Листовая офсетная печатная машина Planeta - Variant P44-3
Боковой упор (автомат)
Задачи и структура ремонтного хозяйства
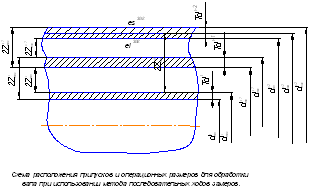
Технология капитального ремонта офсетной листовой машины Planeta P44-3
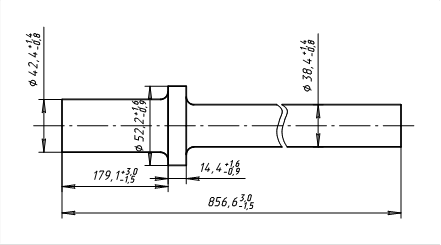
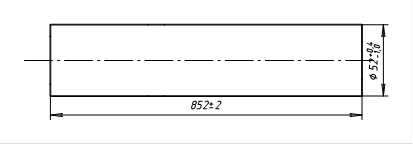
Характеристика материала детали типа «вороток»
Оборудование и инструмент для механической обработки заготовки
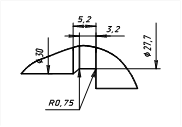
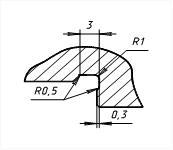
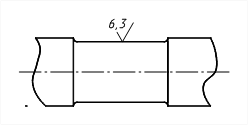
Операция 010 Точение
Организация освещения офсетного цеха и расчет системы
Вентиляция
Анализ причин возникновения пожаров
Навигация
Анализ причин возникновения пожаров
Разработка конструкции приспособления для притира корпусных отверстий
62232
знака
12
таблиц
0
изображений
6. Анализ причин возникновения пожаров
Пожары на полиграфических предприятиях представляют большую опасность для работающих и могут причинить огромный материальный ущерб.
К основным причинам пожаров, возникающих при работе, можно отнести:
- нарушение технологического режима,
- неисправность электрооборудования (короткое замыкание, перегрузки),
- самовозгорание промасленной ветоши и других материалов, склонных к самовозгоранию,
- несоблюдение графика планового ремонта, реконструкции установок с отклонением от технологических схем.
В офсетном цеху возможны такие причин пожара:
- перегрузка проводов,
- короткое замыкание,
- возникновение больших переходных сопротивлений,
- самовозгорание различных материалов, смесей и масел,
- высокая конденсация воспламеняемой смеси газа, пара или пыли с воздухом (пары растворителя).
Для локализации и ликвидации пожара внутрицеховыми средствами создать следующие условия предупреждения пожаров:
- курить только в строго отведенных местах,
- подтеки и разливы масла и растворителя убирать ветошью,
- ветошь должна находиться в специально приспособленном контейнере.
В цеху должен находится следующий пожароликвидирующий инвентарь:
- Углекислотные огнетушители ОУ-1;
- Пенные огнетушители;
- Ящик с песком вместимостью 0.5-5-3.0 м3 и лопата;
- Войлок, кошта или асбест (1x1 + 2x2 м3).
6.1 Пожарная связь и сигнализация
Для быстрой ликвидации возникшего пожара первостепенное значение имеет своевременное и точное извещение ближайшей пожарной команды.
Пожарную связь и сигнализацию осуществлять гудками, сиренами, звоном от ударов о металлические предметы, телефоном специального или общего назначения, радиосвязью и электрической пожарной сигнализацией (ЭПС).
ЭПС состоит из следующих четырех основных частей:
- извещателей, устанавливаемых в цехах, отделениях, на складах и т. п.;
- приемной станции, находящейся в дежурной комнате пожарной команды;
- электропроводной сети, соединяющей извещатели, установленные на объектах с приемной станцией;
- источника постоянного тока для питания электросигнализации.
Схема соединения извещателей с приемной станцией ЭПС шлейфная.
IV. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
1. Экономические показатели деталей притира
| Наименование детали | Масса заготовки кг. | Стоимость Заготовки, руб. Сзаг | Виды обработки | Время обработки мин. Тобр | Стоимость Обработки, руб. Собр | Общая стоимость Детали, руб. Собщ |
| гайка к крышке (2 шт) (сталь 40Х) | 0.490 (0.980) | 12.25 (24.5) | токарная сверлильная нарез, резьбы | 1.7(3.6) 1.4(3) 1.1 (2.3) | (2.08) (1.23) (0.94) | (28.75) |
| гайка к воротку (2 шт) (сталь 40Х) | 0.190 (0.380) | 4.75 (9.5) | токарная сверлильная фрезерная нарез, резьбы | 1.6(3.3) 1.3 (2.7) 1.5 (3.2) 1.1 (2.3) | (1.91) (1-1) (0.89) (0.94) | (14.34) |
| рукоятка к притиру (2 шт) (сталь 45) | 1.645 (3.290) | 39.48 (78.96) | токарная нарез, резьбы | 2.4 (5) 1.1(2.3) | (2.9) (0.94) | (82.8) |
| Крышка (2 шт) (сталь 3) | 3.670 (7.340) | 80.74 (161.48) | токарная | 3.2 (6.6) | (3.82) | (165.3) |
| Вороток для корпуса (2 шт) (сталь 40Х) | 5 (10) | 125 (250) | токарная сверлильная нарез, резьбы | 2.8 (5.8) 1.9(4) 1.1(2.3) | (3.36) (1.64) (0.94) | (255.94) |
| Притир (2 шт) (чугун : СЧ 12-24 I (15-32)) | 11.900 (23.800) | 535.5 (1071) | токарная фрезерование шлифование | 1.8 (3.8) 0.8(1.6) 2.1(4.4) | (2.2) (0.44) (1.58) | (1075.22) |
| корпус притира (сталь 3) | 35.300 | 776.6 | токарная сверлильная нарез, резьбы шлифование | 5.7 19.7 3.2 1.9 | 3.36 8.07 1.32 0.68 | 790.03 |
Стоимость обработки:
Собр = Тобр *Тр / 60
ТР – тариф рабочего руб./час
При токарной:
Тр = 35 руб./час
Сверлильной:
Тр = 25 руб/час
Нарезание резьбы:
Тр =25 руб/час
Фрезерная:
Тр - 17 руб/час
Шлифование:
Тр =22 руб/час
Стоимость заготовки:
Сзаг = См * mзаг
См - стоимость металла руб./кг
mзаг - масса заготовки
Сталь 40Х - См = 25 руб/кг
Сталь 45 - См = 24 руб/кг
Сталь 3 - См = 22 руб/кг
Чугун СЧ 12-24 (15-32) - См = 45 руб/кг
Общая стоимость детали:
Собщ = Сзаг + ∑Собр
Общая стоимость притира:
∑ Собщ = 28,75 + 14,34 + 82,8 + 165,3 + 255,.94 + 1075,22 + 790,03 = 2413 руб.
Таким образом прогнозируемый экономический эффект от разработки притира в печатной офсетной машине Planeta - Variant P44-3 составит:
410 000 - 2413= 407 587 руб.
ЗАКЛЮЧЕНИЕ
При эксплуатации печатной офсетной машины Planeta - Variant P44-3 со временем происходит износ букс, который влияет на качество печати. А в случае аварийной поломки буксы, отверстия в корпусе, где они закреплены, не подойдут для новой буксы.
Для этого был разработан притир, конструкция которого описана в данном дипломе.
С помощью этого приспособления производится восстановление корпусных отверстий под буксы. Тем самым продлевается срок службы машины, без потери качества печати.
Сравнивая затраты на изготовление конструкции притира (2412 руб.) и затраты на новый корпус печатной секции (410 тыс. руб.) можно сделать вывод, что способ восстановления отверстий в корпусе рассмотренный в данном дипломном проекте экономически выгоден и целесообразен.
Прогнозируемый экономический эффект от разработки притира в печатной офсетной машине Planeta - Variant P44-3 составит 407 587 руб.
Список использованной литературы
1.Анурьев А.В. Справочник конструктора машиностроителя: В 3-х т. Т.1. - 5-е изд., перераб. и доп. -М.: Машиностроение, 1978 г. -728 с: ил.
2.Анурьев А.В. Справочник конструктора машиностроителя: В 3-х т. Т.2. - 5-е изд., перераб. и доп. -М.: Машиностроение, 1979 г. -559 с: ил.
3.Анурьев А.В. Справочник конструктора машиностроителя: В 3-х т. Т.З. - 5-е изд., перераб. и доп. -М.: Машиностроение, 1980 г. -557 с: ил.
4.Бабулин И. А. Построение и чтение машиностроительных чертежей. М: Высшая школа, 1997 г. - 178 с. ил.
5.Безопасность жизнедеятельности. Учебник для вузов/С.В. Белов, А.В. Ильницкая, А.Ф. Козьяков и др.; Под общ. ред. С.В.Белова. -М.: Высш. шк., 1999 г. - 448 с: ил.
6.Безопасность жизнедеятельности / Под ред. О.Н. Русака-СПб.:ЛТА,1997 г.- 293 с: ил.
7.Вредные вещества в промышленности. Справочник/ Под ред. Н.В.Лазарева. - Л.: "Химия", 1976 г. - 267 с: ил.
8.ГОСТ 7505-89 Поковки стальные, штампованные. Допуски, припуски и кузнечные напуски.
9.Гуляев А.П. Материаловедение. Учебник для высших техн-х уч-х заведений. -3-е изд., перераб. и доп. -М.: Машиностроение, 1990. -528с. :ил.
10. Диневич Г.Е. Методические указания к курсовому проекту. Проектирование металлорежущих инструментов. - изд. ХГТУ. 1986 г.
11. Долин П. А. Справочник по технике безопасности. -М.: Машиностроение, 1984. - 824 с.
12. Ицкович Г.М. и др. Курсовое проектирование деталей машин. М.: Машиностроение, 1965.-438 с. :ил.
13. Каминский С. Л. Средства индивидуальной защиты. Справочное пособие. - Л., 1989 г. - 168 с: ил.
14. Левицкий B.C. Машиностроительное черчение. М.: Высшая школа, 1988 г.-237 с. ил.
15. Молодык Н. В., Зенкин А. С. Восстановление деталей машин. Справочник. -М.: Машиностроение, 1989 г. - 480 с: ил.
16. Нефедов Н. А. Дипломное проектирование в машиностроительных техникумах. М: Высшая школа, 1976 г. ил.
17. Общемашиностроительные нормы времени. М.: Машгиз, 1966 г.
18. Орлов П. И. Основы конструирования. В 2-х т. Т. 1. -1 -е изд., перераб. и доп. - М.: Машиностроение, 1988 г. - 855 с: ил,
19. Охрана труда в полиграфии. Справочник нормативных документов. -М.: Изд-во ПИЛО «Инженерный фонд», 1993. -176 с.
20. Постников О. К., Чижевский И. М. Охрана труда в полиграфии. М: Книга, 1968 г. - 285 с: ил.
21. Правила пожарной безопасности при эксплуатации зданий и сооружений. Предприятия и организации ГОСКОМИЗДАТА СССР ППБ-0-22-83. -М.: Книга, 1984 г. - 96 с.
22.Режимы резания. Справочник под ред. Барановского Г.Э. -М.: Машиностроение, 1972 г.
23. Сорокин В.Г. Марки сталей и сплавов. -М.: Машиностроение, 1981 г. -180 с.
24. Справочник технолога-машиностроителя. В двух томах. Издание 3, переработанное. Том 2. Под редакцией А.Н.Малова. "М., Машиностроение", 1972 г, 658с.
25. Справочник. Обработка металлов резанием. Под ред. Панова А. А. -М.: Машиностроение, 1988 г. 443 с.
26. Справочник технолога машиностроителя. В 2-х Т. Т1Я1од ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985 г. 656 с, ил.
27. Справочник технолога машиностроителя. В 2-х Т. Т2/Под ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1986 г. 496 с, ил.
28. Якушев А.Н. «Взаимозаменяемость, стандартизация и техническое измерение». М.1990 г.
Похожие работы
... . На участке установлены кран-балки в первом и втором помещении, для перемещения тяжелых запасных частей, и самого двигателя в целом. 1.3.8 Организация ТО и ТР на участке Схема технологического процесса Т.О. и ремонта автомобилей При возвращении с линии автомобиль проходит через контрольно-технический пункт (КТП), где дежурный механик проводит визуальный осмотр автомобиля (автопоезда) и ...

... машиностроения. Около 40% всех заготовок, используемых в машиностроении, получают литьем. Однако, литейное производство является одним из наиболее экологически неблагоприятных. В литейном производстве применяется более 100 технологических процессов, более 40 видов связующих , более 200 противопригарных покрытий. Это привело к тому, что в воздухе рабочей зоны встречается до 50 вредных веществ, ...
... заготовки относ: - стандартизация и унификация элементов конструкции; - упрощение геометрических форм; - максимальная инструментальная доступность; 22. Технологическое обеспечение качества изделий машиностроения Качество продукции — совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Свойства, составляющие ...
... для получения заготовки метод ковки на ГКМ. 7. Разработка варианта технологического маршрута механической обработки детали Разработка технологического маршрута обработки детали Шток проводится на основании типового технологического процесса обработки шлицевого вала с учетом мелкосерийного типа производства. 7.1 Выбор обоснование способов обработки поверхностей заготовки На основании ...
0 комментариев