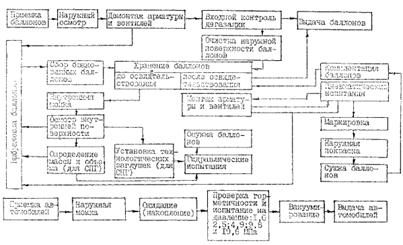
Технологический процесс изготовления стартерных батарей
Подготовка свинцово – кальциевых сплавов требуемого химического состава
Намотка ленты в рулон
Изготовление свинцового порошка
Приготовление паст
Технологическая инструкция по управлению машины для разматывания ленты
Пайка блоков с одновременной отливкой полюсных мостиков
Конвертовка и набор блоков электродных пластин
Установка блоков электродных пластин в моноблок
Пайка полюсных выводов
Заводские лаборатории
Виды брака и способы их устранения
История завода
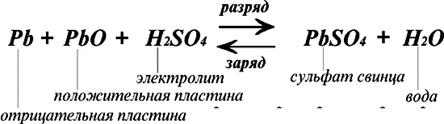
Разрядное напряжение
Навигация
Пайка блоков с одновременной отливкой полюсных мостиков
Технологический процесс изготовления стартерных батарей
79305
знаков
4
таблицы
7
изображений
8.1 Пайка блоков с одновременной отливкой полюсных мостиков
Операция пайки электродных пластин в блоке обеспечивает сборку отдельных электрических элементов, устанавливаемых в ячейке моноблока. Связь между однополярными пластинами обеспечивается взаимной спайкой их ушек выводными элементами (полюсными мостиками). Ушки спаиваются методом окунания в открытую литейную форму со свинцовым расплавом. Одновременно, методом литья, изготавливаются только ведущие детали блоков – мостики, перемычки, выводы.
Все операции по пайке блоков электродных пластин производятся в кассетах, которые закреплены на консолях поворотного стола установки. Стол имеет квадратную форму и вращается с фиксацией через каждые 900.
Каждая консоль с кассетой проходит последовательно четыре технологические станции.
На загрузочной станции оператор загружает в кассету набор пакетов (ушками вверх). После загрузки пакетов начинается процесс выравнивания электродов в пакетах. Сверху, с помощью пневмопривода, опускается траверса с механизмом выравнивания ушек. Снизу, с помощью пневмопривода поднимается механизм выравнивания пластин и сепараторов. Электроды фиксируются в кассете прижимными щеками с помощью пневмозажима до не подвижного состояния, выравнивающие механизмы возвращаются в исходное положение. После поворота стола на 900, кассета поступает на устройство зачистки и флюсования ушек. Одновременно следующая кассета перемещается к загрузочной станции для загрузки, и цикл повторяется.
Кассета с пакетами электродов поступает на устройство пайки и литья. Пайка осуществляется окунанием ушек в расплав, поступающим в открытую литейную форму из тиглей в формообразующей полости. Формы обеспечивают одновременную отливку полюсных мостиков, выводов и пайку комплекта блоков на одну батарею. Свинцовый расплав подается в литейную форму из обогреваемых тиглей через напорные щелевые отверстия. Его избыток самотеком возвращается в тигли.
Расплав подается в тигли из электрического плавильного котла с помощью насосов установленных внутри котла. Избыток из тиглей по обогреваемым обратным трубопроводам в котел.
Кассета с пакетами электродов опускается до специальных регулируемых упоров, ушки электродов окунаются в расплав, находящийся в литейных формах. Происходит сплавление (пайка) ушек с одновременной отливкой мостиков и выводов.
После окончания кристаллизации свинца специальные выталкиватели извлекают отливки из литейных форм.
Блоки электродов извлекаются из кассеты, визуально контролируются, после чего устанавливаются в ячейки моноблока и передаются на линию сборки батарей.
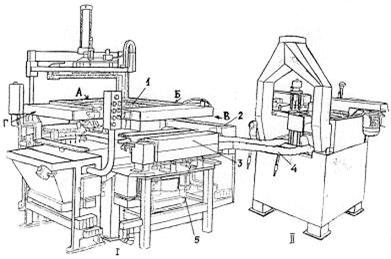
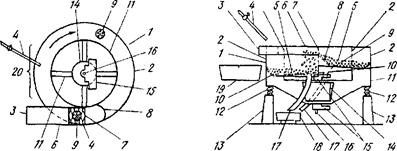
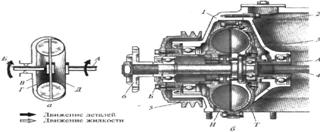
Рис.5. Установка пайки блоков.
I-карусельный станок, П- литьевой котел;
А,Б,В,Г,- рабочие места;
1-карусель, 2-вращающиеся щетки для зачистки ушек, 3-литьевые формы, 4- трубы для подачи расплавленного сплава к литьевым формам, 5- трубы для подачи охлаждающей воды.
8.2 Пробивка отверстий в моноблоках
Пробивка (перфорация) отверстий в ячейках моноблока осуществляется для создания электрической связи между отдельными элементами аккумуляторной батареи, которая выполняется контактной электрической сваркой.
Строгое соответствие координат пробитых отверстий, отсутствие заусенцев и пластмассовых нитей на их кромках способствуют качественной сварке межэлектродных соединений.
Для пробивки использовать моноблоки выдержанные после изготовления не менее суток.
Моноблоки, хранившиеся при отрицательной температуре, перед пробивкой должны быть выдержаны не менее 12 часов при температуре 25 ![]() 100С. Пробивку отверстий производить не ранее, чем за сутки до сборки. Моноблоки подаются к рабочему месту на европоддонах или в специальных, решетчатых кассетах.
100С. Пробивку отверстий производить не ранее, чем за сутки до сборки. Моноблоки подаются к рабочему месту на европоддонах или в специальных, решетчатых кассетах.
Партию моноблоков необходимо проверить на отсутствие следующих основных отклонений:
- трещин и сколов на наружных и внутренних ребрах;
- диагональной деформации;
- изгиба внешних стенок или внутренних ребер (допуск до 1,5мм.);
- осветленных пятен на наружных стенках размером свыше 10мм.
Работа на установке:
1.Включить привод роликового конвейера, открыть вентиль подачи сжатого воздуха.
2.Установить моноблок днищем на роликовый конвейер и подать в зону пробивочного приспособления. После фиксирования моноблока происходит опускание пробивочной головки, просечка отверстий, и подъем головки в исходное положение. Пробитый моноблок по конвейеру передается в зону разгрузки.
3.Снять моноблок с конвейера, осмотреть качество пробитых отверстий, и установить его на транспортный деревянный европоддон (в 8 ярусов). По контуру отверстий со стороны выхода пробивочных пуансонов допускается наличие заусенцев величиной до 0,3мм. Не допускается образование пластмассовых нитей. Можно зачистить ножом или оплавить газовой горелкой.
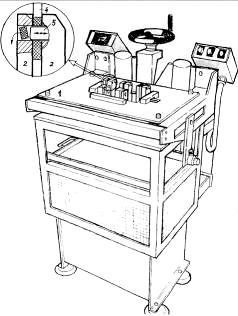
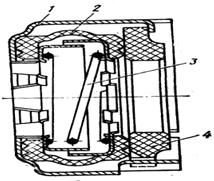
Рис.6. Внешний вид установки для пробивки отверстий в корпусах моноблоков.
1-столик, 2-губки кусачек, 3-накопитель отходов, 4-элемент корпуса, 5-подвижный плунжер.
Похожие работы

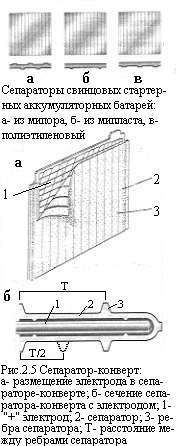
... батарей важна также дешевизна и доступность сырья, простота изготовления. В свинцовых аккумуляторах применяют сепараторы из мипора, мипласта, поровинила, пластипора и винипора. В стартерных свинцовых аккумуляторных батареях устанавливают сепараторы из мипора и мипласта. Мипор (микропористый эбонит) получают в результате вулканизации смеси натурального каучука с силикагелем и серой. К недостаткам ...
... 0,5 данные виды работ следует предусматривать по кооперации на других предприятиях или специально оговариваться заданием на проектирование. 1.17. При разработке технологической части проекта следует использовать типовые технологические процессы ТО и ремонта подвижного состава автомобильного транспорта, разработанные научными организациями с применением прогрессивной технологии и оборудования. ...

... методами переработки свинцового аккумуляторного лома, где капитальные затраты меньше, чем в пирометаллургии. В этих методах предотвращается загрязнение окружающей среды парами свинца и сернистыми газами. Глава 3. ИЗВЛЕЧЕНИЕ СВИНЦА ИЗ ЛОМА АККУМУЛЯТОРНЫХ БАТАРЕЙ Известные процессы для извлечения свинца из лома аккумуляторных батарей предусматривают использование отражательной печи или шахтной ...
... ; 5 - водоотражатель; 6 - крыльчатка; 7 - сальник; 8 - вал; 9 - уплотнительное кольцо; 10 - упорное кольцо; 11 - шайба; 12 - колпачковая гайка; 13 - корпус; 14 – шкив. На двигателе автомобиля КамАЗ вентилятор расположен отдельно от водяного насоса и приводится в действие через гидравлическую муфту. Гидромуфта (рис.5, а) включает в себя герметический кожух В, заполненный жидкостью. В кожухе ...
0 комментариев