Назначение покрытия
Требования к никелевому покрытию
Рабочие параметры основного оборудования
Количество автооператоров
Методы контроля прочности сцепления покрытий
Расход анодов
Расчет энергозатрат на производство операций
Расход пара и сжатого воздуха
Вентиляция
Расход электроэнергии
Расходы на инвестиции в автоматизацию производства
Зарплата вспомогательных рабочих
Расход электроэнергии
Калькуляция затрат на выполнение заказа
Навигация
Требования к никелевому покрытию
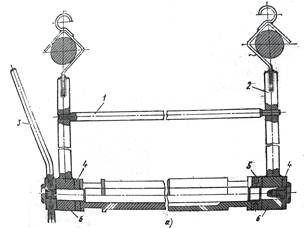
Хромирование деталей на подвесках
96892
знака
33
таблицы
0
изображений
1.8 Требования к никелевому покрытию
Цвет никелевого покрытия серебристо-белый с желтоватым оттенком. Не допускается: отсутствия покрытия на деталях, за исключением мест отмеченных на чертеже; шероховатость, за исключением незначительной на острых гранях рельефных деталей; пузыри, отслаивание, шелушение; темные полосы, желтые пятна, за исключением следов от водяных потеков; неравномерность блеска, полученного при полировании; следы не отмытых солей.
Контроль толщины покрытия деталей никелем проводить капельным методом. Время выдержки одной капли – 30сек. Толщина покрытия, снимаемая за 30сек. При температуре 18-25ºС соответственно 0,67-0,75мкм. Толщина покрытия в соответствии с требованиями конструкторской документации.
1.9 Требование к хромовому покрытию
Цвет защитно-декоративного покрытия без полирования серебристо-серый. Цвет полированного покрытия серебристый с голубоватым оттенком. Цвет твердого (износостойкого) покрытия светло-серый с синеватым или молочно-матовым оттенком. Не допускается: отсутствие покрытия, за исключением мест, отмеченных на чертеже и мест контакта детали с подвеской; дендритообразные наросты и шероховатость, за исключением незначительной на острых гранях рельефных деталей, если это не мешает сборке их в узлы; темные полосы и пятна; неравномерность блеска, полученного при полировании; пузыри, отслаивание и шелушение покрытия; следы не отмытых солей.
2. Параметры действующего гальвано – химического производства
2.1 Основные параметры операций технологического процесса
Подготовительная.
Подготовка рабочего мест.
Промывка органическими растворителями.
При наличии на деталях большого количества смазки или полированной поверхности детали при необходимости погружаются в ванну с бензином. Детали промываются по одной штуке. Переход повторяется еще один раз в ванночке с чистым бензином.
Обдувка сжатым воздухом.
Детали со всех сторон обдуваются сжатым воздухом для удаления остатков влаги. Давление воздуха – 1,5-2атм.
Сборочная.
Детали монтируются на медную проволоку (проволока мягкая медная Ø 0,8-1мм) или приспособление.
Обезжиривание электрохимическое (кроме деталей с полированной поверхностью).
Зачищаются предварительно все токонесущие штанги от окислов и промываются водой.
Аноды – стальные, покрытые никелем (предварительно чистятся и декапирируют в растворе соляной кислоты 50-100г/л и промываются в воде).
Детали на штангу завешиваются так, чтобы они не экранировали друг друга по отношению к аноду. Нижняя деталь на подвеске должна быть выше нижнего края анода на 50мм; от плоскости или грани детали до анода должно быть 100-150мм.
Промывка проточной горячей водой.
Детали промываются в ванне с водой – методом окунания.
Промывка проточной холодной водой.
Детали промываются в ванне с водой – методом окунания.
Активация (декапирование) – кроме деталей с полированной поверхностью.
Детали декапирируют в ванне с раствором путем погружения и покачивания их там.
Промывка проточной холодной водой.
Детали промываются в ванне с водой – методом окунания.
Травление деталей из меди и ее сплавов (кроме БрБ с окислами.)
Детали травятся путем неоднократного окунания их в раствор с промежуточной промывкой в воде. При травлении детали не должны касаться друг друга.
Промывка проточной холодной водой.
Детали промываются в ванне с водой – методом окунания.
Промывка проточной горячей водой.
Детали промываются в ванне с водой – методом окунания.
Обдувка сжатым воздухом.
Детали на подвесках или приспособлениях обдуваются сжатым воздухом для удаления остатков влаги. Давление воздуха 1,5-2атм.
Сушка.
Детали завешиваются в шкаф, предварительно нагретый до 70-110ºС и просушиваются. Воздух в шкафу циркулирует.
Разборка (Демонтаж).
Детали снимаются с приспособления или проволоки и укладываются в тару.
Шлифовальная.
Детали отшлифовываются с целью устранения на них неровностей.
Промывка органическими растворителями.
Обдувка сжатым воздухом.
Детали со всех сторон обдуваются сжатым воздухом для удаления остатков влаги. Давление воздуха – 1,5-2атм.
Изоляция мест, не подлежащих покрытию.
Наносится эмаль на места, не подвергающиеся хромированию при помощи кисточки. Детали держат так, чтобы они были минимально захвачены.
Сушка естественная.
Сушатся на воздухе до полного высыхания эмали.
Сборочная.
Детали монтируется на медную проволоку (проволока мягкая медная Ø 0,8-1мм) или приспособление цепочкой или веером (расстояние между деталями 1-3см). Крупные детали (более 150×180) монтируют по 1-2 штуке.
Детали, требующие покрытия с дополнительными анодами независимо от размеров, монтируют по 1 штуке.
Активация (Декапирование) деталей из меди и ее сплавов (кроме БрБ с окислами.)
Детали декапирируют в ванне с раствором путем погружения и покачивания их там.
Промывка проточной холодной водой.
Детали промываются в ванне с водой – методом окунания.
Меднение.
Предварительно зачищают от окислов все токонесущие штанги.
Чистятся аноды, смывают водой и декапирируют в соляной кислоте.
Аноды помещаются в мешки из ткани «хлорин» и завешиваются на специальные крючки так, чтобы они не были в электролите.
При завешивании деталей в ванну, следят, чтобы детали не экранировали друг друга по отношению к аноду, чтобы детали не касались друг друга.
Детали с внутренними полостями или отверстиями (диаметром более 12мм и длиною более 20мм) покрываются с дополнительными анодами, которые завешиваются внутрь этих полостей или отверстий так, чтобы анод не касался детали. Анод делается в виде стержня нужного размера или пластины. После того как детали подготовлены к покрытию подсчитывают суммарную площадь всех загружаемых деталей в дм2, прибавляют еще 10% этой площади за счет приспособлений и умножают на применяемую плотность тока 2-4 А/дм2.
Промывка в сборнике непроточной холодной водой.
Детали промываются в ванне с водой – методом окунания.
Промывка проточной холодной водой.
Детали промываются в ванне с водой – методом окунания.
Осветление.
Детали осветляют в ванне с раствором путем погружения и покачивания их там.
Промывка проточной холодной водой.
Детали промываются в ванне с водой – методом окунания.
Никелирование.
Зачищают предварительно все токонесущие штанги от окислов и промывают водой.
С поверхности электролита при помощи фильтровальной бумаги убрают следы жира и прочих загрязнений. Аноды чистят и декапирируют в соляной кислоте. Завешивают аноды на крючки из латуни.
Подвески с деталями завешиваются так, чтобы детали на них были полностью погружены в электролит. Детали с внутренними полостями и отверстиями (диаметром более 12мм и длиною 20мм) покрываются с дополнительными анодами, которые завешиваются внутрь этих полостей или отверстий так, чтобы анод не касался детали. Анод – в виде стержня нужного размера или в виде пластины.
До завешивания деталей в ванну рассчитывают суммарный ток на все одновременно загружаемые детали. Для этого поверхность всех деталей (в дм2) умножают на плотность тока (0,6-0,8 А/дм2).
Детали завешивают в ванну, включают покачивание штанги и источник тока. За 5-7мин до окончания процесса две детали сдаются на проверку толщины покрытия. Если нужная толщина достигнута, -отключают источник тока и выгружают детали из ванны, если нет – процесс продолжают, а проверку производят еще раз. Толщина покрытия должна соответствовать требованиям чертежа.
Промывка проточной холодной водой.
Детали промываются в ванне с водой – методом окунания.
Промывка проточной горячей водой.
Детали промываются в ванне с водой – методом окунания.
Обдувка сжатым воздухом (сушка).
Детали со всех сторон обдувают сжатым воздухом для удаления остатков влаги. Давление воздуха – 1,5-2атм.
Сушка.
Детали завешиваются в шкаф, предварительно нагретый до 70-80ºС.
Полировальная механическая (глянцование).
Промывка органическими растворителями.
Детали промывают при помощи марлевого тампона в ванночке из цветного металла.
Обдувка сжатым воздухом (сушка).
Детали со всех сторон обдувают сжатым воздухом для удаления остатков влаги. Давление воздуха – 1,5-2атм.
Хромирование.
Подсчитывают нужный ток, исходя из суммы поверхностей загружаемых деталей (в дм2) и приспособлений, находящихся в растворе, умноженных на заданную плотность тока. Детали завешиваются в ванну на катодную штангу под током при напряжение 6-12В. При хромировании стальных деталей впервые 30с дают обратный ток заданной плотности. При переключении деталей с анода на катод в течение 15-30с дают «толчок» тока (плотность тока в этот момент должна в 2 раза превышать рабочую).
В дальнейшем осаждение ведут в указанном режиме.
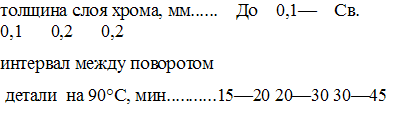
Скорость осаждения при плотности тока 15А/дм2 1мкм за 7мин, при плотности тока 35А/дм2 1мкм за 3 мин.
Толщина покрытия в отверстиях, полостях, вырезах может быть уменьшена до 60% от толщины покрытия по чертежу. В узких или глубоких отверстиях шириной или диаметром до 12мм на глубину более одной ширины или диаметра, а также в узких сквозных отверстиях шириной или диаметром до 6мм на той же глубине электролитического покрытия не будет или оно будет ничтожно мало.
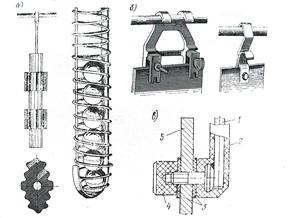
Чтобы обеспечить равномерное распределение тока в электролите – применяют дополнительной формы аноды или дополнительные катоды в виде рамок, исключающие подгорание выступающих частей деталей. Контакт между рамкой, деталями и токоведущими штангами должен быть жестким.
При хромировании внутренних поверхностей обязательно применение внутренних анодов, отвечающих форме полости и имеющих толщины, составляющие 0,4-0,6 от поперечного отверстия.
Промывка в сборнике непроточной холодной водой.
Детали промываются в ванне с водой – методом окунания.
Промывка проточной холодной водой.
Детали промываются в ванне с водой – методом окунания.
Промывка проточной горячей водой.
Детали промываются в ванне с водой – методом окунания.
Обдувка сжатым воздухом (сушка).
Детали со всех сторон обдувают сжатым воздухом для удаления остатков влаги. Давление воздуха – 1,5-2атм.
Сушка.
Детали завешиваются в шкаф, предварительно нагретый до 70-80ºС. (Время сушки до полного испарения влаги).
Разборка (Демонтаж).
Детали снимаются с приспособления или проволоки и укладываются в тару.
Контроль исполнителем качества покрытия – отсутствие подгара на деталях, непокрытых мест, цвета пассивирования.
Снятие изоляционного слоя.
Детали помещаются в ванну с горячей водой. Вынув детали из воды, изоляцию снимают при помощи скальпеля.
Контроль исполнителем - на полное качество изоляции.
Полировальная механическая (глянцование).
Похожие работы
... – 9,0 Повышающие износостойкость пресс-форм, штампов и т.п…………………………9 – 60 Восстанавливающие изношенные размеры……………………………………………до 500 3. ОБЛАСТИ ПРИМЕНЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ. Электролитическое хромирование применяется для внешней отделки изделий, повышения износостойкости, для защиты от коррозии и в ряде других случаев. ...
... или большим 30 г/л и уменьшаться менее чем до 8 г/л. Тетрахроматный электролит. Электролит предназначен исключительно для получения защитно-декоративных покрытий. Он обладает высокой рассеивающей способностью. Выход хрома по току составляет >30 %. Основное преимущество электролита — возможность ведения хромирования при комнатной температуре (18—25 °С). Осадки получаются серыми, однако, будучи ...
... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
... , - форму и точность изготовления детали, ее материал, - твердость рабочих поверхностей, условия работы, вид и характер дефекта, - производственная возможность авторемонтного предприятия, - затраты на восстановление. При выборе оптимального способа восстановления первичного вала коробки передач руководствуемся тремя критериями: 1) применимости, 2) ...
0 комментариев