Технологическая часть
Расчет трудоёмкости и себестоимости вариантов технологических процессов
Основные экономические параметры вариантов технологического процесса
Расчет нормирования операций
Переход зенкеровать отв. На проход D52H12
Об/мин
Расчет требуемой силы зажима и выбор силового механизма
Работа автоматизированного рабочего места
Рассчитаем силу каретки
Проектирование механического цеха
Экономическая часть
Расчет стоимости оборудования и транспортных средств
Охрана окружающей среды. Техника безопасности
Микроклимат
Требования безопасности к производственным помещениям и организации рабочих мест
Требования к организации рабочих мест
Средства защиты рабочих
Твердые отходы
Воздух
Навигация
Рассчитаем силу каретки
Устранение слабых сторон заводского технологического процесса
106716
знаков
38
таблиц
6
изображений
2. Рассчитаем силу каретки
Sкар=а*в=0,19*1,1=0,209 м2
Мкар= Sкар*hкар*![]() =0,209*0,12*7850=196,9 кг
=0,209*0,12*7850=196,9 кг
Gкар=m*g=196,9*9,8=1929 Н
Ркар= G![]() =1929*0,15=289,4 Н
=1929*0,15=289,4 Н
3. Найдем ускорение для:
А) каретки акар=V2/t=353,252/0,3=0,416 м/с
Б) стол ![]() ст=ак/R2=0.416/900=4.6 м/с
ст=ак/R2=0.416/900=4.6 м/с
Тогда: Р=16,3+108,7*0,46+289,4+819,1+196,9*4,16=1261,5 Н
Общее потребное усилие Рпресса+1261,5 Н
Расчет циклограммы
Тц=45/2*60=0,375 с
Время удара 10% от Тц, следовательно tуд=0,0375 с
Время поворота револьверного стола 0,11 с
Время действия фиксатора 0,02 с
Работа револьверного стола
На чертеже показаны штампы с механизмом подачи штучной заготовки – револьверный стол. Заготовка с помощью пресса вырубается из полосы и подеется на одну из позиций револьверного стола. Стол вращается и при его периодическом повороте заготовка попадает в рабочую зону штампа, где подвергается формообразованию. Клин перемещает ползушку справа на лево. При ходе ползуна пресса собачка, установленная на ползушке, поворачивает диск револьверного стола на одно деление. Диск после поворота фиксируется защелкой, заходящей в специально предусмотренные для этой цели вырезы на боковой поверхности. При дальнейшем ходе верхней части штампа вниз пуансон производит требуемое формообразование заготовки. При ходе ползуна пресса с верхней частью штампа вверх плоскость клина выходит из контакта с роликом ползушки, и последнее возвращается в исходное положение, в котором собачка заскакивает во впадину храпового зуба револьверного стола (диска), после чего цикл повторяется.
3.3. Проектирование гибочного штампа
Гибка – одна из наиболее распространенных формоизменяющих операций холодной штамповки для получения разнообразных деталей из листового материала, профильного проката, труб и проволоки.
Гибка характеризуется относительным поворотом части заготовки вокруг лини гиба.
Гибка представляет собой процесс упругопластической деформации, протекающей различно с обеих сторон изгибаемой заготовки. Слои металла, расположенные ближе к внутренне й поверхности изгибаемого участка, испытывают сжатие, а слои, расположенные у внешней поверхности, - растяжение.
1. Анализ технологичности детали:
1) Rmin=ks
K=0.8 (гибка заусенцами внутрь, линия гиба параллельна направлению проката)
Rmin=0,8*0,5=0,4 мм
2) Угол пружинения (![]() 35кг/мм2; R/S=2, S до 0,8 мм)
35кг/мм2; R/S=2, S до 0,8 мм)
![]() =2
=2
3) в=Sh=(0,1-0,3)S=0,2*0,5=0,1 мм
2. Усилие гибки ( П- образная гибка с прижимом без правки)
Р=0,7 4904 кг
4904 кг
3. Конструктивные размеры штампа:
1) Радиусы скругления пуансона берм по изделию;
2) Глубина матрицы H = 15 мм;
3) Радиус скругления матрицы R2 = 3 мм;
4) Зазор между матрицей и пуансоном на сторону:
Z = S+S+f = 0.5+0.07+0.1 = 0.67 мм.
3.4. Проектирование режущего инструмента
Зенкеры – осевой режущий инструмент, предназначенный для повышения точности формы отверстия, полученных после сверления, отливки, ковки, штамповки, а также для обработки торцевых поверхностей бобышек, выступов и др. Зенкеры для обработки цилиндрических отверстий применяют для окончательной обработки отверстий с допуском по 11, 12-му квалитетам и обеспечивают параметры шероховатости поверхности Rz = 20…40 мкм или для обработки отверстий под последующее развертывание..
Расчет на прочность слабого сечения:
![]() ;
;
![]()
![]()
![]()
![]()
Расчет на продольный изгиб:
[Px]![]() 2.467EI/l2;
2.467EI/l2;
I=Пd4/64![]() 0.05d4
0.05d4
[Px]![]() 2.467*E0.05d4/ l2=2.467*2*104*0.05*304/1452=3287 Н
2.467*E0.05d4/ l2=2.467*2*104*0.05*304/1452=3287 Н
4. Проектирование механического цеха и разработка участка 4.1. Расчет количества основного производственного оборудования На основании данных о трудоемкости годовой программы выпуска деталей по участку составляется таблица для расчета количества станков каждого типоразмера (Приложение 1).
Расчетное количество станков данного типа определятся по формуле:
 ,
,
Где Ср – расчетное количество станков данного типоразмера,
Тшт-кS – трудоемкость годового количества всех деталей на станках данного типоразмера в станко-часах,
Фд.об – действительный годовой фонд времени работы оборудования при 2-х сменной работе в часах.
Принятое число станков каждого типоразмера получаем округлением расчетного числа до ближайшего большего целого.
Станок 2204ВМФ4: 
Станок 2Н150: 
Станок 16А20Ф3: 
Станок 2Н55: 
Станок 1В340Ф30: 
Станок 6Р13Ф3: 
Станок 3А151: 
Станок 775: 
Станок 5Е32: 
Станок К94: 
Максимальную трудоемкость годового выпуска имеет деталь "держатель", следовательно, для данного участка она является ведущей, т. Е. Расстановку оборудования по участку будем выполнять с учетом последовательности ее обработки.
Для определения степени загруженности по времени станков данного типоразмера пользуются коэффициентом загрузки оборудования, который определяется отношением расчетного числа станков к принятому:

Станок 2204ВМФ4: 
Станок 2Н150: 
Станок 16А20Ф3: 
Станок 2Н55:
Станок 1В340Ф30:
Станок 6Р13Ф3:
Станок 3А151:
Станок 775:
Станок 5Е32:
Станок К94:
Средний коэффициент загрузки оборудования по участку, отделению или цеху:
Рассчитанное значение среднего коэффициента загрузки станков по участку находится в пределах нормы для серийного производства. Построенный на основании расчета график загрузки оборудования приведен на рисунке 1.
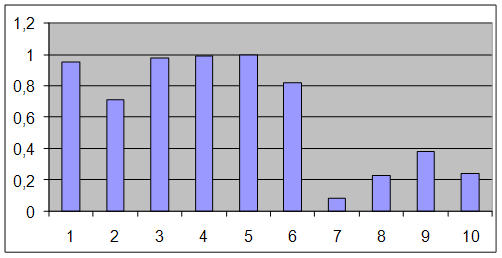
Рисунок 1. График загрузки станков на участке
Где 1 – станок 2204ВМФ4,
2 – 2Н150,
3 – 16А20Ф3,
4 – 2Н55,
5 – 1В340Ф30,
6 – 6Р13,
7 – 3А151,
8 – 775,
9 – 5Е32,
10 – К94.
4.2. Расчет количества работающих
К производственным рабочим механических цехов относятся станочники, операторы и наладчики автоматических линий, разметчики, слесари по промежуточным слесарно-сборочным работам, мойщики деталей. Так как в задании производственная программа участка выполняется на универсальных станках, то для проектируемого участка определяем только количество станочников по группам станков (профессиям - токарей, сверловщиков и т.д.). Число станочников можно определить по числу станков Сп цеха или участка:

Для универсальных станков (токарных, фрезерных, шлифовальных, сверлильных и др.) Коэффициент многостаночного обслуживания Км = 1. Кз, Ки - коэффициенты загрузки и использования оборудования; для единичного, мелкосерийного и среднесерийного производства принимаются = 0,85 (коэффициент загрузки оборудования для проектируемого участка Кз = 0,82 примем на основании расчетов).
Количество токарей (станки 16А20Ф3 и 1В340Ф30):

Количество сверловщиков (станки 2Н150 и 2Н55):

Количество фрезеровщиков (станки 2204ВМФ4 и 6Р13Ф3):

Количество шлифовщиков (станок 3А151):

Количество зубообкатчиков (станок 5Е32):

Количество протягивальщиков (станок 775):

Количество кузнецов (станок К94):
Общее количество станочников на участке - 40 чел. Общее количество производственных рабочих в цехе (4 участка) - 160 чел. Прочий цеховой персонал (в соответствии с нормами для серийного производства):
- Вспомогательные рабочие (18 - 20% производственных) - 32 чел.
- ИТР (9,5 - 11% вспом. + произв. Рабочих) - 19 чел.
- Служащие (1,4 - 2% вспом. + произв. Рабочих) - 3 чел.
- Работники ОТК (4 - 6% вспом. + произв. Рабочих) - 9 чел.
Количество младшего обслуживающего персонала (уборщиков стружки, помещений и т.д.) Уточняется после разработки компоновки цеха. 4.3. Планировка расположения оборудования на участкеОсновным принципом при составлении плана расположения оборудования на участке и в цехе является обеспечение прямоточности движения деталей в процессе их обработки в соответствии с технологическим процессом. Для цехов серийного производства применяется расположение станков по порядку технологических операций. Станки располагаются в соответствии с технологическими операциями для обработки одноименных или нескольких разноименных деталей, имеющих схожий порядок операций. В мелкосерийном и среднесерийном производстве каждая группа станков выполняет обработку нескольких деталей, имеющих аналогичный порядок операций, т.к. Загрузить полностью все станки одной деталью не всегда возможно.
При разработке планировки обязательно должны быть учтены нормативы для расстояний станков между собой, между станками и элементами зданий, предусмотрены проезды и проходы для обеспечения транспортировки
Деталей по участку и соблюдены нормы техники безопасности при расположении рабочих мест у станков. Пример организации рабочего места фрезеровщика приведен на рисунке 2.
Похожие работы





... детали узла. Завершающим этапом курсового проекта будет разработка технологической документации на восстановление рабочей фаски наплавкой и карты технологического процесса ремонта крышки цилиндра дизеля ПД-1М в объёме ТР-1. 1. Разработка технологического процесса ремонта цилиндрической крышки дизеля ПД-М Описание конструкции узла 1 - впускной клапан (ПД-1М-09-009, сталь Х9С2); 2 - ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
0 комментариев