Природно – климатические условия
Анализ использования автопарка
Эффективность использования грузового автотранспорта
Организация технического обслуживания, текущего ремонта и хранения техники
Организация работы нефтехозяйства
Корректирование межремонтного пробега
Корректирование удельного простоя в техническом обслуживании и ремонте
Расчет коэффициента выпуска подвижного состава
Корректирование периодичности технического обслуживания
Расчет производственной программы по техническому обслуживанию (ТО-1, ТО-2, Д-1, Д-2, ТР)
Корректирование трудоемкости технического обслуживания
Расчет годовой трудоемкости работ
Расчет годовой трудоемкости работ зон ТО-1 и ТО-2
Расчет годовой трудоемкости текущего ремонта
Годовая трудоемкость работ в зоне текущего ремонта (ТР′)
Расчет числа постов и линий для зон ТО и ТР
Схема технологического процесса ТО и ТР
Расчет производственных площадей
Краткое описание устройства и принцип его работы
Расчет обоймы на прочность
Расчет ушка на отрыв и сдвиг
Расчет технико-экономических показателей
БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ НА ПРОИЗВОДСТВЕ
Инструкция по охране труда для смазчика при сливе масла из агрегатов автомобиля
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Составление сметы затрат
Определение общехозяйственных расходов
Определение капитальных вложений
Навигация
Расчет ушка на отрыв и сдвиг
Повышение эксплуатационной и технической надежности автомобилей на ООО "ИГАТП"
118668
знаков
45
таблиц
10
изображений
3.4.4 Расчет ушка на отрыв и сдвиг
Ушко находится в точке С (рисунок 3.4). Сначала рассчитаем ушко на отрыв. Необходимо выполнение условия:
![]() (3.24)
(3.24)
где [σ] – допускаемое напряжение, МПа, [σ] = 120 МПа;
F – площадь поперечного сечения ушка, м2.
Площадь поперечного сечения ушка найдем по формуле:
![]() (3.25)
(3.25)
где d – диаметр ушка, м2.
![]()
![]()
Условие на прочность выполняется.
Рассчитываем ушко на сдвиг. Необходимо выполнение условия:
![]() (3.26)
(3.26)
где![]() – допускаемое напряжение, МПа,
– допускаемое напряжение, МПа, ![]() = 60 МПа;
= 60 МПа;
F – площадь поперечного сечения ушка, м2.
Площадь поперечного сечения ушка найдем по формуле:
![]() (3.27)
(3.27)
где d – диаметр ушка, м2.
![]()
![]()
Условие на сдвиг выполняется.
3.4.5 Расчет оси обоймы на срез и смятие
Рассчитаем на срез оси обойм поворотной трапеции.
Расчет производим аналогично произведённому ранее расчету осей тележки.
На рисунке 3.7 представлена схема расположения сил, действующих на оси.
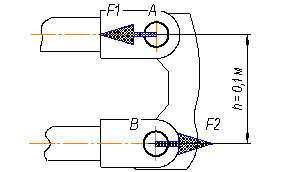
Рисунок 3.7 - Схема сил, действующих на оси.
На оси действуют разнонаправленные перерезывающие силы F1 и F2, причем F1 = - F2.
Сила, действующая на верхнюю ось
F1 = ((Q / 2) · L1) / h,(3.28)
где, Q - приложенная к воронке сила, Н;
L1 – расстояние от точки приложения силы до центра оси, м;
h – расстояние между осями, м.
F1 = (( 100 / 2) · 0,986 ) / 0,1 = 493 Н
Напряжение среза определим по формуле
τср = F1 / F,
где, F – площадь опасного сечения, м
Так как ось имеет два опасных сечения, в знаменателе ставим две площади оси.
τср = 493 / 2 · 113 · 10-6 = 2,18 МПа
2,18 МПа < 60 МПа
Условие прочности на срез выполняется.
3.4.6 Расчет наиболее нагруженного сварного соединения пластина – втулка рисунок 3.8.
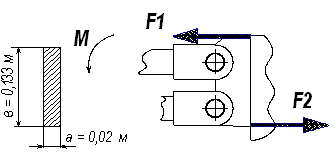
Рисунок 3.8 - Схема сил действующих в сварном соединении пластина – оси.
На данное стыковое соединение действует изгибающий момент М и силы F1и F2.
Так как шов стыковой условие прочности
![]() М / W+ F1/ F ≤
М / W+ F1/ F ≤![]() (3.29)
(3.29)
где М - изгибающий момент, Н м;
W – момент сопротивления шва, м3;
F1- продольная сила, Н;
F – площадь сечения свариваемого участка, м2;
![]() - максимально допустимое напряжение растяжения, МПа.
- максимально допустимое напряжение растяжения, МПа.
Момент сопротивления шва;
W = а · б3 / 16,(3.30)
где, а и б – соответственно толщина и ширина привариваемой пластины, м.
W = 0,02 · 0,1333 / 16 = 2,94 · 10-6 м3
Изгибающий момент М
М = 1,15 · 100 = 115 Н м
Продольная сила
F1 = М / в ,
F1 = 115 / 0,133 =865 Н
Площадь сечения свариваемого участка
F = 0,133 · 0,02 = 2660 · 10-6 м2
![]() 39,1 + 0,33 = 39,43 МПа
39,1 + 0,33 = 39,43 МПа
39,43 МПа ≤ 120 МПа
Условие прочности выполняется.
3.5 Технико - экономическая оценка конструкторской разработки
3.5.1 Расчет стоимости конструкции
Затраты на изготовление устройства для слива масла:
Ст = Сд + Сп + Сзп +Сн +Ср, (3.31)
где Сд– затраты на изготовление деталей на металлорежущих станках, руб.;
Сп – стоимость покупных материалов, руб.;
Сзп – затраты на заработную плату рабочим, занятым на сборке конструкции, руб.;
Сн – накладные расходы, руб.;
Ср– затраты на установку желоба и бака, руб.
Стоимость материалов необходимых на изготовление конструкции:
Ср = ∑ Qi Cкгi (3.32)
где Qi – масса какого-либо материала, требуемого для изготовления устройства, кг;
Скг – стоимость i-го материала за 1 кг, руб./ кг.
Ниже приведена таблица 3.1 стоимости материала необходимого для изготовления конструкции.
Таблица 3.1 - Стоимость материалов необходимых для изготовления устройства.
| Наименование материала | Стоимость материала за 1 кг, руб/кг. | Масса необходимого для изготовления материала, кг. | Цена приобретаемого материала, руб. |
| 1 | 2 | 3 | 4 |
| Круг 20 ГОСТ 7417-75 | 12,2 | 3,14 | 38,3 |
| Круг 70 ГОСТ 7417-75 | 12,4 | 0,5 | 6,2 |
| Круг 35 ГОСТ 7417-75 | 12,4 | 1,1 | 13,6 |
| Круг 45 ГОСТ 7417-75 | 12,4 | 3,2 | 39,7 |
| Круг 50 ГОСТ 7417-75 | 12,4 | 4,5 | 55,8 |
| Круг 25 ГОСТ 7417-75 | 12,2 | 0,8 | 9,8 |
| Труба 35×3,2 ГОСТ 2590-88 | 22,1 | 1,6 | 32,8 |
| Труба 30×3,2 ГОСТ 2590-88 | 22,1 | 4 | 88,4 |
| Полоса 7×20 ГОСТ 103- 76 | 24,2 | 1,1 | 26,6 |
| Лист 100×200 ГОСТ 3864-68 | 21,5 | 10,4 | 223,6 |
| Швеллер 6,5 П ГОСТ 8240-97 | 23,1 | 4,3 | 99,3 |
| Швеллер 36 ГОСТ 8561-89 | 24,5 | 116 | 2842 |
| Уголок 70×40 ГОСТ 535-88 | 14,2 | 22,1 | 622,0 |
| Уголок 25×25 ГОСТ 8509-93 | 12,1 | 12,6 | 275,1 |
| Уголок 25×16 ГОСТ 8510-86 | 14,5 | 8,9 | 203,7 |
| Электроды Э - 42 | 58,1 | 6,4 | 378,8 |
Ср=38,3+6,2+13,6+39,7+55,8+9,8+32,8+88,4+26,2+223,6+99,3+2842+622+ +275,1+203,7+378,8=4955,3 руб.
Затраты на изготовление деталей на металлорежущих станках:
Сд = Спол + Смз, (3.33)
где Спол– полная зарплата рабочих, занятых изготовлением деталей на станках, руб.;
Смз– стоимость материалов заготовок, руб.
Полная заработная плата состоит из основной, дополнительной заработной платы и заработной платы, начисленной по социальной строке.
Спол= Сосн+ Сдоп+ Ссоц, (3.34)
где Сосн– основная зарплата рабочих, руб.;
Сдоп – дополнительная зарплата рабочих, руб.;
Ссоц – начисление по соцстроке, руб.
Основная зарплата,
Сосн = П ∙ Тш.к .∙ С4 ∙ Кд, (3.35)
где Тш.к.– штучно - калькуляционное время, ч;
С4 – часовая тарифная ставка по среднему разряду, руб./ ч.
Кд – коэффициент, учитывающий доплаты к основной зарплате, (Кд= 1,025).
П – число деталей в партии
Значение Тш.к. находят по формуле:
Тш. к.= Тп/з + Тшт, (3.36)
где Тпз – подготовительно-заключительное время, ч;
Тшт – штучное время, ч;
Тш. к = 4,36 + 18,4 = 22,76 ч
Тогда основная зарплата, руб.
Сосн= 1∙ 22,76∙ 29,7 ∙ 1,025 = 692,8 руб.
Дополнительная зарплата, руб.
Сдоп.= 0,2 ∙ Сосн , (3.37)
где Сосн – основная зарплата, руб.
Сдоп= 0,2 ∙ 692,8 = 138,5 руб.
Полная заработная плата:
Спол= 692,8 + 138,5 + 72,2 = 903,6 руб.
Стоимость материалов заготовок
См.з.= m ∙ Ц, (3.38)
где Ц - средняя цена 1 кг заготовок, руб.;
m - общая масса заготовок, кг.
См.з.= 12,47 · 34,58 = 431,2 руб.
Тогда затраты на изготовление деталей на станках:
Сд = 903,6+ 431,2 = 1334,8руб.
Стоимость покупных изделий:
Сп = Сшл+Сх+ Сг+Сш+Сб+ Со + Ск+ С отв+ Стр+ Сшп + Сподш , (3.39)
где Сшл– стоимость шлангов, руб.;
Сх– стоимость хомутов, руб.;
Сг– стоимость гаек, руб.;
Сш– стоимость шайб, руб.;
Сб– стоимость болтов, руб.;
Со–стоимость осей, руб.;
Ск– стоимость колец, руб.;
Сотв– стоимость отводов, руб.;
Стр- стоимость тройника, руб.;
Сшп–стоимость шплинтов, руб.;
Сподш– стоимость подшипников, руб.
Сп = 115+60 +130+15+18+21+6+ 45+ 22 + 5 + 412 = 849 руб.
Заработная плата рабочим, занятым на сборке конструкции:
Сзп= Сосн + Сдоп + Ссоц. (3.40)
Основную зарплату рассчитаем по формуле:
Сосн = (Тсб / Рч ) / Сч· К, (3.41)
где Тсб – трудоемкость сборки, чел.-ч;
Сч – часовая тарифная ставка, руб./ч.;
К – коэффициент учитывающий доплаты;
Рч – количество человек занятых на сборке и установке конструкции, чел.
Сосн = (40 / 2) · 62,2 · 1,025 = 1271 руб.
Дополнительная заработная плата по формуле (3.37):
Сдоп= 0,2 ∙ 1271 = 254,2 руб.
Полная заработная плата (3.34):
Сзп = 1271 + 254,2 + 372,1 = 1897,3 руб.
Накладные расходы
Сн = (Сзп+Спол) R/ 100, (3.42)
где R – общепроизводственные накладные расходы, R= 17%.
Сн = ( 1897,3 + 993,2)∙17/100 = 491,4 руб.
Окончательно затраты на изготовление и установку устройства для слива масла:
Ст = 1334,8 + 849 + 1897,3+ 491,4 + 4955,3 = 9527,8 руб.
0 комментариев