Технологический процесс изготовления стартерных батарей
Подготовка свинцово – кальциевых сплавов требуемого химического состава
Намотка ленты в рулон
Изготовление свинцового порошка
Приготовление паст
Технологическая инструкция по управлению машины для разматывания ленты
Пайка блоков с одновременной отливкой полюсных мостиков
Конвертовка и набор блоков электродных пластин
Установка блоков электродных пластин в моноблок
Пайка полюсных выводов
Заводские лаборатории
Виды брака и способы их устранения
История завода
Разрядное напряжение
Навигация
Технологическая инструкция по управлению машины для разматывания ленты
Технологический процесс изготовления стартерных батарей
79305
знаков
4
таблицы
7
изображений
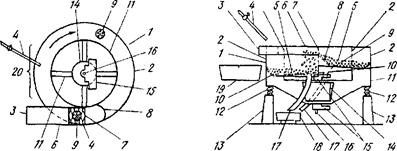
7.2 Технологическая инструкция по управлению машины для разматывания ленты
Свинцово-кальциевые ленты должны изготавливаться в виде тонкой непрерывно катанной полосы, свернутой в рулон диаметров не менее 1000мм. и массой не более 1000кг.
Поверхность ленты должна быть чистой, не иметь серых и черных полос, на ней должны отсутствовать сквозные дефекты в виде продольных и поперечных трещин, разрывов. Кромки ленты должны быть ровными, без заусенцев.
Свинцово-кальциевые ленты изготавливаются толщиной (0,7 – 1,0)мм., ширина ленты (70 – 100)мм.
7.3 Машина для перфорации ленты
Машина для перфорации ленты из Рb сплавов входят в состав линии по намазке пластин и предназначена для непрерывного производства токоотводов для стартерных аккумуляторных батарей методом непрерывного перфорирования, растяжки и выравнивания (калибровки по толщине) ленты из свинцовых сплавов. Далее готовые токоотводы в виде ленты поступают на пастонамазочную машину.
Общее описание принципа работы:
Принцип действия машины, основан на процессе перфорации и растяжки ленты с помощью штампа при непрерывной подаче ленты. Это возможно, потому что матрица осуществляет два движения: линейное горизонтальное для продвижения и вертикальное для перфорации ленты. Узел перфорации и растяжки имеет матрицу, состоящую из набора металлических зубьев, которые при возвратно-поступательном движении, перфорируют и растягивают ленту из свинцового сплава, проходящую через матрицу. Последовательность операции перфорирования и каскадного продвижения производит набор на ленте связанных между собой ромбовидных ячеек, которые являются образующими непрерывной сетки (ленты токоотвода), которая далее обрабатывается на линии. Непрерывная лента токоотводов после растяжки поступает в узел вырубки, где на центральной части ленты (не растянутой и не перфорированной) происходит вырубка соответствующего профиля с формированием ушек пластин. После этого происходит калибровка ленты по толщине перед ее поступлением на пастонамазочную машину.
7.4 Машина для разделения пластин после намазки
Машина для разделения пластин после намазки(Рис.4.) входит в состав линии по намазке пластин и предназначена для непрерывного разделения перфорированной ленты из свинцовых сплавов намазанной активной пастой на отдельные электродные пластины для стартерных аккумуляторных батарей. Далее отдельные пластины поступают в печь для предварительной подсушки.
7.5 Выдержка и сушка электродных пластин
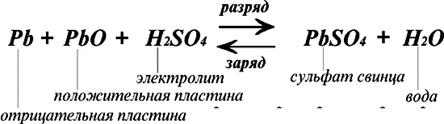
Двойные электродные пластины сразу после пастирования в контейнерах подаются в камеру выдержки и сушки. В камере электродные пластины вначале выдерживаются в атмосфере теплого и влажного воздуха, а затем сушатся. Во время выдержки в пасте одновременно происходит несколько процессов: окисление свинца, испарение влаги и преобразование сульфатов. Эти процессы тесно связаны друг с другом, вода служит катализатором реакции экзотермического окисления свинца. С другой стороны, теплота, выделяющаяся в результате окисления свинца, способствует испарению влаги.
Температура проведения процесса выдержки также влияет на скорость проведения процесса и состав высушенной пасты. При условии, что пластины выдерживаются при температуре не выше 50ºС, в пасте не происходит значительных преобразований основных сульфатов, склеивающих кристаллы вместе и механически стабилизирующих структуру. Следовательно, необходимо избегать потерь воды до тех пор пока не закончится реакция окисления свинца и не произойдет стабилизация структуры пасты.
Одновременно с процессами, происходящими в пасте, происходит разогрев и окисление поверхности токоотвода, что обеспечивает хорошую сцепляемость пасты с токоотводом.
По окончании окисления остаточного свинца, электродные пластины можно сушить. Влага будет испаряться не вызывая растрескивания пасты.
8. Участок сборки батарей
Двойные электродные пластины в специальных каркасах передаются к установке для разделения, где пластины разрезаются приводными дисковыми ножами на две части.
Одинарные электродные пластины укладываются стопками на европоддоны размером 0,8х1,2м, и передаются к установке для конвертовки и набора пакетов, где производится:
-резка сепараторной ленты, формирование конверта и запечатывание положительного электрода в конверт;
-перекладка положительных и отрицательных электродов в пакет.
Наборы пакетов укладываются на европоддоны и транспортируются к линии сборки и пайки блоков электродов.
На сборочных линиях производится:
-пайка блоков электродных пластин;
-установка блоков в ячейки моноблока батареи;
-контроль наличия ошибок сборки: короткого замыкания в цепи, инверсии, сверхнормативной проводимости;
-сварка полюсных мостиков через перегородки моноблока;
-сварка крышек с моноблоком;
-пайка полюсных выводов;
-контроль герметичности батарей.
Перед подачей на сборку в моноблоках пробиваются отверстия, через которые осуществляется сварка однополярных полюсных мостиков. Пробивка отверстий производится на специальной установке.
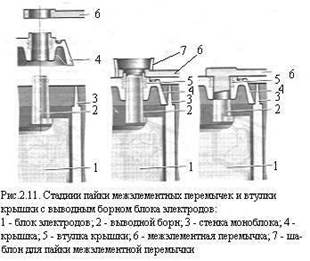
В процессе пайки блоков выводные «ушки» электродных пластин, собранных в пакет, соединяются между собой полюсными мостиками с выводными борнами. Пайка производится с помощью электролизно - водных газосварочных установок (горючий газ-водород).
Для пайки полюсных мостиков и выводов применяется свинцово-сурьмянистый сплав PbSb3,5Sn0,5 ТУ У 47.4-31646224-001-2002.
После контроля собранные батареи устанавливаются на поддоны и передаются на участок батарейной формировки.
Похожие работы

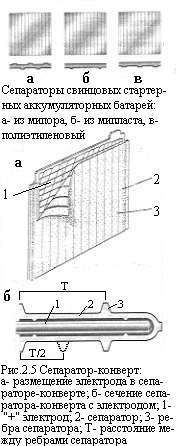
... батарей важна также дешевизна и доступность сырья, простота изготовления. В свинцовых аккумуляторах применяют сепараторы из мипора, мипласта, поровинила, пластипора и винипора. В стартерных свинцовых аккумуляторных батареях устанавливают сепараторы из мипора и мипласта. Мипор (микропористый эбонит) получают в результате вулканизации смеси натурального каучука с силикагелем и серой. К недостаткам ...
... 0,5 данные виды работ следует предусматривать по кооперации на других предприятиях или специально оговариваться заданием на проектирование. 1.17. При разработке технологической части проекта следует использовать типовые технологические процессы ТО и ремонта подвижного состава автомобильного транспорта, разработанные научными организациями с применением прогрессивной технологии и оборудования. ...

... методами переработки свинцового аккумуляторного лома, где капитальные затраты меньше, чем в пирометаллургии. В этих методах предотвращается загрязнение окружающей среды парами свинца и сернистыми газами. Глава 3. ИЗВЛЕЧЕНИЕ СВИНЦА ИЗ ЛОМА АККУМУЛЯТОРНЫХ БАТАРЕЙ Известные процессы для извлечения свинца из лома аккумуляторных батарей предусматривают использование отражательной печи или шахтной ...
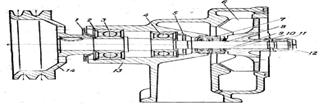
... ; 5 - водоотражатель; 6 - крыльчатка; 7 - сальник; 8 - вал; 9 - уплотнительное кольцо; 10 - упорное кольцо; 11 - шайба; 12 - колпачковая гайка; 13 - корпус; 14 – шкив. На двигателе автомобиля КамАЗ вентилятор расположен отдельно от водяного насоса и приводится в действие через гидравлическую муфту. Гидромуфта (рис.5, а) включает в себя герметический кожух В, заполненный жидкостью. В кожухе ...
0 комментариев