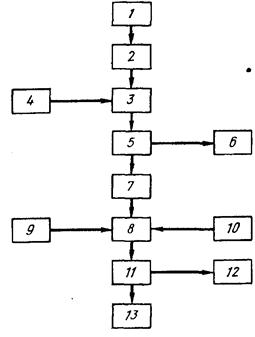
Технологический процесс изготовления стартерных батарей
Подготовка свинцово – кальциевых сплавов требуемого химического состава
Намотка ленты в рулон
Изготовление свинцового порошка
Приготовление паст
Технологическая инструкция по управлению машины для разматывания ленты
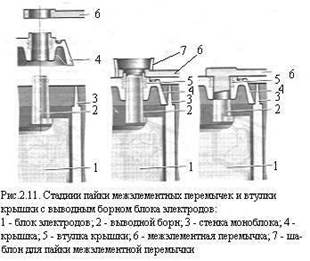
Пайка блоков с одновременной отливкой полюсных мостиков
Конвертовка и набор блоков электродных пластин
Установка блоков электродных пластин в моноблок
Пайка полюсных выводов
Заводские лаборатории
Виды брака и способы их устранения
История завода
Разрядное напряжение
Навигация
Пайка полюсных выводов
Технологический процесс изготовления стартерных батарей
79305
знаков
4
таблицы
7
изображений
8.8 Пайка полюсных выводов
Пайку полюсных выводов осуществлять на спец. автомате компании “Sovema”
Автомат состоит из:
- вертикальной стойки;
- подвижной головки с блоком газовых горелок, устройством зажигания от электрического разряда и подпружиненными моноклями с конусной формообразующей поверхностью, обеспечивающей требуемую геометрическую форму полюсных выводов в процессе пайки;
- пульта управления;
- роликового приводного конвейера с устройством фиксации батареи.
В конструкции автомата предусмотрена механическая регулировка межосевого расстояния между моноклями и изменения координат всего блока моноклей с горелками (вращением соответствующих маховиков).
Подача природного газа и кислорода осуществляется от баллонов, установленных в специальных рампах с системой подачи газов к штуцерам регулируемых газовых горелок. Газовые баллоны имеют блок регулировки давления с устройством защиты от обратного хода пламени. Рабочее давление природного газа и кислорода на входе газовых горелок должно составлять 1 атмосферу.
Паяльные монокли подключены к системе водяного охлаждения со станции охлаждения (теплообменником).
С целью исключения остаточной термической деформации и прогара монокли подбор параметров в ручном режиме необходимо проводить при включенной подаче охлаждающей воды.
Операция пайки производится в следующей последовательности:
1.Батарея подается по роликовому конвейеру к столу автомата пайки полюсных выводов. При обнаружении батареи фотоэлементом устройство зажима выдвигается, фиксируя ее на позиции пайки.
2.Головка с блоком газовых горелок и конусными моноклями опускается, автоматически включаются горелки. Головка продолжает опускаться до полной посадки моноклей на втулки крышки батареи и сжатия пружин.
На этом этапе начинается первая стадия пайки. Пламя расплавляет верхнюю часть втулок и выводных борнов, расплав заполняет зазоры, обеспечивая проплав по высоте не менее 3мм. На следующем этапе горелки поднимаются, и начинается завершающий этап пайки. Конусные стенки монокли ограничивают растекание сплава, обеспечивая формирование торца вывода. В процессе пайки горелки вращаются вокруг осей моноклей с регулируемой амплитудой. Через заданное на контроллере время горелки выключаются, монокли с выводами охлаждаются. Система охлаждения моноклей в процессе работы линии работает непрерывно.
Головка поднимается в исходное положение, зажим освобождает обработанную батарею, после чего цикл повторяется.
8.9 Контроль герметичности
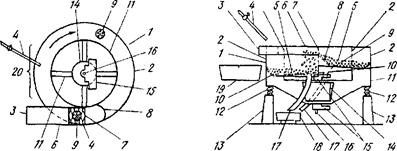
Контроль герметичности осуществляется на автоматической установке (Рис.12.) методом создания в каждом аккумуляторе давления, повышенного по сравнению с атмосферным.
Контроль герметичности собранной батареи осуществляется в два этапа (теста). На первом этапе избыточное давление подается в ячейки № 1, 4 и 5 батареи. На втором этапе избыточное давление подается в ячейки № 2, 3 и 6.
Связь проверяемой батареи с тестирующим блоком осуществляется посредством перемещения в вертикальную плоскость головки с подвижными наконечниками.
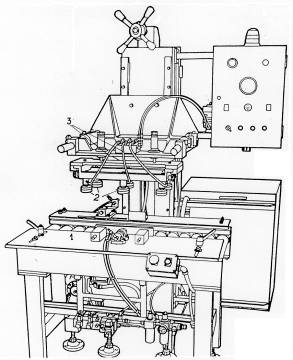
Рис. 12. Установка для проверки аккумулятора на герметичность.
1-платформа, 2-присоски, 3-трубки к источнику разрежения.
9. Батарейная формировка с водяным охлаждением
Переход на технологию батарейного формирования, как на воздухе та к с применением водяного охлаждения в процессе формирования, дал возможность интенсифицировать процессы формировки и создать средства механизации основных технологических процессов производства аккумуляторных батарей.
Создание новых поколений преобразователей тока, дало возможность вести процессы формирования, изменяя силу формировочного тока в зависимости от аккумуляторных батарей и температуры окружающей среды.
Формирование аккумуляторных батарей на заводе «WESTA– ДНЕПР» производится на формировочных рольгангах с водяным охлаждением фирмы «Jovis- Alta Meccanica». В качестве источников тока используются преобразователи тока фирмы «Digatron». Все вспомогательное оборудование цеха произведено фирмой «Jovis Alta Meccanica».
Автоматизированный комплекс функционирует следующим образом:
- Собранные и готовые к формированию аккумуляторные батареи поочередно устанавливаются персоналом на конвейер загрузочный. Двигаясь по нему, батареи попадают в зону действия машины заливки, которая автоматически заправляет их электролитом плотностью 1,23 ± 0,002 г/см³. Залитые электролитом аккумуляторные батареи продвигаются конвейером на устройство загрузочное, которое с помощью каретки формирует поддон батарей. Поддон с батареями по команде персонала передвигается на стол подготовительный загрузочный, где персоналом в батареи устанавливаются технологические пробки, задерживающие аэрозоль серной кислоты, и производится соединение батарей токоведущими перемычками. Затем поддон с аккумуляторными батареями передвигается на транспортное устройство. Устройство транспортное (загрузочное), действуя по предварительно заданному адресу, по команде персонала транспортирует поддон с батареями к соответствующей готовой к приему аккумуляторных батарей ванне формировочной. Перемещение транспортного устройства осуществляется по рельсовому пути. Перед формировочной ванной, по команде от оптических датчиков, осуществляется точное позиционирование транспортного устройства. Одновременно по рельсовому пути осуществляется перемещение транспортного устройства (разгрузочного), которое точно позиционируется с противоположного торца той же ванны. После позиционирования транспортных устройств с торцов одной ванны, персонал открывает торцевые крышки ванны. После открытия торцевых крышек, срабатывает устройство транспортное (загрузочное), которое передвигает поддон с аккумуляторными батареями в ванну формировочную по специальным направляющим роликам с минимальным трением. Загрузка следующего поддона с аккумуляторными батареями осуществляется с одновременным проталкиванием вглубь ванны предыдущего поддона. Эта операция повторяется до заполнения ванны батареями, причем сигнал об окончании загрузки подает система управления транспортными устройствами. Одновременно с загрузкой может осуществляться разгрузка поддонов с формированными батареями, которая производится по принципу проталкивания поддонов. По окончании загрузки-разгрузки торцевые крышки ванны закрываются персоналом. Персонал соединяет с токоведущими шинами зарядной сети поддон с аккумуляторными батареями, вставляет в батареи контрольные термопары и заполняет формировочную ванну водой. Как только закрываются торцевые крышки первой ванны начинается загрузка второй ванны, а потом и всех других по порядку.
Процесс формирования аккумуляторных батарей в формировочных ваннах осуществляется при закрытых защитных шторках, что исключает попадание в помещение цеха газов и аэрозолей серной кислоты, выделяющихся при формировании. Ванны формировочные оборудованы принудительной системой вентиляции, которая обеспечивает удаление газов и аэрозолей серной кислоты. Формировочный ток подается от преобразователей, которые управляются компьютерами управления и контроля.
По окончании формирования персонал открывает защитные шторки, и отключает поддоны с батареями от токоведущих шин зарядной сети, извлекает из батарей контрольные термопары, воду сливает в емкости системы охлаждения. После чего осуществляется выгрузка поддонов с батареями проталкиванием их на устройство транспортное (разгрузочное). При этом к моменту вытеснения последнего поддона с готовой продукцией формировочная ванна оказывается целиком загруженной очередной партией батарей.
Устройство транспортное (разгрузочное) транспортирует поддон с батареями по рельсовому пути к столу подготовительному разгрузочному. Здесь транспортное устройство передвигает поддон с батареями на разгрузочный стол, где персонал производит снятие технологических пробок и токоведущих перемычек. Затем поддон с батареями передвигается на устройство загрузочное. Это устройство с помощью каретки расформировывает поддон с батареями. При передвижении поддона с устройства транспортного (разгрузочного) на стол подготовительный разгрузочный одновременно передвигается предыдущий поддон со стола подготовительного разгрузочного на устройство загрузочное.
Аккумуляторные батареи по конвейеру поступают на машину доливки и нивелирования уровня, автоматически выравнивающую уровень раствором серной кислоты (электролита) плотностью 1,28 ±0,002 г/см3 (при 40 °С) до необходимого уровня, после которой персонал завинчивает пробки и вставляет пламегасители. Аккумуляторные батареи с завинченными пробками поступают в тоннель мойки и сушки. Помытые и просушенные батареи проходят через установку проверки большим током, в результате этой проверки определяется полнота формирования батарей, отсутствие короткого замыкания и переполюсовки. Батареи, выдержавшие испытание маркируются в соответствии с конструкторской документацией специальным маркировщиком. Маркированные батареи поступают к месту выгрузки, где рабочими производятся операции по консервации полюсных выводов батарей, наклейка этикеток и установка фурнитуры (ручка, защитный колпачок).
При изготовлении батарей с индикатором уровня и плотности в одну из банок аккумуляторной батареи вместо пробки устанавливается индикатор уровня и плотности электролита.
Батареи с этикетками персонал формирует на поддон и упаковывает на упаковщике поддонов, после чего персонал погрузчиком доставляет их на склад.
Все эти действия циклически повторяются для всех формировочных ванн. Тем самым создается поточный режим обработки.
Передвижения аккумуляторных батарей регулируются автоматизированной системой управления. При возникновении нештатных ситуаций на одном из участков комплекса передвижение батарей приостанавливается. Система управления ваннами контролирует состояние защитных шторок, торцевых крышек и уровня воды в ваннах. При возникновении нештатных ситуаций происходит автоматическое отключение формировочного тока в соответствующей ванне и на пульте управления появляется предупреждающий сигнал. Мониторинг процесса формирования организован по кибернетическому принципу и реализуется в программной оболочке.
Перемещение транспортных устройств сопровождается специальными звуковым и световым сигналами безопасности движения. Кроме звуковых и световых сигналов безопасности предусмотрены светофоры для персонала, находящегося между формировочными ваннами. При движении транспортных устройств, светофор светит красным светом. Все эти меры направлены на обеспечение безопасности труда персонала.
Похожие работы

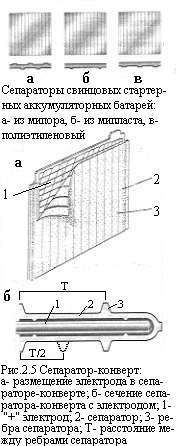
... батарей важна также дешевизна и доступность сырья, простота изготовления. В свинцовых аккумуляторах применяют сепараторы из мипора, мипласта, поровинила, пластипора и винипора. В стартерных свинцовых аккумуляторных батареях устанавливают сепараторы из мипора и мипласта. Мипор (микропористый эбонит) получают в результате вулканизации смеси натурального каучука с силикагелем и серой. К недостаткам ...
... 0,5 данные виды работ следует предусматривать по кооперации на других предприятиях или специально оговариваться заданием на проектирование. 1.17. При разработке технологической части проекта следует использовать типовые технологические процессы ТО и ремонта подвижного состава автомобильного транспорта, разработанные научными организациями с применением прогрессивной технологии и оборудования. ...

... методами переработки свинцового аккумуляторного лома, где капитальные затраты меньше, чем в пирометаллургии. В этих методах предотвращается загрязнение окружающей среды парами свинца и сернистыми газами. Глава 3. ИЗВЛЕЧЕНИЕ СВИНЦА ИЗ ЛОМА АККУМУЛЯТОРНЫХ БАТАРЕЙ Известные процессы для извлечения свинца из лома аккумуляторных батарей предусматривают использование отражательной печи или шахтной ...
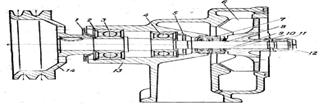
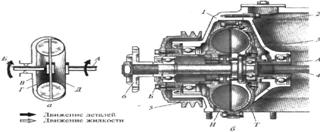
... ; 5 - водоотражатель; 6 - крыльчатка; 7 - сальник; 8 - вал; 9 - уплотнительное кольцо; 10 - упорное кольцо; 11 - шайба; 12 - колпачковая гайка; 13 - корпус; 14 – шкив. На двигателе автомобиля КамАЗ вентилятор расположен отдельно от водяного насоса и приводится в действие через гидравлическую муфту. Гидромуфта (рис.5, а) включает в себя герметический кожух В, заполненный жидкостью. В кожухе ...
0 комментариев