Назначение покрытия
Требования к никелевому покрытию
Рабочие параметры основного оборудования
Количество автооператоров
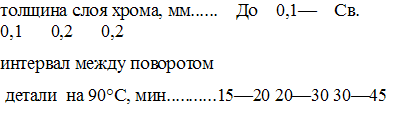
Методы контроля прочности сцепления покрытий
Расход анодов
Расчет энергозатрат на производство операций
Расход пара и сжатого воздуха
Вентиляция
Расход электроэнергии
Расходы на инвестиции в автоматизацию производства
Зарплата вспомогательных рабочих
Расход электроэнергии
Калькуляция затрат на выполнение заказа
Навигация
Количество автооператоров
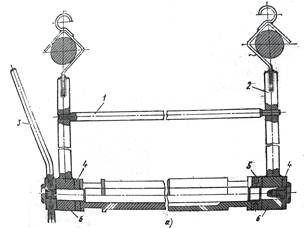
Хромирование деталей на подвесках
96892
знака
33
таблицы
0
изображений
2.4 Количество автооператоров
Табл. № 2.3
| Объем покрытия, м2 | 15000 |
| Габариты подвески, м | 0,6 х 0,5 |
| Величина загрузки на одну катодную штангу, м2. | Y = 0.13 |
| Количество катодных штанг, шт | 2 |
В производстве используется 1 линия.
2.5 Составление растворов и электролитов
Приготовление растворов обезжиривания. Их готовят последовательным растворением всех компонентов в тёплой воде. Твёрдый едкий натр растворяют, поместив его в герметически закрытый специальный аппарат. В приготовленный раствор добавляют поверхностно-активные вещества. Корректирование растворов проводят не реже одного раза в неделю по данным химического анализа на содержание NaOH, тринатрийфосфата и других компонентов.
Чистка ванны производится 1 раз в месяц согласно разработанному графику. Раствор сливается через сливной вентиль и направляется на станцию нейтрализации. Стенки, анод и дно ванны промываются водой из шланга. Упавшие детали складываются в спецсетку, промываются в ванне промывки и отправляются на тележке в склад для разбраковки. Стенки ванны чистят капроновой щеткой. Проверяют пригодность анодов. Очищают анодные штанги шлифовальной шкуркой. После проведения всех работ промывают водой все элементы ванны.
Приготовление раствора для активирования. Полученную концентрированную соляную кислоту растворяют в воде до 100 г/л. При приготовлении раствора нужно кислоту приливать к воде и не в коем случае наоборот, корректировка не реже раза в неделю.
Чистка ванны производится 1 раз в месяц согласно графику. Раствор сливается через сливной патрубок и направляется на нейтрализацию. Чистка ванны активирования аналогична чистке ванны обезжиривания.
Приготовление электролита меднения.
При наличии цианида меди составление электролитов несложно и заключается в постепенном введении ее расчетного количества в концентрированный раствор цианида калия или натрия при подогреве его до 60—70 0С и перемешивании. После образования раствора комплексной соли меди его анализируют на содержание свободного цианида, корректируют, вводят добавки и доливают водой до рабочего уровня ванны. Часто электролит готовят из свежеосажденного основного карбоната меди, получаемого постепенным добавлением карбоната натрия к раствору сульфата меди до тех пор, пока не перестанет выделяться осадок.
Приготовление электролита никелирования.
Электролиз ведется при температуре 45 – 60 0С, iк = 2,5 – 10 А/дм2. Анод - никель. Выход никеля по току 95%. Перемешивание проводят сжатым воздухом.
Для приготовления электролита отдельно растворяются основные кислоты. Затем растворы сливают в ванны в следующем порядке: борная кислота, хлорид натрия. Ванну доводят до рабочего объема, нагревают до 60 - 80 0С и тщательно перемешивают до полного растворения компонентов. Полученный раствор очищают, фильтруют и отстаивают. Для повышения электропроводности в электролитах, содержащих низкую концентрацию сульфата никеля (150 200 г/л), в раствор вводят сульфаты натрия или магния.
Приготовление хромового электролита. Для приготовления электролита рассчитанное количество хромового ангидрида дробится на небольшие куски, загружается в ванну хромирования и заливается для лучшего растворения водой, подогретой до 60-80 градусов. При этом можно использовать водопроводную воду, не загрязненную железом, однако, в районах с жесткой водопроводной водой для этих целей необходимо пользоваться конденсатором или даже дистиллированной водой. После растворения хромового ангидрида раствор перемешивают. Для нормального осаждения хрома рекомендуется содержание в электролите небольшого количества Cr3+, около 2-4 г/л. В готовом электролите производят пробное хромирование. Замена хромового электролита производится через 1-2 года и зависит от интенсивности эксплуатации ванны и загрязнения ее примесями. При эксплуатации ванны следует учитывать, что в процессе электролиза концентрация трехвалентного хрома в электролите изменяется в зависимости от конфигурации деталей. Так, при хромировании деталей, площадь покрытия которых больше площади анода, например, при хромировании внутренней поверхности цилиндра, концентрация трехвалентного хрома в электролите постепенно возрастает. Если же площадь детали катода значительно меньше площади анода, что имеет место при хромировании наружных цилиндрических поверхностей, то содержание трехвалентного хрома в электролите понижается.
Корректирование электролита.
Для поддержания постоянной концентрации CrO3 и H2SO4 электролит периодически корректируют путем введения в него новых порций хромового ангидрида и серной кислоты. Количество добавляемого в ванну хромового ангидрида определяется на основании удельного веса электролита или результатам анализа. Добавление в ванну CrO3 осуществляется ежедневно. Корректирование электролита серной кислотой производится значительно реже. Один раз в 7-10 дней электролит подвергают анализу на содержание трех- и шестивалентного хрома и серной кислоты. На основании анализа рассчитывают недостающее количество H2SO4 и вводят его в электролит. После этого электролит тщательно перемешивают и дают ему отстояться. Поэтому серную кислоту рекомендуется вводить в ванну во время перерывов в работе.
Чистка ванн и электролитов.
1. На всех ваннах не реже одного раза в неделю чистят штанги и аноды железной щеткой и водой.
2. Промывные воды чистят по мере загрязнения , но не реже 1-го раза в месяц.
3. Электролиты фильтруют через бязь по мере загрязнения, но не реже 1-го раза в месяц.
4. Электролиты не подлежащие корректировке, заменять по мере загрязнения и истощения. Электролит обезжиривания заменять по мере загрязнения и истощения, но не реже 1-го раза в месяц.
2.6 Неполадки в работе ванн хромирования
Соблюдение режима электролиза и своевременное корректирование электролита служат залогом получения доброкачественного хромового покрытия. Низкое качество подготовки поверхности перед покрытием и отступления от установленной технологии являются основными причинами возникновения дефектов.
Табл. № 2.4
| Характер неполадок | Причины возникновения | Устранение неполадок |
| Отслаивание покрытия | а) Плохая механическая или химическая подготовка поверхности изделия перед покрытием. б) Деталь перед хромированием недостаточно прогрелась в электролите. Резко снизилась температура электролита, например вследствие добавления холодной воды во время электролиза. Резко увеличилась плотность тока. в) Перерыв тока в процессе хромирования. | а) улучшить подготовку, проверить время анодного декапирирования б) предотвратить возможность перерывов тока в) прогреть детали |
| Отслаивание хрома вместе с подслоем никеля | а) Недостаточное толщина никелевого подслоя б) Слишком большая продолжительность хромирования в) Плохая подготовка перед никелированием | а) Увеличить толщину подслоя никеля б) откореектировать время хромирования в) улучшить подготовку |
| Матовые осадки | а) Низкая температура б) Недостаточный прогрев деталей перед включением тока | а) Повысить температуру электролиза б) Улучшить прогрев деталей |
| Матовые пятна | а) Высокая плотность тока б) Прополировка подслоя никеля в) Примеси железа г) Слишком боьлшое содержание серной кислоты | а) Отрегулировать силу тока б) Увеличить толщину слоя никеля в) Заменить часть лектролита новым г) Осадить серную кислоту при помощи бариевых солей |
| Пригар на краях | Большая плотность тока на краях | Установить экраны, закруглить края |
| коричневые пятна | а) Примеси железа б) Великое содержание трехвалетного хрома в) Недостаточное содержание серной кислоты | а) Заменить часть электролита б) Окислить трехвалентный хром в) Добавить серную кислоту |
| радужные пятна | а) Недостаточное содержание серной кислоты б) Окисление подслоя | а) Добавить серную кислоту б) Улучшить декапирирование перед хромированием |
| Незахромированные участки | а) Плохое обезжиривание б) Остатки окислов в) Наличие отверстий в деталях Г) Соприкосновение деталей | а) Улучшить обезжиривание б) Улучшить травление и декапирирование в) Заделать отверстия свинцовыми пробками г) Проверить расположение деталей в ванне |
| Наличие отдельных точек и пор на хромированной поверхности | а) Поры и раковины в металле б) Пузырьки водорода задерживаются на поверхности детали | а) Улучшить механическую подготовку деталей б) Улучшить подвешивание деталей. Периодически встряхивать их |
| Видимые трещины в слое хрома и стали | Наличие закалочных напряжений в стали | Прогреть детали перед хромированием при 150 – 180 0С. Хромировать при низкой температуре и плотности тока |
| Неравномерное распределение хрома по толщине | а) слишком толстое наслоение хрома с непрофилированными анодами б) образование пленки на анодах | а) Подобрать аноды соответствующей формы б) Зачистить аноды |
| На некоторых участках покрытие блестящее, на других - матовое | а) Великая плотность тока б) Низкая температура в) Неодинаковая плотность тока на всех деталях | а) Снизить плотность тока б) Отрегулировать температуру в) Применить вспомогательные аноды или экраны |
| Серое покрытие на нижней части детали | Малое расстояние между нижней частью детали и дном ванны. | Нормальное расстояние между деталью и дном ванны должно составлять не менее 70-100 мм |
3. Контроль производства
3.1 Контроль качества покрытий
1. Метод контроля внешнего вида покрытий.
Метод основан на выявлении дефектов поверхности покрытия внешним осмотром и применении для деталей любой формы и габаритных размеров.
Контроль проводят осмотром деталей невооруженным глазом в помещении с освещенностью не менее 300 лк на расстоянии 25 см от контролируемой поверхности.
Необходимость применения оптических приборов с указанием кратности увеличения должна быть оговорена в технической документации на изделие.
Похожие работы
... – 9,0 Повышающие износостойкость пресс-форм, штампов и т.п…………………………9 – 60 Восстанавливающие изношенные размеры……………………………………………до 500 3. ОБЛАСТИ ПРИМЕНЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ. Электролитическое хромирование применяется для внешней отделки изделий, повышения износостойкости, для защиты от коррозии и в ряде других случаев. ...
... или большим 30 г/л и уменьшаться менее чем до 8 г/л. Тетрахроматный электролит. Электролит предназначен исключительно для получения защитно-декоративных покрытий. Он обладает высокой рассеивающей способностью. Выход хрома по току составляет >30 %. Основное преимущество электролита — возможность ведения хромирования при комнатной температуре (18—25 °С). Осадки получаются серыми, однако, будучи ...
... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
... , - форму и точность изготовления детали, ее материал, - твердость рабочих поверхностей, условия работы, вид и характер дефекта, - производственная возможность авторемонтного предприятия, - затраты на восстановление. При выборе оптимального способа восстановления первичного вала коробки передач руководствуемся тремя критериями: 1) применимости, 2) ...
0 комментариев