Технологический процесс изготовления стартерных батарей
Подготовка свинцово – кальциевых сплавов требуемого химического состава
Намотка ленты в рулон
Изготовление свинцового порошка
Приготовление паст
Технологическая инструкция по управлению машины для разматывания ленты
Пайка блоков с одновременной отливкой полюсных мостиков
Конвертовка и набор блоков электродных пластин
Установка блоков электродных пластин в моноблок
Пайка полюсных выводов
Заводские лаборатории
Виды брака и способы их устранения
История завода
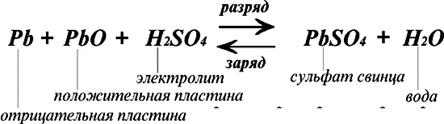
Разрядное напряжение
Навигация
Установка блоков электродных пластин в моноблок
Технологический процесс изготовления стартерных батарей
79305
знаков
4
таблицы
7
изображений
8.4 Установка блоков электродных пластин в моноблок
1.После проверки на отсутствие дефектов блоки электродных пластин установить в ячейки моноблока с соблюдением полярности и отличительных прямоугольных знаков на мостиках. При установке каждый блок придерживая руками, опустить на 2/3 высоты, после чего продвинуть его до упора в дно легким нажатием руки, не допуская перекоса мостиков.
2.Выровнять в ручную относительно друг друга каждую пару смежных полюсных мостиков.
3.Визуально проверить:
- высоту кромки сепараторов над уровнем пластин (не менее 3мм.);
- отсутствие верности пластин и сепараторов;
- отсутствие частиц активной массы или свинца на торцах пластин и сепараторов;
- отсутствие заливов свинцового сплава и следов облоя свыше 1мм. на полюсных мостиках;
- отсутствие деформации и прогиба ушек в углах пайки относительно плоскости пластин.
4.Роликовым конвейером передать моноблок с набором блоков к установке проверки на отсутствие короткого замыкания.
8.5 Контроль качества сборки блоков электродов
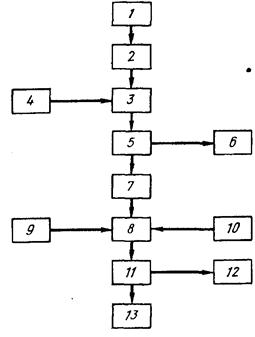
Контроль на отсутствие короткого замыкания (К 3) осуществляется на тестирующей установке(Рис.8.), принцип работы которой основан на подаче между электродными пластинами каждого блока через подвижные контакты напряжения постоянного тока. Связь проверяемой батареи с тестирующим блоком осуществляется посредством перемещения в вертикальной плоскости головки с игольчатыми поджимными контактами (пробниками).
При наличии батареи на роликовом конвейере стопор фиксирует ее в рабочем положении для тестирования, а тестирующая головка начинает опускаться.
При контакте пробников головки с полюсными мостиками блоков электродных пластин, установленными в ячейках батарей начинается тестирование пластин высоким напряжением. По завершении тестирования головка поднимается, держатель и стопор батареи возвращаются в нейтральное положение, а проверенная батарея движется по конвейеру вперед.
Затем стопор батареи возвращается в позицию останова, ожидая следующую батарею. Если результаты теста положительные, батарея по конвейеру перемещается к следующей сборочной позиции. При отрицательных результатах теста ролик стопора батареи автоматически блокирует ее, и она выталкивается на выбраковочный стол.
Значение испытательного напряжения устанавливается вручную с помощью регулятора и цифрового индикатора на панели управления. При выборе напряжения регулируется ток, посредством которого выполняется текущее значение тока можно считывать на индикаторе.
8.6 (МЭС) Сварка межэлементных соединений
Операция контактной точечной сварки межэлементных соединений (МЭС) через отверстия в ячейках моноблока обеспечивает прочную и надежную электрическую связь элементов в собранной аккумуляторной батареи. Сварка МЭС является одной из важнейших сборочных операций, обеспечивающих стабильные электрические характеристики и высокую надежность батареи. Сварке подвергаются ушки полюсных мостиков, являющиеся выводными элементами каждого блока электродных пластин, входящего в батарею. Сварку МЭС на специализированной установке “Welmatic 1000”(Рис.9.). Основным рабочим элементом установки является подвижный блок токоподводящих водоохлаждаемых клещей, который имеет возможность поступательного движения по координатам X, Y и Z, а так же вращательного движения вокруг вертикальной оси. Исполнительный механизм клещей управляется электронной системой по заданной программе.
Блок клещей обеспечивает:
- предварительное сжатие свариваемых элементов;
- импульсный токоподвод в зону сварки с частичным термическим расплавлением свариваемых элементов;
- дополнительное поджатие сварочной зоны;
- интенсивное охлаждение сваренного соединения.
8.7 Сварка крышки с моноблоком
Сварка крышки производится на термосварочной установке приварки крышки, производство компании “Sovema”. Разогрев поверхностей стыка моноблока и крышки осуществляется электрическими нагревательными плитами, которые крепятся к подвижной платформе.
Установка работает в составе сборочной линии с передаточным роликовым конвейером. При наличии батареи на роликовом конвейере стопоры выдвигаются, стенки блокировки фиксируют ее в рабочем положении. Головка с захватами опускается, фиксирует и поднимает крышку подлежащую приварке. Платформа с рабочими нагревательными плитами движется вперед к своему конечному положению, роликовый стол поднимается, головка опускается до тех пор пока крышки и моноблоки не соприкоснутся с двумя нагретыми поверхностями. Когда время разогрева истекло, роликовый стол опускается, головка держателя инструмента поднимается, и платформа с нагревательными плитами возвращается. Затем головка опускается, а стол поднимается. Крышка и моноблок соприкасаются, происходит процесс термической сварки. Время предварительного разогрева свариваемых поверхностей и выдержки под давлением (после сварки) задается с помощью пульта управления.
Похожие работы

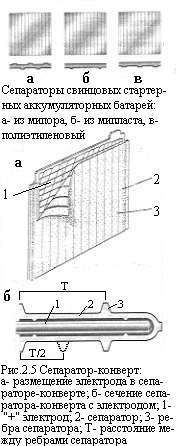
... батарей важна также дешевизна и доступность сырья, простота изготовления. В свинцовых аккумуляторах применяют сепараторы из мипора, мипласта, поровинила, пластипора и винипора. В стартерных свинцовых аккумуляторных батареях устанавливают сепараторы из мипора и мипласта. Мипор (микропористый эбонит) получают в результате вулканизации смеси натурального каучука с силикагелем и серой. К недостаткам ...
... 0,5 данные виды работ следует предусматривать по кооперации на других предприятиях или специально оговариваться заданием на проектирование. 1.17. При разработке технологической части проекта следует использовать типовые технологические процессы ТО и ремонта подвижного состава автомобильного транспорта, разработанные научными организациями с применением прогрессивной технологии и оборудования. ...

... методами переработки свинцового аккумуляторного лома, где капитальные затраты меньше, чем в пирометаллургии. В этих методах предотвращается загрязнение окружающей среды парами свинца и сернистыми газами. Глава 3. ИЗВЛЕЧЕНИЕ СВИНЦА ИЗ ЛОМА АККУМУЛЯТОРНЫХ БАТАРЕЙ Известные процессы для извлечения свинца из лома аккумуляторных батарей предусматривают использование отражательной печи или шахтной ...
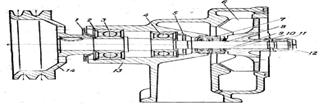
... ; 5 - водоотражатель; 6 - крыльчатка; 7 - сальник; 8 - вал; 9 - уплотнительное кольцо; 10 - упорное кольцо; 11 - шайба; 12 - колпачковая гайка; 13 - корпус; 14 – шкив. На двигателе автомобиля КамАЗ вентилятор расположен отдельно от водяного насоса и приводится в действие через гидравлическую муфту. Гидромуфта (рис.5, а) включает в себя герметический кожух В, заполненный жидкостью. В кожухе ...
0 комментариев