Выбор и обоснование типа производства
Выбор вида и способа получения заготовки. Технико-экономическое обоснование
Определение общей потери металла
Выбор методов обработки отдельных поверхностей с альтернативными вариантами
Выбор и расчет припусков и операционных размеров
Выбор и расчёт режимов резания
Расчёт норм времени
Амортизационные отчисления на оборудование и дорогостоящую оснастку с длительным сроком службы
Затраты на инструмент
Определение сил резания
Удаление заусенцев металлической щеткой
Выбор режимов резания по каталогу
Предписание по монтажу
Применение методов статистического регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля
Охрана труда
Электробезопасность
Навигация
Определение общей потери металла
Альтернативный вариант технологического процесса изготовления детали "Крышка ТМ966.Сб2120–5СБ"
96691
знак
35
таблиц
24
изображения
3. Определение общей потери металла.
Общие потери материала Побщ на деталь, изготавливаемую из проката, состоят из потерь на некратность торговой длины проката длине заготовки Пнк, торцовой обрезки Пто, потерь на зажим Пзаж опорных концов и потерь на отрезку Потр в виде стружки при разрезании:
Поб = Пнк + Пто + Пзаж + Потр,
где Lнк – величина некратности длины заготовки торговой длине проката Lпр, мм.
![]()
Потери на торцовую обрезку проката, %
где Lто – длина торцового обрезка, мм.

Потери на зажим опорного конца проката при выбранной длине зажима, %:

Потери на отрезку заготовки при выбранной по таблице П1.1.2 Приложения 1 ширине реза, %:
Поб =0,13+3,3+5,3+0,46=9,19%
КИМ= 7,713 /= 36,4 =0,21
4. Определение стоимости См материала заготовки.
Затраты на материал заготовки См определяются по массе проката, расходуемой на изготовление детали и массе возвращаемой в виде отходов стружки:
![]()
![]()
5. Определение tмаш и tшт.к.
Штучно-калькуляционное время приближенно определяется в виде:
tшт.к.= tмаш∙ φк,
где tмаш – машинное время при разрезании заготовки, мин; φк - коэффициент, равный 1,84 для условий единичного и мелкосерийного производства и 1,51 – для массового производства.
tшт.к.= tмаш∙ φк,
tмаш = 0,011*Dз=0,011*245=2,695 мин.
tшт.к.= tмаш∙ φк=2,695*1,84=4,96 мин.
6. Определение стоимости заготовки, стоимость ее механической обработки и стоимость детали.
Технологическая себестоимость i-ой заготовительной операции:
где Спзi – приведенные затраты на i-ой заготовительной операции, руб/час; tшт.к.i – штучно-калькуляционное время выполнения i-ой заготовительной операции, мин.
По данным базового предприятия приведенные затраты за один час работы заготовительного оборудования при правке и резке прутков составляют 25 руб/час

Сд = Сз + Смех=2,07+1533,523=1535,593 руб
1.6 Назначение и обоснование технологических баз, схем базирования и установки заготовки
Достижение конструкторских требований к детали в процессе их изготовления обеспечивается технологией обработки, в которой особая роль принадлежит установке заготовок в рабочие поверхности приспособлений. Определенное положение относительно режущих инструментов и станка придается заготовке в процессе базирования, когда образуются её геометрические связи с элементами приспособления. Чтобы эти связи не нарушились при механической обработке, заготовку закрепляют, создавая силовое замыкание связей. В процессе установки решаются две различные задачи: базирование и закрепление заготовок.
При разработке технологического процесса механической обработки детали основополагающим принципом, обеспечивающим требуемую точность изготовления, считается обеспечение принципа единства конструкторских, технологических и измерительных баз.
Особое значение вопросы базирования приобретают при обработке заготовок в условиях мелкосерийного производства с использованием настроенного на размер оборудования, для стабильности выполнения размеров при механической обработке.
Разработка схем базирования делится на два основных этапа:
1. Выбор черновых технологических баз;
2. Назначение чистовых технологических баз.
Назначение черновых технологических баз
При назначении черновых технологических баз учитываем те условия, при которых обеспечивается заданная точность при минимуме припусков на обработку. Для базирования на первой операции используется наружная поверхность стальной трубы, диаметр которой Ç245 мм. Эта поверхность удовлетворяет требованиям для черновых баз:
- достаточные размеры для закрепления;
- на поверхностях отсутствуют дефекты;
- используются только на первых переходах.
- наиболее ответственные поверхности при прокате.
Схема базирования представлена на рис. 4
Назначение чистовых технологических баз
Назначение чистовых технологических баз является многовариантной задачей. Оптимальный вариант можно отыскать только на основе анализа решений технологических размерных цепей. При этом должны соблюдаться принципы соответствия конструкторских и технологических баз (по мере возможности).

Рис. 6. Схемы базирования и установки на черновых операциях
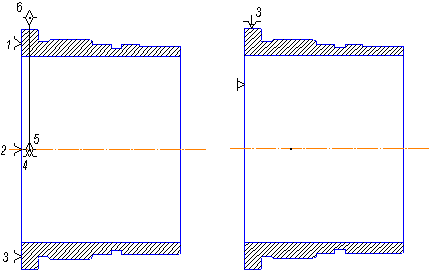
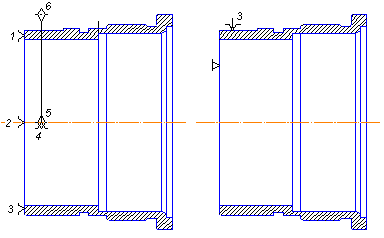
Рис. 7. Схемы базирования и установки на чистовых операциях
0 комментариев