Выбор и обоснование типа производства
Выбор вида и способа получения заготовки. Технико-экономическое обоснование
Определение общей потери металла
Выбор методов обработки отдельных поверхностей с альтернативными вариантами
Выбор и расчет припусков и операционных размеров
Выбор и расчёт режимов резания
Расчёт норм времени
Амортизационные отчисления на оборудование и дорогостоящую оснастку с длительным сроком службы
Затраты на инструмент
Определение сил резания
Удаление заусенцев металлической щеткой
Выбор режимов резания по каталогу
Предписание по монтажу
Применение методов статистического регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля
Охрана труда
Электробезопасность
Навигация
Затраты на инструмент
Альтернативный вариант технологического процесса изготовления детали "Крышка ТМ966.Сб2120–5СБ"
96691
знак
35
таблиц
24
изображения
4. Затраты на инструмент.
Расчет зависит от типа инструмента (режущий, мерительный, вспомогательный и т.п.). Для режущего инструмента:

где ЦИНij – цена j-ого вида i-той операции, руб/шт.;
tMij – основное время работы j-ого инструмента на i-той операции, мин;
tстij – период стойкости j-ого инструмента, мин;
nПj – число переточек j-ого инструмента до полного износа.
Таблица 13. Затраты на инструмент в базовом ТП
| № | Стоимость инструмента, руб. | Время работы инструмента, мин | Период стойкости, мин | Число переточек | Затраты на инструмент, руб. |
| 20 | 200 | 12,2 | 40 | 3 | 15,25 |
| 30 | 200 | 2,5 | 40 | 3 | 3,13 |
| 100 | 2,1 | 40 | 3 | 1,31 | |
| 250 | 15,3 | 40 | 3 | 23,91 | |
| 40 | 200 | 9,3 | 40 | 3 | 11,63 |
| 80 | 200 | 9,8 | 40 | 3 | 12,25 |
| 90 | 500 | 24,86 | 40 | 4 | 62,15 |
| 600 | 6,54 | 40 | 4 | 19,62 | |
| 500 | 8,7 | 40 | 4 | 21,75 | |
| 100 | 500 | 2,7 | 35 | 4 | 7,71 |
| 850 | 12,3 | 35 | 4 | 59,74 | |
| 110 | 150 | 9 | 35 | 2 | 12,86 |
| 120 | 150 | 10,7 | 35 | 2 | 15,29 |
| 130 | 100 | 11,8 | 45 | 2 | 8,74 |
| 100 | 3,3 | 45 | 2 | 2,44 | |
| 150 | 6,9 | 45 | 2 | 7,67 | |
| ИТОГО | 285,44 | ||||
Таблица 14. Затраты на инструмент в предлагаемом ТП
| № | Стоимость инструмента, руб. | Время работы инструмента, мин | Период стойкости, мин | Число переточек | Затраты на инструмент, руб. |
| 20 | 200 | 7,4 | 80 | 3 | 4,63 |
| 200 | 4,8 | 80 | 3 | 3,00 | |
| 30 | 200 | 19,9 | 80 | 3 | 12,44 |
| 70 | 1200 | 9,2 | 80 | 4 | 27,60 |
| 1200 | 2,2 | 80 | 4 | 6,60 | |
| 1200 | 5,1 | 80 | 4 | 15,30 | |
| 1200 | 8,2 | 80 | 4 | 24,60 | |
| 2000 | 2,7 | 80 | 4 | 13,50 | |
| 2000 | 1,5 | 80 | 4 | 7,50 | |
| 1500 | 3,1 | 80 | 4 | 11,63 | |
| 80 | 1200 | 1,5 | 80 | 4 | 4,50 |
| 2000 | 3,3 | 80 | 4 | 16,50 | |
| 2000 | 1,8 | 80 | 4 | 9,00 | |
| 1000 | 6,1 | 80 | 4 | 15,25 | |
| 300 | 2,4 | 80 | 4 | 1,80 | |
| 550 | 3 | 80 | 4 | 4,13 | |
| 1500 | 12,4 | 80 | 4 | 46,50 | |
| ИТОГО | 224,46 | ||||
5. Затраты на технологическую электроэнергию


6. Затраты на обслуживание и ремонт оборудования
![]()


7. Прочие общезаводские расходы
![]()
![]()
![]()
СТБАЗ = 1533+244,9+5,66+285,44+19,83+82,2+594,88=2765,91 руб.
СТПРЕД = 1533+199,92+26,46+224,46+12,67+51,22+404,45=2452,18 руб.
Из выполненного расчета экономических параметров видно, что предлагаемый технологический процесс является экономически более эффективным.
2. Разработка и конструирование средств технологического оснащения
2.1 Описание приспособления
Деталь на токарных ЧПУ операциях наружной цилиндрической поверхностью устанавливается и зажимается в трехкулачковый патрон фирмы SMW-AUTOBLOCK.
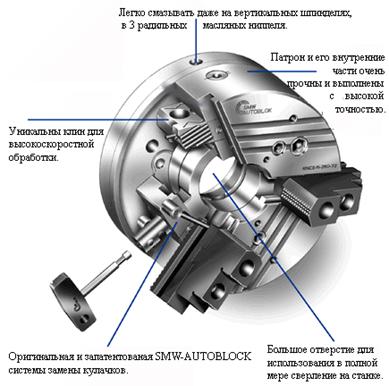
Рис. 9 Патрон фирмы SMW-Autoblock
0 комментариев