Технологический процесс изготовления стартерных батарей
Подготовка свинцово – кальциевых сплавов требуемого химического состава
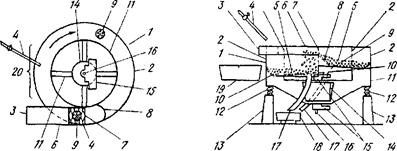
Намотка ленты в рулон
Изготовление свинцового порошка
Приготовление паст
Технологическая инструкция по управлению машины для разматывания ленты
Пайка блоков с одновременной отливкой полюсных мостиков
Конвертовка и набор блоков электродных пластин
Установка блоков электродных пластин в моноблок
Пайка полюсных выводов
Заводские лаборатории
Виды брака и способы их устранения
История завода
Разрядное напряжение
Навигация
Подготовка свинцово – кальциевых сплавов требуемого химического состава
Технологический процесс изготовления стартерных батарей
79305
знаков
4
таблицы
7
изображений
4.1 Подготовка свинцово – кальциевых сплавов требуемого химического состава
Химический состав сплавов используемых для производства Рb – Са лент: Рb,Al,Sn, Са, Sb,As,Ag,Bi,Cu,Fe,Ni,Cd,Zn.
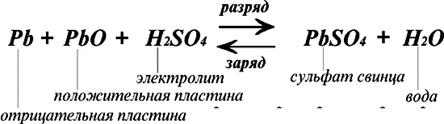
- для производства положительных электродов используют ленты из сплава РbСаО, 0,5Sn~1,1: Рb,Al,Sn, Са, Sb,As,Ag,Bi,Cu,Fe,Ni,Cd,Zn.
- для производства отрицательных электродов используют ленты из сплава РbСаО, 10Sn~0,3: сAl,Sn, Са, Sb,As,Ag,Bi,Cu,Fe,Ni,Cd,Zn.
Используется следующее оборудование, входящее в состав линии:
- цепной конвейер для загрузки чушкового свинца;
- печь – накопитель емкостью 15т. Рb для набора и легирования сплава;
- печь – миксер емкостью 15т. – сплава для его подачи в узел получения сляба – заготовки;
- система конвейеров для подачи обрези сляба и ленты в печь – накопитель.
4.2 Получение сляба – заготовки под прокат ленты
Используется следующее оборудование:
- Электрообогреваемое верхнее промежуточное разливочное устройство с термопарой для контроля температуры;
- Электрообогревамое нижнее промежуточное разливочное устройство с термопарой для контроля температуры и поплавком для регулировки объема подаваемого сплава;
- Колесо – кристаллизатор с системой водяного охлаждения водоструйными соплами через наружный и внутренний распределитель;
- Система натяжения стальной ленты для формирования сляба – заготовки с тремя барабанами;
- система подачи оборотной охлаждающей воды с теплообменником;
- устройство чистки стальной ленты сжатым воздухом и копью;
- сенсорное устройство для определения температуры получаемого сляба – заготовки с системой автоматической регулировки подачи охлаждающей воды;
- Сенсорное устройство для определения положения сляба – заготовки в ходе прокатки ленты;
- устройство резки сляба – заготовки при аварийных ситуациях.
При получении сляба – заготовки используется способ непрерывного литья на кольцевую вращающуюся литейную форму { литейное колесо }. Поперечный профиль сляба – заготовки формируется в процесс кристаллизации – расплава, подаваемого в охлаждаемую закрытую зону, ограниченную снизу кольцевой литейной формой с ребордами, а сверху – гибкой стальной лентой. Натяжение ленты обеспечивает приводной пневмоцилиндр.
Сформировавшаяся литая заготовка – сляб извлекается из ручья кольцевой формы клиновым экстрактором. В зоне экстрагирования закреплена прижимная подушка – очиститель полости формы.
4.3 Прокатка Рb - Са ленты
Используется следующее оборудование:
- устройство предварительного охлаждения сляба – заготовки;
- шести клетьевой прокатный стан с общим главным приводом;
- устройство синхронизации скорости движения прокатанной ленты из прокатного стана со скоростью вращения валиков чистовой клетки;
- чистовая прокатная клеть с индивидуальным приводом;
- система очистки ленты от остатков эмульсии сжатым воздухом /тоннельная сушка/;
- система подачи смазочно-охлаждающей жидкости /эмульсии/;
- устройство обрезки кромок ленты;
- устройство резки ленты при наладочных и аварийных режимах;
- устройство подачи ленты на намотку.
Передача вращающегося момента – через систему гибких зубчатых ремней. Трансмиссионная система обеспечивает синхронную работу всех слябей стана со скоростью, определяемой передаточными отношениями зубчато-ременных передач.
Каждая клеть оснащена входными /выходными\ направляющими скользящего типа, укрепленных предохранительными алюминиевыми винтами. Конечную толщину ленты подает последний узел клети, имеющий индивидуальный привод.
Прокатный стан работает в следующих режимах:
Свободный режим. Проводится техническое обслуживание. Приводной двигатель прокатного стана не управляется сигналом датчика скорости вращения кольцевой формы.
Блокировочный режим. Предшествует рабочему. Управляется (см. выше).
Рабочий режим. Управляющий сенсор выполняет согласование работы приводных двигателей кольцевой формы и прокатного стана.
Одно из основных условий равномерной работы многоклетьевого стана – создание постоянного потока прокатной заготовки в каждой клети, исключающего пульсации скорости прокатки. При переходе из клети в клеть лента-заготовка не должна испытывать продольных сжимающих, растягивающих нагрузок, или эти нагрузки должны быть допустимо тек.
Процесс регулировки рабочего зазора между прокатными роликами в каждой клети называется калибровкой, осуществляется при помощи колибровочных прокладок, определяющих позиционирование верхнего валка.
Степень обжатия указывает фактическую величину деформации (обжатия) в процентах после каждой клети и определяется по формуле (А0-А1)/А0*100%,
А0 – толщина ленты на входе в зев валков
А1 – толщина ленты на выходе из зева валков.
Операция сушки обеспечивает получение плотно намотанного рулона ленты, очищенного от остатков эмульсионной смазки и воды.
Похожие работы

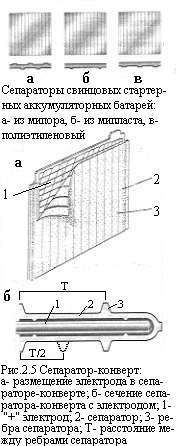
... батарей важна также дешевизна и доступность сырья, простота изготовления. В свинцовых аккумуляторах применяют сепараторы из мипора, мипласта, поровинила, пластипора и винипора. В стартерных свинцовых аккумуляторных батареях устанавливают сепараторы из мипора и мипласта. Мипор (микропористый эбонит) получают в результате вулканизации смеси натурального каучука с силикагелем и серой. К недостаткам ...
... 0,5 данные виды работ следует предусматривать по кооперации на других предприятиях или специально оговариваться заданием на проектирование. 1.17. При разработке технологической части проекта следует использовать типовые технологические процессы ТО и ремонта подвижного состава автомобильного транспорта, разработанные научными организациями с применением прогрессивной технологии и оборудования. ...

... методами переработки свинцового аккумуляторного лома, где капитальные затраты меньше, чем в пирометаллургии. В этих методах предотвращается загрязнение окружающей среды парами свинца и сернистыми газами. Глава 3. ИЗВЛЕЧЕНИЕ СВИНЦА ИЗ ЛОМА АККУМУЛЯТОРНЫХ БАТАРЕЙ Известные процессы для извлечения свинца из лома аккумуляторных батарей предусматривают использование отражательной печи или шахтной ...
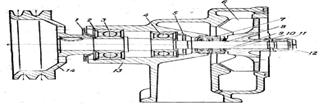
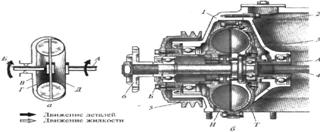
... ; 5 - водоотражатель; 6 - крыльчатка; 7 - сальник; 8 - вал; 9 - уплотнительное кольцо; 10 - упорное кольцо; 11 - шайба; 12 - колпачковая гайка; 13 - корпус; 14 – шкив. На двигателе автомобиля КамАЗ вентилятор расположен отдельно от водяного насоса и приводится в действие через гидравлическую муфту. Гидромуфта (рис.5, а) включает в себя герметический кожух В, заполненный жидкостью. В кожухе ...
0 комментариев