Назначение покрытия
Требования к никелевому покрытию
Рабочие параметры основного оборудования
Количество автооператоров
Методы контроля прочности сцепления покрытий
Расход анодов
Расчет энергозатрат на производство операций
Расход пара и сжатого воздуха
Вентиляция
Расход электроэнергии
Расходы на инвестиции в автоматизацию производства
Зарплата вспомогательных рабочих
Расход электроэнергии
Калькуляция затрат на выполнение заказа
Навигация
Расход анодов
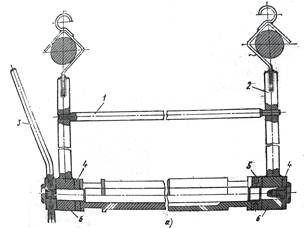
Хромирование деталей на подвесках
96892
знака
33
таблицы
0
изображений
4.3 Расход анодов
Расчет норм расхода растворимых анодов.
Норма расхода растворимых анодов устанавливается на 1м2 поверхности покрытия при толщине слоя 1мкм с учетом неизбежных потерь и отходов по формуле:
На=1,06γ, (4.8)
где 1,06-коэффициент, который учитывает технологические потери на шламообразование, неиспользованные остатки и т.п. Масса покрытия площадью 1м2 и толщиной 1мкм численно равна плотности металла покрытия, поэтому вместо массы покрытия в формуле стоит величина γ.
На=1,06∙7,0=7,42
Годовой расход растворимых анодов
Qа=НаδSгод/1000 (4.9)
где δ-толщина покрытия, мкм; Sгод-поверхность покрываемая в год, м2.
Qа=7,42∙1,0∙5000/1000=37,1 кг
Расчет расхода нерастворимых анодов (растворов).
Норма расхода устанавливается с учетом технологических потерь на шламообразование и отходы, а также сменяемости толщины электродов.
Норму расхода подсчитывают по формуле:
На= Кс Кs d γ Tобр/ КобФв60∙10-3, (4.10)
где Кс-коэффициент сменяемости анодов (катодов) в год; Кs-коэффициент, учитывающий отношение анодной (катодной) поверхности ко второму электроду; d-толщина анода (катода) мм; γ - плотность материала анода (катода), г/см3; Tобр-время обработки, мин; Коб-коэффициент использования оборудования.
При твердом и декоративном хромировании Кс=1, а Кs=2.
На=1,0∙2,0∙100∙7,0∙5,8/0,93∙2624∙60∙10-3=55,5г/м2
Расчет норм расхода анодов на запуск оборудования.
Расход растворимых и нерастворимых анодов (катодов) определяют по формуле:
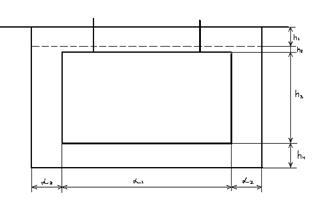
Ĥа=n K1 K2 Lвн Нвн γ d/1000, (4.11)
где K1-коэффициент, учитывающий суммарную ширину анодов по отношению к длине ванны, K1=0,6; K2-коэффициент, учитывающий отношение длины анодов к высоте ванны, K2=0,8; n-число анодных (катодных) штанг; Lвн, Нвн-длина и глубина ванны, см; d-толщина анода (катода), см; γ-плотность металла анода (катода), г/см3.
Ĥа=3∙0,6∙0,8∙80∙95∙7∙10/1000=766г/м2
Все данные по расчету расхода годовых количеств химикатов и анодов (катодов) сводятся в табл. № 4.2, 4.3.
Расчет годового расчета химикатов
Табл. № 4.2
| Операция | Компонент | Концентрация, г/л | Толщина покрытия, мкм | Нх, г/м2 | Sгод, м2 | Qх, кг |
| хромирование | Хромовый ангидрид | 300 | 1 | 81,5 | 5000 | 337,5 |
Расчет годового расхода анодов
Табл. № 4.3
| Операция | Толщина покрытия, мкм | На | Ĥа | Sгод, м2 | Qа, кг |
| г/м2 | |||||
| хромирование | 1 | 55,5 | 766 | 5000 | 37,1 |
4.4 Расход воды
Вода расходуется в основном на промывку деталей. Вода после промывки попадает в канализацию, поэтому целью промывки является не только удаление растворов с поверхности деталей, но и их минимальное попадание в сточные воды. Существует две схемы промывки: одноступенчатая и многоступенчатая. Одноступенчатая промывка применяется в тех случаях, когда растворы имеют низкую концентрацию или после какой-то операции не требуется тщательной промывки, например между химическим и электрохимическим обезжириванием, осветлением и пассивированием, между дополнительной активацией в цианидном растворе и нанесением покрытий в цианидном электролите и т.д. Многоступенчатую промывку применяют после химического или электрохимического обезжиривания, перед нанесением покрытий в кислых электролитах, после анодного окисления, электрохимического полирования, в других случаях.
Многоступенчатая промывка делится на прямоточную и противоточную. Методы промывки могут быть различными: погружной, струйный, комбинированный. При обработке деталей на подвесках, имеющих пазы, углубления и т.д. , а также при обработке деталей насыпью применяется погружной способ; при обработке деталей простой конфигурации – струйный; при обработке деталей сложной конфигурации без пазов и углублений и после обработки в трудносмываемых растворах – комбинированный.
Расход воды (л/м2) для любой промывки в соответствии с ГОСТ 9.305-84 определяется по формуле:
QNP=qNN√K°F, (4.12)
где q-удельный вынос электролита (раствора) из ванны поверхностью деталей; N-число ступеней (ванн) промывки; К°-критерий окончательной промывки деталей; F-промываемая поверхность загрузки ванн, м2/ч (соответствует производительности линии). Ориентировочный удельный вынос электролита (раствора) q приведен в табл. № 9.
Критерий окончательной промывки К°, показывающий во сколько раз следует снизить концентрацию основного компонента электролита (раствора), выносимого поверхностью деталей до предельно допустимых значений в последней ванне промывки, определяют по формуле:
К°=С0 /Сп, (4.13)
где С0-концентрация основного компонента в электролите, применяемом для операции, после которой производится промывка, г/л; Сп-предельно допустимая концентрация в воде после операции промывки, г/л.
К°=300/0,015=20000
QNP=0,233√140·20000=0,019л/м2
Значения предельно допустимых концентраций основных компонентов приведены в табл. № 4.5.
Перед промывкой имеется одна ванна улавливания, поэтому удельный расход воды уменьшают вводя коэффициент К1=0,4. ванны улавливания обязательны после хромирования. При струйной промывки коэффициент К2=0,5.
Расчетный расход воды увеличивают в 1,5раза на случай падения напора в водопроводной сети.
QNPрас=1,5·0,019=0,03л/м2
Удельный вынос электролита (раствора)
Табл. № 4.4
| Вид обработки | Удельный вынос, л/м2 | Время стекания, с |
| подвеска | 0,2 | 0,6 |
ПДК химических компонентов в воде
Табл. № 4.5
| Компонент или ион электролита (раствора) | Операция или характеристика электролита (раствора) перед промыкой | Сп, г/л |
| Сr6+ | Межоперационная промывка | 0,015 |
Данные по расчету расхода воды
Табл. №; 4.6
| Способ промывки | q, л/м2 | С0 | Сп | К° | К1 | К2 | F, м2/ч | QNp, л/м2 | 1,5QNp, л/м2 |
| г/л | |||||||||
| Много- ступенчатая | 0,2 | 300 | 0,015 | 20000 | 0,4 | 0,5 | 140 | 0,02 | 0,03 |
Похожие работы
... – 9,0 Повышающие износостойкость пресс-форм, штампов и т.п…………………………9 – 60 Восстанавливающие изношенные размеры……………………………………………до 500 3. ОБЛАСТИ ПРИМЕНЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ. Электролитическое хромирование применяется для внешней отделки изделий, повышения износостойкости, для защиты от коррозии и в ряде других случаев. ...
... или большим 30 г/л и уменьшаться менее чем до 8 г/л. Тетрахроматный электролит. Электролит предназначен исключительно для получения защитно-декоративных покрытий. Он обладает высокой рассеивающей способностью. Выход хрома по току составляет >30 %. Основное преимущество электролита — возможность ведения хромирования при комнатной температуре (18—25 °С). Осадки получаются серыми, однако, будучи ...
... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
... , - форму и точность изготовления детали, ее материал, - твердость рабочих поверхностей, условия работы, вид и характер дефекта, - производственная возможность авторемонтного предприятия, - затраты на восстановление. При выборе оптимального способа восстановления первичного вала коробки передач руководствуемся тремя критериями: 1) применимости, 2) ...
0 комментариев