Выбор и обоснование типа производства
Выбор вида и способа получения заготовки. Технико-экономическое обоснование
Определение общей потери металла
Выбор методов обработки отдельных поверхностей с альтернативными вариантами
Выбор и расчет припусков и операционных размеров
Выбор и расчёт режимов резания
Расчёт норм времени
Амортизационные отчисления на оборудование и дорогостоящую оснастку с длительным сроком службы
Затраты на инструмент
Определение сил резания
Удаление заусенцев металлической щеткой
Выбор режимов резания по каталогу
Предписание по монтажу
Применение методов статистического регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля
Охрана труда
Электробезопасность
Навигация
Определение сил резания
Альтернативный вариант технологического процесса изготовления детали "Крышка ТМ966.Сб2120–5СБ"
96691
знак
35
таблиц
24
изображения
2.2 Определение сил резания
Силу резания Р принято раскладывать на составляющие направленные по осям координат станка Pz, Py, Px. При наружном продольном и поперечном точении, растачивание и отрезании эти составляющие вычисляются по следующей формуле
Px, y, z = 10*Cp*tx *sy *νn *Kp
где t, s, ν – глубина резания в мм, подача мм/об, скорость резания м/мин.
Постоянную Cp и показатели степени x, y и n выписываем из таблицы №22 книги «Справочник технолога - машиностроителя» том 2.
Поправочный коэффициент Кр представляет собой произведения ряда коэффициентов
Кр = Кмр Кφр Кγр Кλр Кrр
Значения этих коэффициентов находим так же в «Справочнике технолога - машиностроителя».
В нашем случае значение нужных нам величин равны:
t = 2 мм
s = 0,3 об/мин
ν = 160 м/мин
Кр = Кмр Кφр Кγр Кλр Кrр = 0,85*0,94*1,1*0,93=0,81
Для силы Pz:
Сp = 300
x = 1
y = 0.75
n = -0.15
Для силы Px:
Сp = 339
x = 1
y = 0.5
n = -0.15
Находим численное значение составляющих сил резания:
P z = 10*Cp*tx *sy *νn *Kp
P z = 10* 300*21*0,30,75*160(-0,15)*0.81= 920.15 Н.
P x = 10*Cp*tx *sy *νn *Kp
P x = 10*339*21*0,30,5*160(-0,15)*0.81 = 1404.94 Н.
2.3 Силовой расчет приспособления
Определение силы зажима в патроне(1 способ)
Составляем схему взаимодействия сил резания и сил зажима на деталь установленную в патроне.
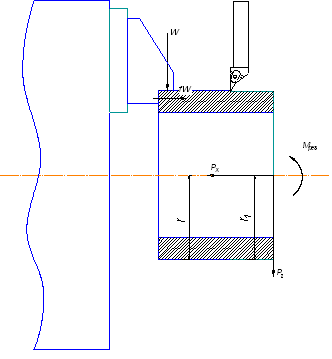
Рис. 10 Схема для расчета сил зажима заготовки
Рассмотрим действие двух сил Px и Pz на обрабатываемую деталь, зажатую в трехкулачковом патроне станка; сила резания Pz создает момент
Мрез = Pz * r1
который стремится повернуть обрабатываемую деталь вокруг ее оси, а сила Px – переместить деталь вдоль её оси.
Суммарная сила зажима обрабатываемой детали тремя кулачками патрона
Wсум *f*r = K*Mрез =К*Pz*r1,
откуда
Wсум = К*Мрез/(f*r) = K*Pz*r1/(f*r),
где:
К=1.4-2.6 – коэффициент запаса
Мрез – момент от силы резания Pz
f – коэффициент трения между поверхностями детали и кулачков
r – радиус обрабатываемой части детали
r1 – радиус обработанной части детали
Тогда сила зажима деталей одним кулачком патрона
W = Wсум/z
где z – число кулачков патрона, z=3.
Находим численное значение силы зажима:
Wсум = K*Pz*r1/(f*r)
Wсум = 2*920,15*226/(0.06*230)= 30133
Величину Wсум проверяют на возможность продольного сдвига обрабатываемой детали силой Рх по формуле:
Wсум*f ≥K*Px
откуда
Wсум ≥K*Px/f
Проверим:
30133≥2*1404/0,06
30133≥46800
Так как так расчетная сила зажима оказалась меньше силы продолного сдвига силы Рх, окончательно выбираем суммарную силу зажима равную 46800 Н или силу в 15600 Н на один кулачек.
Определение силы зажима в патроне(2 способ)
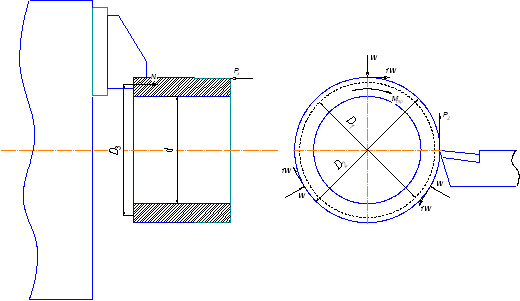
Рис. 11 Схема для расчета сил зажима заготовки
![]()
![]()
![]()
Сумма моментов на плоскость торца детали относительно центра равна:
![]()
Отсюда сила зажима равна:
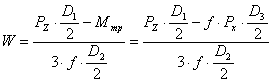
где: Pz – составляющая силы резания
Px – составляющая силы резания
D1 – обрабатываемый диаметр детали
D2 – обработанный диаметр детали
D3 – диаметр на который приложена сила реакции опоры
f – коэффициент трения
Pz = 920.15 Н, Px = 1404.94 Н, D1 = 228, D2 = 230, D3 = 200, f = 0,06

Суммарная сила зажима равна:
![]()
![]()
2.4 Расчет приспособления на точность
Определяем необходимую точность приспособления для размера
Æ206H14 (-0,115).
Погрешность базирования: εб = 0,01 мм
Погрешность закрепления: εз = 0 т.к. сила зажима действует перпендикулярно выдерживаемому размеру.
Погрешность установки фактическая:
εб = εб + εз = 0 + 0,01 = 0,01 мм
Суммарная погрешность обработки:
εс = εу + К ∙ ώ т.с. = 0,01 + 0,7 ∙ 0,07 = 0,059 ≈ 0,06 мм
Расчёт допустимой установки погрешности:
__________ ____________
[εу] = √Т2 - К2 ∙ ώ2тс = √0,12 + 0,72 ∙ 0,072 = 0,09 мм
εтс = 70 мкм, допуск полного радиального биения по ОНВ ГОСТ24642-81
0,01 ≤ 0,09
если εу ≤ [εу], то предлагаемая схема считается допустимой
Расчет суммарной погрешности:
___________ ______________
εпр = Т- √ εу 2 + К2 ∙ ώ2тс = 0,1- √0,01 2 + 0,72 ∙ 0,072 =0,1 - 0,043 = 0,057 ≈ 0,06 мм
Расчёт погрешности собранного приспособления:
Тс = εпрΣ - (εупс + εизн + εпер) = 0,06 - (0 + 0 + 0) = 0,06 мм
εупс = 0, погрешность установки приспособления
εизн = 0, т.к. установка заготовки производится без зазоров
εпер = 0, т.к. отсутствуют направляющие элементы режущего инструмента
Собранное приспособление удовлетворяет всем требования технического задания.
0 комментариев