Назначение покрытия
Требования к никелевому покрытию
Рабочие параметры основного оборудования
Количество автооператоров
Методы контроля прочности сцепления покрытий
Расход анодов
Расчет энергозатрат на производство операций
Расход пара и сжатого воздуха
Вентиляция
Расход электроэнергии
Расходы на инвестиции в автоматизацию производства
Зарплата вспомогательных рабочих
Расход электроэнергии
Калькуляция затрат на выполнение заказа
Навигация
Расход электроэнергии
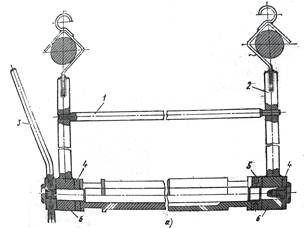
Хромирование деталей на подвесках
96892
знака
33
таблицы
0
изображений
5.5 Расход электроэнергии
Потребителями электроэнергии являются: 1) источники постоянного тока; 2) электродвигатели; 3) сушильные агрегаты; 4) вентиляторы; 5) электронагреватели для нагрева ванн; 6) лампы для освещения и т.п.
1.Расход электроэнергии на работу источников постоянного тока
W1=РвКобnФв/η, (5.15)
где Рв-мощность выпрямителя, кВт; Коб-коэффициент использования оборудования; Фв-действительный фонд работы оборудования, ч; η-КПД источника постоянного тока; n-число источников постоянного тока.
W1=7,56∙0,93∙1∙2624/76=242,7кВт
2.Расход электроэнергии на работу электродвигателей
W2=nPэKобФв, (5.16)
где Рэ-мощность электродвигателя, кВт; n-число электродвигателей.
W2=2∙10,0∙0,93∙2624=48807кВт
3.Расход электроэнергии на сушильные агрегаты
W3=РсnКсКобФв, (5.17)
где Рс-мощность сушильного агрегата, кВт; n-число сушильных агрегатов; Кс-коэффициент использования сушильного агрегата;
W3=2,7∙1,0∙0,93∙0,93∙2624=6127,6кВт
4.Расход электроэнергии на работу вентилятора
W4=РвnФв/η, (5.18)
где Рв-мощность электродвигателя вентилятора, кВт; n-число электродвигателей; Фв-действительный фонд времени работы оборудования, ч; η-КПД выпрямителя.
W4=4∙1∙2624/0,805=13038кВт
5.Расход электроэнергии на освещение
W5=0,015SучФвКосв, (5.19)
где 0,015-удельная норма мощности освещения, кВт/м2; Sуч-площадь участка, м2; Косв-коэффициент, учитывающий время, необходимое на освещение.
W5=0,015∙1152∙2624∙0,84=3803кВт
6. Экологическая оценка производства
В результате процесса хромирования деталей выделяется достаточно большое количество веществ, оказывающих вредное воздействие на здоровье человека и окружающую среду.
Поэтому, необходимо создание малоотходной, экологически безопасной технологии. Первоочередными задачами являются резкое сокращение объема потребляемой воды, прекращения сброса сточных вод, содержащих токсичные соединения, в канализацию и регенерация цветных металлов.
Самыми простыми способами уменьшения выноса солей металлов из ванн покрытий и попадания их в промывные воды являются:
1) выдерживание подвесок или корзин с деталями при выгрузке над ванной 10 – 15с для стекания с них большей части электролита, захваченного деталями при извлечении из ванн;
2) введение в состав электролитов поверхностно-активных веществ, снижающих поверхностное натяжение растворов, что снижает количество уносимого с деталями электролита;
3) промывку деталей после покрытия следует производить сначала в ваннах с непроточной водой – ваннах-улавливателях, а затем в ваннах с проточной водой каскадного типа.
7. Обезвреживание сточных вод
Очистные сооружения предусмотрены для очистки токсичных промышленных стоков от гальванического цеха: кислот, цианосодержащих и хромосодержащих.
Сточные воды из гальвано цеха поступают на очистные сооружения.
Смешение стоков разных видов не допускается. Стоки содержат циан, 6-ти валентный хром, кислоты, щелочи и соли тяжелых металлов (никеля, цинка, железа), содержание которых при сбросе в городскую канализацию лимитируется санитарными нормами.
Сточные воды после ванн электрохимического обезжиривания и после ванн травления гальванического цеха, загрязненные кислотами, щелочами и солями тяжелых металлов очищаются химическим способом на заводских очистных сооружениях.
Принятый метод обработки кислотно-щелочных стоков учитывает возможность наличия в кислотно-щелочных стоках примесей тяжелых металлов. Сущность процесса обезвреживания кислотно-щелочных стоков заключается во взаимной нейтрализации этих стоков с последующей до нейтрализацией их раствором щелочи и высаждении растворенных металлов в виде гидроокисей раствором гашеной извести.
Химическая сторона процесса усреднения стоков:
H2SO4+2NaOH ® Na2SO4+2H2O
2H++2OH- ® 2 H2O
HCl+NaOH ® NaCl+ H2O
H++OH- ® H2O
Zn2++Ca(OH)2 ® Zn(OH)2 ¯+Ca2+
Cu2++Ca(OH)2 ® Cu(OH)2 ¯+Ca2+
Расход химреактивов для нейтрализации кислотно-щелочных стоков зависит от величины рН поступающих стоков.
Количество поступающих кислотно-щелочных стоков составляет 1875 м3/сут или 119,3м3/час. Станция очистки рассчитана на очистку промстоков до пределов, позволяющих сбрасывать их на городские очистные сооружения, т.е. кислотно-щелочные стоки полностью нейтрализуются (рН=7¸8).
Обезвреживание хромосодержащих стоков.
1. Применяемые материалы.
Серная кислота ГОСТ 2184 -77
Тиосульфит натрия ГОСТ 244 -76
Известь 60% (пушонка) ГОСТ 9179 -77
Полиакриламин ТУ6 -01 -1049 -92
2. Метод обезвреживания
Обезвреживание хромсодержащих стоков производится в 2 стадии. Сущность метода состоит в восстановлении 6-ти валентного хрома в трехвалентный в кислой среде с помощью 10% раствора бисульфита натрия и перевод 3-х валентного хрома в гидроокись хрома под действием 3% раствора известкового молока по реакции:
8CrO3+3Na2S2O3+9H2SO4 ® 3Na2SO4+4Cr2(SO4)3+9H2O
Cr2(SO4)3+3Ca(OH)2 ® 2Cr(OH)3+3CaSO4
8. Автоматизация производства
8.1 Концепция автоматизации производства
Системы автоматизации технологических процессов являются важнейшим средством повышения производительности труда, улучшения качества продукции, сокращения расхода материалов и энергии, сокращения количества обслуживающего персонала, что особенно важно в таких вредных производствах, как гальванические цеха, улучшение организации производства и внедрение прогрессивных методов управления производством. Они снижают аварийность на производстве, увеличивают безопасность работы установок, повышают КПД и технико-экономические показатели производства.
8.2 Краткая операционная схема технологического процесса
1. Электрохимическое обезжиривание
2. Горячая промывка
3. Холодная промывка
4. Травление
5. Холодная промывка
6. Активация
7. Холодная промывка
8. Меднение
9. Холодная промывка с улавливанием
10. Холодная промывка
11. Никелирование
12. Холодная промывка
13. Горячая промывка
14. Хромирование
15. Холодная промывка с улавливанием
16. Холодная промывка
17. Сушка
Табл. № 8.1
| Ванна | Параметры | |||
| температура | расход | уровень | плотность тока | |
| Электрохимическое обезжиривание | + | + | + | |
| Горячая промывка | + | + | ||
| Травление | + | |||
| Холодная промывка | + | + | ||
| Сушка | + | |||
Табл. № 8.2
| Аппараты и параметры | Значения параметра | Вид автоматизации | ||
| измерение | регулирование | сигнализация | ||
| Ванна электрохимического обезжиривания: температура уровень плотность тока | 800С 0,8 м 5 А/дм2 | + + + | + | + |
| Ванна горячей промывки: расход температура | 0,225 м3/ч 900С | + + | + + | |
| Ванна травления: уровень | 0,8 м | + | + | + |
| Ванна холодной промывки: расход | 0,533 м3/ч | + | + | |
| Сушка: температура | 600С | + | + | |
8.3 Контур регулирования температуры
Согласно технологии, электрохимическое обезжиривание, горячую промывку необходимо вести при температуре 60 - 90˚С, однако в результате потерь тепла в окружающую среду или в результате потерь тепла на нагрев деталей, температура в ванне может изменяться. В связи с этим температура в ванне может поддерживаться автоматически, путем изменения подачи греющего пара с помощью системы автоматического регулирования.
Температура в ваннах измеряется манометрическим термометром ТПЖ‑4V (поз. 1-1, 3-1). Чувствительный элемент —трубчатая пружина. Унифицированный пневматический сигнал 0,2 - 1,0 кгс/см подается на вторичный прибор ПВ 10.1П (поз. 1-2, 4-2), который показывает и записывает температуру и одновременно на регулятор ПР3.31 (поз. 1-3, 4-3) системы “Старт” для получения непрерывного воздействия на регулирующий клапан исполнительного механизма, установленного на линии подачи пара 25ч32нж (поз. 1-4, 4-4).
Схема автоматической стабилизации температуры работает таким образом, что при понижении температуры в ванне система регулирования увеличивает степень открытия клапана линии подачи пара, что приводит к увеличению расхода его, в следствии чего температура в реакторе повышается.
Температура на ванне сушки измеряется термоэлектрическим термометром типа ТХК (поз. 11-1). Чувствительный элемент представляет собой два термоэлектрода, сваренных между собой на рабочем конце в термопару (спай) и изолированных по всей длине при помощи одно- и двухканальных трубок и бус из пирометрического фарфора и окиси алюминия. Чувствительный элемент помещается в защитную арматуру, в комплект которой входит водозащищенная головка с колодкой зажимов. Свободные концы термометра через колодку зажимов присоединяются к вторичному прибору КСП-4 (поз. 11-3), предназначенный для измерения, записи и регулирования температуры, преобразуемых с помощью датчиков в напряжение постоянного тока.
8.4 Контроль расхода водыДля измерения и регулирования расхода воды в ваннах горячей и холодной промывки применяют ротаметр с пневматической дистанционной передачей и местной шкалой показывания РП‑2,5 ЖУЗ (поз. 5-1, 7-1), вырабатывающий выходной пневматический сигнал, соответствующий данному расходу воды. Этот сигнал поступает на вторичный прибор ПВ.10.1П (поз. 5-2, 7-2) и одновременно на вход ПИ-регулятора типа ПР3.31 (поз. 5-3, 7-3) для получения непрерывного воздействия на регулирующий клапан исполнительного механизма, установленного на линии подачи воды 25ч32нж (поз. 5-4, 7-4).
Схема работает следующим образом: при повышении расхода воды система регулирования уменьшает степень открытия клапана на линии подачи воды, что приводит к уменьшению расхода.
8.5 Контур контроля и регулирования уровняРегулирование уровня производится в ваннах электрохимического обезжиривания, травления, меднения, никелирования, хромирования. Уровень измеряется с помощью буйкового уровнемера типа УБ‑П (поз. 2-1, 9-1).
Эта схема автоматической стабилизации работает следующим образом. При повышении уровня в ванне система регулирования уменьшает степень открытия клапана линии подачи жидкости, что приводит к уменьшению ее расхода, в следствии чего уровень понижается и наоборот.
8.6 Регулирование плотности тока
В гальваническом производстве большое значение для качества покрытия играет соблюдение технологических параметров. Одним из важнейших является плотность тока. Регулирование плотности тока осуществляется в ваннах электрохимического обезжиривания и хромирования, с помощью выпрямителей марки ТЕРI-800/12Т-ОУХЛ4.
9. Финансовая оценка проектных решений
9.1 Характеристики цеха
Проектируемый участок находится в гальваническом цехе, размером
96 м x 12 м x 6 м.
На гальваническом участке производятся следующие виды гальванических покрытий:
1. Блестящее цинкование (на стальные изделия) с блескообразующими добавками "Ликонда "А","В","С"", с использованием бесцветной пассивации "Ликонда 21" и цинкование с хромовой пассивацией. Покрытия проводятся в полуавтоматических линиях в стационарных ваннах размером 700х800х800 (для мелких деталей в барабанах, для крупных на подвесках);
2. Блестящее никелирование (стали, меди, латуни);
3. Меднение (как самостоятельное покрытие, так и подслой при никелировании);
4. Хромирование блестящее и хромирование твердое (износостойкое);
5. Фосфатирование с использованием низкотемпературного процесса;
6. Лужение;
7. Кадмирование;
8. Анодирование алюминиевых деталей.
В цехе имеется 8 оконных проемов.
Вода поступает в цех со скважины №7, давление 2-3 атм.
Пар, для нагрева электролита, подается с заводской котельни с давлением 5-6 атм.
Воздух подается с заводской компрессорной станции, давление 4-5 атм.
В цехе установлены осушители воздуха. Воздух используют для сушки деталей.
Электроэнергия подается с электроподстанции компрессорной № 1. В качестве источника питания в гальваническом цехе используются выпрямительные агрегаты типа ВАК или ВАКР (I=200-1000A, U=12-24B).
Гальванический цех, предназначенный для нанесения защитно-декоративных покрытий. В цехе поступят детали из механических цехов с указанием шифра наносимого покрытия. После нанесения покрытия детали укладываются в специальную тару и отправляются на склад готовых деталей (СГД). На каждую деталь выписывается накладная с указанием шифра покрытия, фамилия рабочего наносившего покрытие и печать, подпись ОТК.
Химикаты доставляются в цех на специально оборудованном автотранспорте, с центрального склада. Все упакованы, указаны марка, материал, срок годности. В цехе не должны находиться химикаты, превышающие 2 – 3 дневной запас.
Освещение в цехе осуществляется с помощью ртутных ламп марки ДРЛ – 400, освещенность должна составлять не менее 300 люкс.
Цех снабжен приточно – вытяжной системой вентиляции. Приток воздуха осуществляется за счет приточной камеры П7 и П9 в летнее время холодный воздух, а в зимнее подогретый. Вытяжная вентиляция осуществляется через бортовые отсосы, расположенные по длине гальванических ванн.
Похожие работы
... – 9,0 Повышающие износостойкость пресс-форм, штампов и т.п…………………………9 – 60 Восстанавливающие изношенные размеры……………………………………………до 500 3. ОБЛАСТИ ПРИМЕНЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ. Электролитическое хромирование применяется для внешней отделки изделий, повышения износостойкости, для защиты от коррозии и в ряде других случаев. ...
... или большим 30 г/л и уменьшаться менее чем до 8 г/л. Тетрахроматный электролит. Электролит предназначен исключительно для получения защитно-декоративных покрытий. Он обладает высокой рассеивающей способностью. Выход хрома по току составляет >30 %. Основное преимущество электролита — возможность ведения хромирования при комнатной температуре (18—25 °С). Осадки получаются серыми, однако, будучи ...
... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
... , - форму и точность изготовления детали, ее материал, - твердость рабочих поверхностей, условия работы, вид и характер дефекта, - производственная возможность авторемонтного предприятия, - затраты на восстановление. При выборе оптимального способа восстановления первичного вала коробки передач руководствуемся тремя критериями: 1) применимости, 2) ...
0 комментариев