Технологическая часть
Расчет трудоёмкости и себестоимости вариантов технологических процессов
Основные экономические параметры вариантов технологического процесса
Расчет нормирования операций
Переход зенкеровать отв. На проход D52H12
Об/мин
Расчет требуемой силы зажима и выбор силового механизма
Работа автоматизированного рабочего места
Рассчитаем силу каретки
Проектирование механического цеха
Экономическая часть
Расчет стоимости оборудования и транспортных средств
Охрана окружающей среды. Техника безопасности
Микроклимат
Требования безопасности к производственным помещениям и организации рабочих мест
Требования к организации рабочих мест
Средства защиты рабочих
Твердые отходы
Воздух
Навигация
Воздух
Устранение слабых сторон заводского технологического процесса
106716
знаков
38
таблиц
6
изображений
7.5.3. Воздух
Современное машиностроение развивается на базе крупных производственных соединений, включающих заготовительные и кузнечно-прессовые, литейные цеха, цеха механической обработки металлов.
| Примеси | Основные источники | Среднегодовая концентрация в воздухе, мг/м3 | |
| Естественные | Антропогенные | ||
| Твердые частицы | Пылевые бури, лесные пожары | Сжигание топлива в промышленных установках | В городах 0,04-0,4 |
| SO2 | Окисление серы и сульфатов | То же | В городах до 1,0 |
| Noх | Лесные пожары | Автотранспорт, ТЭЦ | В районах с разви-той промышлен-ностью до 0,2 |
| CO | Лесные пожары, выделения океанов | Автотранспорт, промышленные энергоустановки, черная металлургия | В городах от 1 до 50 |
| Летучие углеводороды | Природный метан, природные терпены | Дожигание отхо-дов, испарение нефтепродуктов | В районах с разви-той промышлен-ностью до 3,0 |
| Полициклические, ароматические углеводороды | - | Нефтеперерабатывающие заводы | В районах с разви-той промышлен-ностью до 0,01 |
В процессе производства машин и оборудования широко используют сварочные работы, механическую обработку металлов и т. П. Аппараты очистки вентиляционных и технологических выбросов в атмосферу делятся на: пылеуловители (сухие, электрические, фильтры, мокрые); туманоуловители (низкоскоростные и высокоскоростные); аппараты для улавливания паров и газов (абсорбционные, хемосорбционные, адсорбционные и нейтрализаторы); аппараты многоступенчатой очистки (уловители пыли и газов, уловители туманов и твердых примесей, многоступенчатые пылеуловители).
8. Патентные исследования
Задачи патентных исследований: поиск лучших отечественных аналогов.
Поиск проведен по следующим материалам:
| Предмет поиска | Цель поиска информации | Страны поиска | Классифи-кационные индексы: МКИ, МПК | Наименование источников информации, по которым проводится поиск |
| Патентная документация | ||||
| Зенкер | Повышение точности обработки отверстий, расширение технологических возможностей зенкера | РФ | В23В51/10 В23В29/034 В25D1/04 | Интернет www.rupto.ru Www.fips.ru |
Патентная документация, отобранная для последующего анализа.
1) Патент на изобретение
| Номер публикации | 2131332 | |
| Вид документа | C1 | |
| Дата публикации | 1999.06.10 | |
| Страна публикации | RU | |
| Регистрационный номер | 98102423/02 | |
| Дата подачи заявки | 1998.02.13 | |
| Дата публикации заявки | 1999.06.10 | |
| Номер редакции МПК | 6 | |
| Основной индекс МПК | В23В51/10 | |
| Название | Зенкер | |
| Имя заявителя | Алтайский государственный технический университет им.И.И.Ползунова | |
| Имя изобретателя | Балашов А.В., Черепанов А.А., Татаркин Е.Ю., Попович В.С. | |
| №2131332. Реферат |
| ||
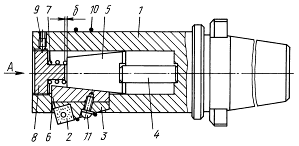
Изобретение относится к металлообработке и предназначено для использования при обработке отверстий. Зенкер содержит корпус 1 с отверстием, выполненным вдоль его продольной оси, размещенные в нем державки 3 с закрепленными на них ревущими пластинами 2, а также клинья 6, упругий элемент 10, охватывающий наружные поверхности державок 3, запорный элемент 8, конический клин 5 и вставку 4, выполненную из материала с высоким коэффициентом линейного расширения. При этом вставка 4 одним своим концом контактирует с корпусом 1, а другим - с торцом конического клина 5, установленного с возможностью осевого перемещения и подпружиненного относительно запорного элемента 8. В результате использования такой конструкции инструмента повышается производительность обработки при сохранении шероховатости отверстия.
2) Патент на изобретение
| Номер публикации | 2130362 | ||
| Вид документа | С1 | ||
| Дата публикации | 1999.05.20 | ||
| Страна публикации | RU | ||
| Регистрационный номер | 98101226/02 | ||
| Дата подачи заявки | 1998.01.19 | ||
| Дата публикации заявки | 1999.05.20 | ||
| Номер редакции МПК | 6 | ||
| Основной индекс МПК | B23B51/10 | ||
| Название | Зенкер | ||
| Имя заявителя | Алтайский государственный технический университет им.И.И.Ползунова | ||
| Имя изобретателя | Балашов А.В., Черепанов А.А., Татаркин Е.Ю., Попович В.С. | ||
| №2130362. Реферат |
| |
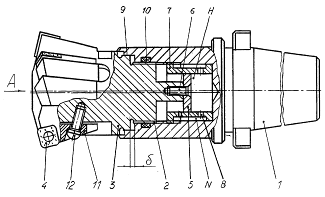
Использование: металлообработка и обработка отверстий инструментом, оснащенным многогранными пластинами. Зенкер содержит корпус с эксцентричным резьбовым отверстием и эксцентрично установленную в нем головку с режущими пластинами, расположенными асимметрично в угловом и радиальном направлениях, снабжен размещенными в эксцентричном резьбовом отверстии плунжером, закрепленным на головке, и втулкой, закрепленной в корпусе и имеющей отверстия. При этом плунжер и втулка образуют полость, заполненную вязкой жидкостью и сообщающуюся с полостью, ограниченной наружной боковой поверхностью втулки и внутренней поверхностью корпуса. Технический результат: повышение точности обработки отверстий и расширение технологических возможностей зенкера.
|
|
3) Патент на изобретение.
| Номер публикации | 2056224 | ||
| Вид документа | Cl | ||
| Дата публикации | 1996.03.20 | ||
| Страна публикации | RU | ||
| Регистрационный номер | 93010059/08 | ||
| Дата подачи заявки | 1993.02.26 | ||
| Дата публикации формулы изобретения | 1996.03.20 | ||
| Номер редакции МПК | 6 | ||
| Основной индекс МПК | B23B51/10 | ||
| Название | Сборный зенкер с вставными ножами | ||
| Имя заявителя | Ульяновский государственный технический университет | ||
| Имя изобретателя | Демидов В.В., Киреев Г.И. | ||
| №2056224. Реферат |
| |
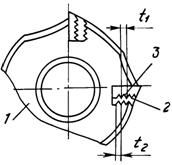
Использование: в области обработки металлов резанием. Сущность изобретения: зенкер содержит корпус 1 с клиновидными пазами, на одной из боковых поверхностей которого выполнены продольные рифления. На клине 2 выполнены рифления на обеих сторонах, отличающиеся между собой шагами t1 и t2 на величину, равную половине разности между необходимым диаметром вылета ножей и диаметром вылета изношенных ножей. На ноже 3 рифления выполнены со стороны, прилегающей к клину.
4) Патент на изобретение.
| Номер публикации | 2043879 | ||
| Вид документа | С1 | ||
| Дата публикации | 1995.09.20 | ||
| Страна публикации | RU | ||
| Регистрационный номер | 5015358/08 | ||
| Дата подачи заявки | 1991.10.17 | ||
| Дата публикации формулы изобретения | 1999,02,10 | ||
| Номер редакции МПК | 6 | ||
| Основной индекс МПК | В23В51/10 | ||
| Название | Зенкер А.В. Пожидаева | ||
| Имя заявителя | Пожидаев Александр Валентинович | ||
| Имя изобретателя | Пожидаев Александр Валентинович | ||
| №2043879. Реферат |
| |
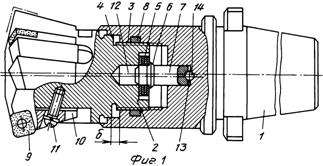
Использование: в области металлообработки, в частности при обработке отверстий инструментом, оснащенным многогранными пластинами. Сущность изобретения: зенкер включает режущие пластины 9. При их затуплении повышается тепловыделение из зоны резания и температура инструмента, а максимальный износ получает режущая пластина, которая за счет эксцентриситета наиболее удалена от оси вращения. При нагревании шайбы 5, контактирующей с кольцевым выступом 6 стержня 7, до температуры проявления эффекта памяти формы ее внутренний диаметр увеличивается, становится больше диаметра кольцевого выступа и шайба проходит за кольцевой выступ, при этом головка зенкера получает возможность осевого перемещения до соприкосновения кольцевого выступа с очередной шайбой. Поскольку головка зенкера поворачивается в эксцентричном резьбовом отверстии 3, то при повороте головки менее затупленные режущие пластины 9 выдвигаются в зону, где раньше находилась изношенная режущая пластина, т.е. Происходит самонастройка. Аналогично осуществляется поворот головки зенкера при проявлении эффекта памяти формы у других шайб, имеющих более высокие температурные интервалы проявления эффекта памяти формы и расположенных в порядке повышения указанных температурных интервалов.
| Номер публикации | 2002128091 |
| |
| Вид документа | А |
| |
| Дата публикации | 2004.04.10 |
| |
| Страна публикации | RU |
| |
| Регистрационный номер | 2002128091/02 |
| |
| Дата подачи заявки | 2002.10.18 |
| |
| Дата публикации заявки | 2004,04,10 |
| |
| Номер редакции МПК | 7 |
| |
| Основной индекс МПК | В23В29/034 |
| |
| Название | Устройство к сверлильному станку для зенкерования отверстий с обратной стороны |
| |
| Имя заявителя | Ульяновский государственный технический университет |
| |
| Имя изобретателя | Розенберг Юрий Вениаминович |
| |
| №2002128091. Реферат | ||
5) Заявка на изобретение.
Устройство к сверлильному станку для зенкерования отверстий с обратной стороны, содержащее корпус с установленным в нем зенкером, закрепленный в зенкере перпендикулярно его оси с выходом в отверстие упор, используемое в качестве поводка установленное в шпинделе станка сверло, втулку для установки в ней зенкера и размещенную между зенкером и втулкой пружину, отличающееся тем, что зенкер снабжен дополнительно введенным в устройство ограничителем прямого осевого перемещения сверла в отверстии зенкера.
6) Заявка на изобретение.
| Номер публикации | 96112287 |
| |
| Вид документа | А |
| |
| Дата публикации | 1998.09.10 |
| |
| Страна публикации | RU |
| |
| Регистрационный номер | 96112287/02 |
| |
| Дата подачи заявки | 1996.06.14 |
| |
| Дата публикации заявки | 1998.09.10 |
| |
| Номер редакции МПК | 6 |
| |
| Основной индекс МПК | B25D1/04 |
| |
| Название | Устройство для снятия заусенцов |
| |
| Имя заявителя | АО “Научно-технический центр изобретателей” |
| |
| Имя изобретателя | Зотова В.В., Никитин С.И., Коршунов Н.А., Козловский В.И. |
| |
| №96112287. Реферат | ||
Устройство для снятия заусенцев в отверстии, содержащее зенкер с хвостовиком для соединения с приводом, отличающееся тем, что для улучшения центрирования и увеличения силы резания, устройство снабжено эксцентриковым роликом с рукояткой, резьбовой шпилькой на пальце эксцентрика, центрирующей опорной втулкой на резьбовой шпильке и гайкой, в зенкере выполнено центральное сквозное отверстие под резьбовую шпильку, на хвостовике зенкера выполнено храповое колесо, снабженное подпружиненным фиксатором, установленным в ручке привода.
Вывод: лучшим отечественным аналогом расточного резца является техническое решение по патенту № 2130362 РФ. Технический результат данного решения: повышение точности обработки отверстий и расширение технологических возможностей зенкера. С точки зрения внедрения данной разработки для обработки детали «Держатель» позволит улучшить качество обработанной поверхности.
Заключение
В данной работе был составлен новый технологический процесс, который базируется на новом, современном оборудовании – преимущественно на многоцелевых станках. При расчете оптимального варианта технологического процесса многоцелевые станки показали более высокую производительность и экономичность.
С применением нового оборудования связано снижение себестоимости и трудоемкости изготовления детали, повышение производительности труда, снижение количества занятых производственных рабочих, снижение времени переналадки. Многоцелевые станки обеспечивают взаимозаменяемость деталей в серийном и мелкосерийном производстве, полную ликвидацию разметочных и слесарно-притирочных работ, концентрацию переходов обработки на одном станке, что приводит к сокращению времени на установку и снятие детали, уменьшению брака по вине рабочего. Повышение производительности за счет оптимизации технических параметров, автоматизации всех перемещений позволяют сократить количество всех станков.
Применение новых станков и технологий позволяет решить ряд социально-экономических задач: улучшение условий труда, уменьшение доли тяжелого, малоквалифицированного ручного труда, уменьшение состава работников механообрабатывающих цехов, повышения культурного уровня работающих.
Список используемой литературы
1. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: учебное пособие для машиностроительных специальностей вузов, -- 4-е издан., перераб. и доп. -- Минск: Вышэйшая школа, 1983. -- 256 с.
2. Обработка металлов резанием: Справочник технолога / Под.ред. Панова А.А. - М., 1988. 325 с.
3. Марочник сталей и сплавов / В.Г.Сорокин, А.В. Волосникова, С.А.Вяткин и др.; Под общ. Ред. В.Г.Сорокина -- М.: Машиностроение, 1989. -- 640 с.
4. Справочник технолога-машиностроителя / Под ред. А.Г. Косиловой, Р.К. Мещерякова. -- М.: Машиностроение, 1985. --Т.1. -- 656 с.
5. Технологичность конструкции иделий: Справочник / Т.К.лферова, Ю.Д. Амиров, П.Н. Волков и др.; Под ред. Ю.Д. Амирова. -- М.: Машиностроение, 1985. -- 368 с.
6. Королев А.В., Шапошник Р.К. Технологичность конструкции изделий. Методические указания к курсовому и дипломному проектам по курсу "Технология машиностроения". -- Саратов: СПИ. -- 1985.-- 16 с.
7. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. -- М.: Машиностроение, 1974. -- Ч. 1. 415 с.
8. Общемашиностроительные нормативы вспомогательного производства на обслуживание рабочего места и подготовительно-заключительного времени для технического нормировщика станочных работ. -- М.: Машиностроение, 1974. -- Ч. 1. 419 с.
9. Барац Я.И., Козлов Г.А. Расчет оптимальных режимов резания с помощью ЭЦВМ "НАИРИ-К": Руководство к лабораторной работе. -- Саратов: СПИ, 1982. -- 24 с.
10. Горохов В.А. Проектирование и расчет приспособлений. -- Минск: Высшая школа, 1986. -- 238 с.
11. Станочные приспособления: Справочник / Под ред. Б.Н. Вардашкина, А.А. Шатилова, В.Н. Данилевского. -- М., 1984. -- Т. 1. -- 592 с.
12. Альбом по проектированию приспособлений: учебное пособие для студентов машиностроительных специальностей вузов / Б.М. Базров, А.И. Сорокин, В.А. Губарь и др.-- М.: Машиностроение, 1991. -- 121 с.
13. Родин П.Р. Металлорежущие инструменты: Учебник для Вузов. -- 3-е изд., перераб. И доп. -- К.: Высшая шк. Головное Изд-во, 1986. -- 455 с.
14. Руководство по проектированию металлорежущих инструментов: Учеб. Пособие для вузов по специальности "Технология машиностроения, металлорежущие станки и инструменты"/ Под общ. Ред. Г.Н.Кирсанова. -- М.: Машиностроение, 1986. -- 288 с.: ил.
15. Шапошник Р.К., Серов Ю.И. Расчет участков, механических и механосборочных цехов. Методические указания для дипломного проектирования и практических работ для студентов специальности 120100. -- Саратов: СГТУ, 1993. -- 42 с. 16. Мартыщенко Л.Ф., Мохнаткина В.В. Охрана труда.
16. Методические указания по разработке вопросов охраны труда в дипломных проектах для студентов специальности 0501. -- Саратов: СПИ, 1981. -- 24 с.
17. Безопасность производственных процессов. Под общей редакцией д-ра тех. Наук Белова С.В. -- М.: Машиностроение, 1985.
18. Ансеров Ю.М., Дурнев В.Д. Машиностроение и охрана окружающей среды. -- М.: Машиностроение, 1979.
19. Миллер Д.П. Организация и планирование производства. Управление предприятием. Методические указания к курсовой работе для студентов 5 курса специальности 210. -- Саратов: СПИ, 1992. -- 10 с.
20. Организация, планирование и управление Машиностроительным производством: учебное пособие / Под общ. ред. Б.Н. Захаровой. -- М.: Машиностроение, 1989.
Похожие работы





... детали узла. Завершающим этапом курсового проекта будет разработка технологической документации на восстановление рабочей фаски наплавкой и карты технологического процесса ремонта крышки цилиндра дизеля ПД-1М в объёме ТР-1. 1. Разработка технологического процесса ремонта цилиндрической крышки дизеля ПД-М Описание конструкции узла 1 - впускной клапан (ПД-1М-09-009, сталь Х9С2); 2 - ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
0 комментариев