Назначение покрытия
Требования к никелевому покрытию
Рабочие параметры основного оборудования
Количество автооператоров
Методы контроля прочности сцепления покрытий
Расход анодов
Расчет энергозатрат на производство операций
Расход пара и сжатого воздуха
Вентиляция
Расход электроэнергии
Расходы на инвестиции в автоматизацию производства
Зарплата вспомогательных рабочих
Расход электроэнергии
Калькуляция затрат на выполнение заказа
Навигация
Рабочие параметры основного оборудования
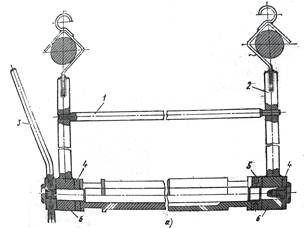
Хромирование деталей на подвесках
96892
знака
33
таблицы
0
изображений
2.2 Рабочие параметры основного оборудования
Оборудование малой механизации
Внутренние габаритные размеры нормализованных ванн приведены в таблице 2.1. В зависимости от назначения ванны снабжены вентиляцией, змеевиками для нагрева или охлаждения, электронагревателями, механизмом качания штанг, барботерами и т.д.
Внутренние габаритные размеры нормализованных ванн
Табл. № 2.1
| Тип ванны | Внутренние габаритные размеры, мм | Рабочий объем, л | Тип ванны | Внутренние габаритные размеры, мм | Рабочий объем, л |
| 01 02 03 04 05 06 07 | 600×500×800 800×700×800 1200×700×800 1500×700×800 800×700×1000 1200×700×1000 1500×700×1000 | 250 400 600 750 550 800 1000 | 08 09 10 11 12 13 14 | 1500×1000×1000 2200×700×1000 2200×1000×1000 3000×700×1000 3000×1000×1000 800×450×1000 800×450×1000 | 1300 1400 2000 2000 2700 2700 3500 |
Исходные данные: подвеска размером 500×600мм. Годовая программа S= 5000м2. Фв=2624ч.
1. длина ванны хромирования определяется по формуле:
Lвн=n1L1+(n1-1)L2+L3, (2.1)
где L1-размер подвески по длине ванны, мм; L2-расстояние между подвесками, мм; L3-расстояние между торцевой стенкой и краем подвески, мм; n1-число загружаемых на одну штангу подвесок.
Lвн=500+2·150=800мм,
L2=0, т.к. на катодную штангу завешивают одну подвеску.
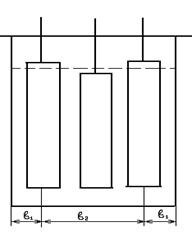
2. ширина ванны при наличии двух катодных находится по формуле:
Wвн=n2В1+2 n2В2+2В3+ n3d, (2.2)
где В1-максимальный размер детали по ширине ванны, мм; В2-расстояние между анодом и ближайшим краем детали, мм; В3-расстояние между внутренней стенкой продольного борта ванны и анодом, мм; n2-число катодных штанг; n3-число анодных штанг; d-толщина анода, мм.
Wвн=70·2+100·4+25·2+5·3=605мм,
где В1=70мм, В2=100мм, В3=25мм, d=5мм.
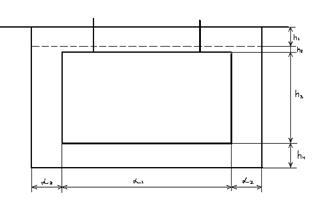
3. внутренняя высота ванны рассчитывается по формуле:
Нвн=Н1+Н2+Н3+Н4, (2.3)
где Н1-высота подвески (без подвесного крюка), мм; Н2-расстояние от дна ванны до нижнего края детали, мм; Н3-высота электролита над верхним краем подвески, мм; Н4-расстояние от поверхности зеркала электролита до верхнего края бортов ванны, мм.
Нвн=600+150+50+150=950мм,
где Н2=150мм, Н3=50мм, Н4=150мм.
Определив размеры ванны хромирования, подбирают соответствующую ванну по табл № 2.1.
Внутренние габаритные размеры ванны 05 составляют 800×700×1000мм. Объем электролита 550л. Ванна имеет двусторонние бортовые отсосы и змеевик охлаждения вдоль ванн.
4. число ванн хромирования по формуле:
N=S·τ/(n·f·60·T0·kз) (2.4)
где n – количество рядов катодных штанг в ванне;
T0– действительный годовой фонд времени работы оборудования (ч);
kз – коэффициент загрузки ванны, следует принимать 0,8 – 0,9
N = 5000·10/(2·0,26·60·1992·0,85)=0,95
принимаем n=1
2.3 Продолжительность процесса
Табл. № 2.2
| Наименование оборудования | Электрохимическая ванна | Хромирование |
| Внутренние размеры, мм | Lвн,Wвн,Hвн | 800х700х1000 |
| Общий объем покрытия, м2 | V | 5000 |
| Величина загрузки единицы оборудования, м | Y | 0.26 |
| Количество загрузок, шт. |
| 19231 |
| Время отработки одной загрузки, мин | T | 10 |
| Суммарное время отработки всех загрузок, час. |
| 3205,1 |
Похожие работы
... – 9,0 Повышающие износостойкость пресс-форм, штампов и т.п…………………………9 – 60 Восстанавливающие изношенные размеры……………………………………………до 500 3. ОБЛАСТИ ПРИМЕНЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ. Электролитическое хромирование применяется для внешней отделки изделий, повышения износостойкости, для защиты от коррозии и в ряде других случаев. ...
... или большим 30 г/л и уменьшаться менее чем до 8 г/л. Тетрахроматный электролит. Электролит предназначен исключительно для получения защитно-декоративных покрытий. Он обладает высокой рассеивающей способностью. Выход хрома по току составляет >30 %. Основное преимущество электролита — возможность ведения хромирования при комнатной температуре (18—25 °С). Осадки получаются серыми, однако, будучи ...
... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
... , - форму и точность изготовления детали, ее материал, - твердость рабочих поверхностей, условия работы, вид и характер дефекта, - производственная возможность авторемонтного предприятия, - затраты на восстановление. При выборе оптимального способа восстановления первичного вала коробки передач руководствуемся тремя критериями: 1) применимости, 2) ...
0 комментариев