Технологический процесс изготовления стартерных батарей
Подготовка свинцово – кальциевых сплавов требуемого химического состава
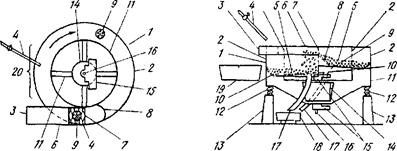
Намотка ленты в рулон
Изготовление свинцового порошка
Приготовление паст
Технологическая инструкция по управлению машины для разматывания ленты
Пайка блоков с одновременной отливкой полюсных мостиков
Конвертовка и набор блоков электродных пластин
Установка блоков электродных пластин в моноблок
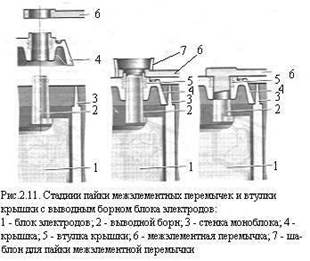
Пайка полюсных выводов
Заводские лаборатории
Виды брака и способы их устранения
История завода
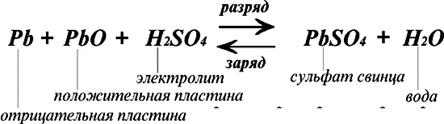
Разрядное напряжение
Навигация
Технологический процесс изготовления стартерных батарей
Технологический процесс изготовления стартерных батарей
79305
знаков
4
таблицы
7
изображений
2. Технологический процесс изготовления стартерных батарей
Завод стартерных аккумуляторных батарей предназначен для организации крупносерийного производства свинцово - кислотных батарей.
Предприятие получает по договорам с поставщиком комплектующие по сборке батарей: полипропиленовый ворс, сепараторную ленту, а так же основное сырьё: свинец для получения порошка оксида свинца и отлива решеток, кислоту серную концентрированную и т.д.
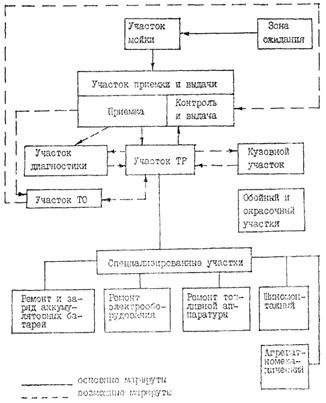
Рабочим проектом предусматривается структура производства, состоящая из отдельных участков, которые обеспечивают выполнение законченных операций в условиях крупносерийного производства.
В основу разработки технологической части рабочего проекта положен технологический процесс с использованием самого современного оборудования различных фирм, таких как: “LG”, “Jovis Alta Meccanica”, “Eirich“, в качестве источников тока используются преобразователи тока фирмы “Digatron”.
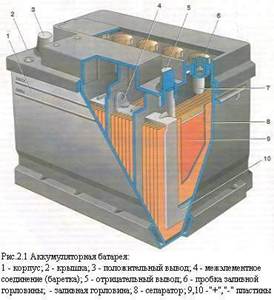
Аккумуляторная батарея предназначена для зажигания, запуска двигателя, а так же освещения автомобиля.
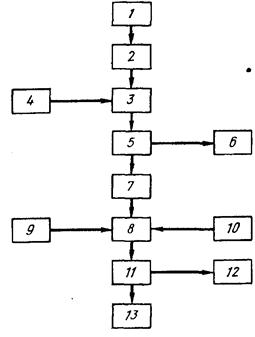
Изготовление стартерных батарей осуществляется в следующей последовательности:
1–– литейный участок – для отлива сдвоенных электродных пластин;
2–– производство порошка оксида свинца;
3–– приготовление паст;
4–– намазка пасты на токоотводы (производство электродных пластин);
5–– сушка и дозревание электродных пластин;
6–– разделение сдвоенных электродных пластин;
7–– набор блоков электродных пластин, их пайка и установка в моноблок;
8–– сборка батарей;
9–– заливка батарей электролитом и формировка;
10–– контроль и упаковка готовых батарей.
3. Литейный участок
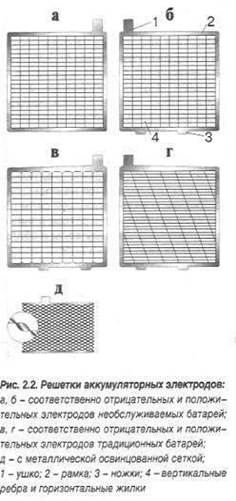
В литейном участке осуществляется изготовление свинцовых токоотводов, которые служат в качестве несущего каркаса для активной массы элемента и одновременно проводника электрического тока. От их конструкции и долговечности в процессе работы во многом зависит качество аккумуляторных батарей.
Изготовление двойных токоотводов предусмотрено на специальных автоматизированных комплексах, состоящих из: автомата отливки токоотводов; плавильного котла; системы подачи жидкого сплава в литейную форму; обрубочного штампа, конвейера подачи и укладки токоотводов; станции охлаждения литейной формы; пульта и щита управления.
Отливка подавляющего большинства аккумуляторных деталей из свинцово– сурьмяных сплавов была обусловлена тем, что они обладают хорошими литейными свойствами, достаточно высокой механической прочностью и коррозионной стойкостью.
Для литья токоотводов используется свинцово– сурьмянистый сплав PbSb1,7Se ТУ27.4-31646224-2002, поступающий от поставщика в чушках весом 40 кг.
Загрузка чушек в котёл литейного комплекса производится электрической талью через рольганг.
Температурные параметры при литье:
Температура сплава 480-5000С;
Температура формы 150-1700С
Рабочая часть литейной формы напыляется слоем теплозащитной суспензии с помощью пульверизатора.
Теплозащитная суспензия приготавливается в специальном баке-смесителе ёмкостью 40л с электроподогревом до500С.
Состав суспензии:
- смесь сухая Х-500 (на основе пробковой муки) -0,8кг
- натрий карбоксиметилцеллюлоза (КМЦ) 0,12кг
- вода деминерализованная 10,0кг
В первом цикле, в котором в закрытую форму через отверстие в изложнице заливают расплавленный свинец. После этого формы охлаждаются, открываются и токоотвод выпадает на транспортер и поступает на резку. После резки токоотвод пачками по 50 штук укладывается на деревянный европоддон размером 0,8 # 1,2м. Европоддоны размещают на поворотных столах, установленных у каждого рабочего места.
Количество двойных токоотводов на одном поддоне -6000 штук, вес поддона -1,2т.
Рабочие места оснащены контрольными столами для установки весов и толщиномера. Бракованные отливки возвращаются в литейную печь Укомплектованные поддоны с отливками которые прошли контроль подаются на склад дисперсионного твердения, где токоотводы выдерживаются от 3х до 30 суток, после чего подаются на участок пастонамазки.
4. Производство электродов непрерывным методом
Процесс производства свинцово – кальциевых лент состоит из следующих основных технологических операций:
1. Подготовка свинцово – кальциевых сплавов требуемого химического состава.
2. Получение сляба – заготовки требуемого размера для прокатки ленты.
3. Прокатка ленты с требуемыми геометрическими характеристиками.
4. Намотка ленты в рулон требуемой длины.
5. Контроль качества сплава и полученной свинцово – кальциевой ленты.
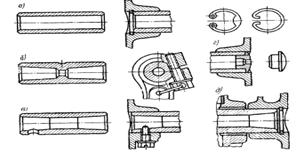
Размер литой заготовки – полосы (сляба): а =100 мм, б =12 мм.
Конечные размеры ленты: а =70,5 – 76 мм, б =0,75 – 0,9 мм.
Размеры рулона с лентой:
внутренний диаметр – 400 мм;
максимальный наружный диаметр – 1100 мм;
масса – 850 кг.
Похожие работы

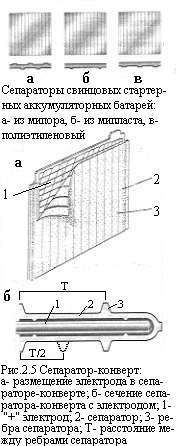
... батарей важна также дешевизна и доступность сырья, простота изготовления. В свинцовых аккумуляторах применяют сепараторы из мипора, мипласта, поровинила, пластипора и винипора. В стартерных свинцовых аккумуляторных батареях устанавливают сепараторы из мипора и мипласта. Мипор (микропористый эбонит) получают в результате вулканизации смеси натурального каучука с силикагелем и серой. К недостаткам ...
... 0,5 данные виды работ следует предусматривать по кооперации на других предприятиях или специально оговариваться заданием на проектирование. 1.17. При разработке технологической части проекта следует использовать типовые технологические процессы ТО и ремонта подвижного состава автомобильного транспорта, разработанные научными организациями с применением прогрессивной технологии и оборудования. ...

... методами переработки свинцового аккумуляторного лома, где капитальные затраты меньше, чем в пирометаллургии. В этих методах предотвращается загрязнение окружающей среды парами свинца и сернистыми газами. Глава 3. ИЗВЛЕЧЕНИЕ СВИНЦА ИЗ ЛОМА АККУМУЛЯТОРНЫХ БАТАРЕЙ Известные процессы для извлечения свинца из лома аккумуляторных батарей предусматривают использование отражательной печи или шахтной ...
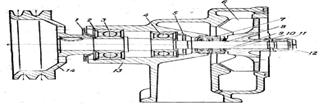
... ; 5 - водоотражатель; 6 - крыльчатка; 7 - сальник; 8 - вал; 9 - уплотнительное кольцо; 10 - упорное кольцо; 11 - шайба; 12 - колпачковая гайка; 13 - корпус; 14 – шкив. На двигателе автомобиля КамАЗ вентилятор расположен отдельно от водяного насоса и приводится в действие через гидравлическую муфту. Гидромуфта (рис.5, а) включает в себя герметический кожух В, заполненный жидкостью. В кожухе ...
0 комментариев