типа производства. 7.1 Выбор обоснование способов обработки поверхностей заготовки На основании ...
0 комментариев