Основные физико-химические свойства сырья и готовой продукции. Государственные стандарты на них
Готовая продукция
Теоретические основы принятого метода
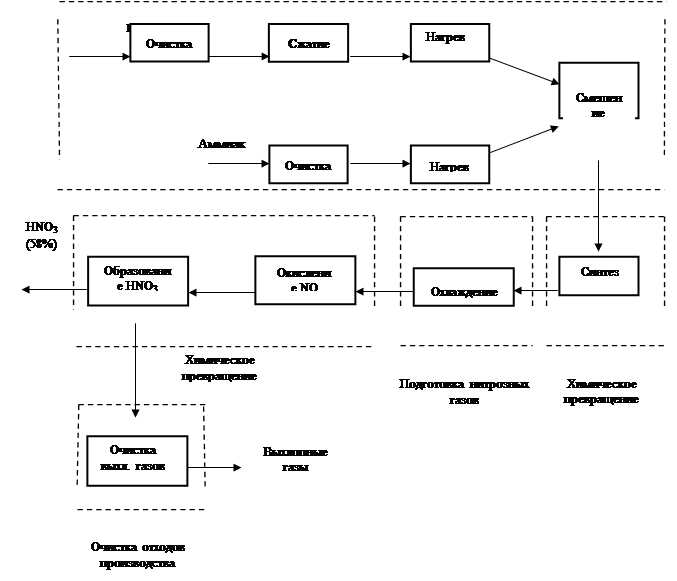
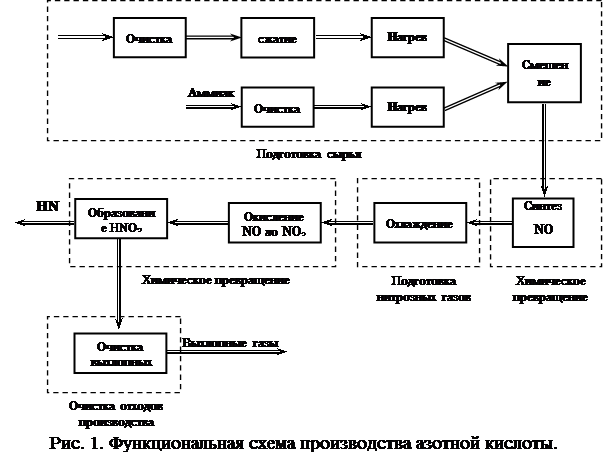
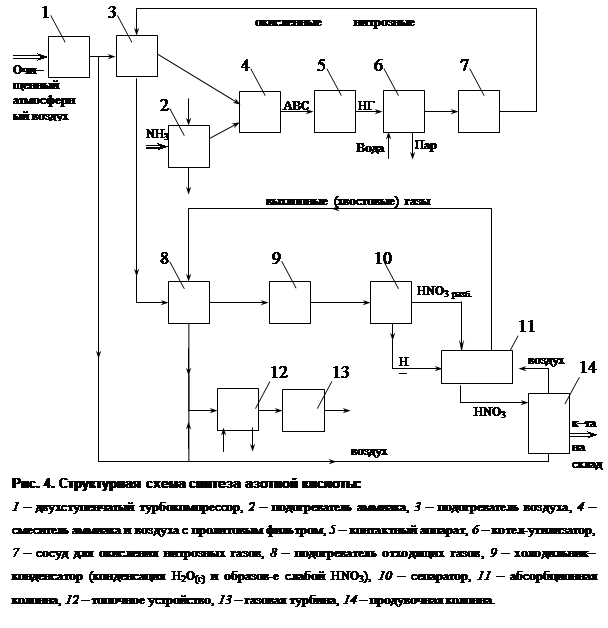
Описание технологической схемы узла
Выбор оборудования
Автоматизация технологического процесса и аналитический контроль производства
Отходы производства, их применение
Охрана труда и промышленная экология
Расчет материального баланса на 1 агрегат в час
Моль аммиака образуют 12 моль воды
Тепловой расчет
Навигация
Производство азотной кислоты
Производство азотной кислоты
63773
знака
10
таблиц
0
изображений
План
Введение
1. Технологическая часть
1.1 Выбор метода производства
1.2 Основные физико-химические свойства сырья, вспомогательных материалов, катализаторов, готовой продукции (характеристика их качества согласно государственным стандартам)
1.3 Теоретические основы принятого метода
1.4 Описание технологической схемы узла
1.5 Выбор оборудования
1.6 Автоматизация технологического процесса и аналитический контроль производства
1.7 Отходы производства, их применение
1.8 Охрана труда и промышленная экология
2. Расчетная часть
2.1 Предварительный расчет
2.2 Материальный баланс
2.3 Тепловой расчет
2.4 Конструктивный расчет
2.5 Расчет расходных коэффициентов
Список использованных источников
Введение
До начала 20-го века HNO3 получали из природной натриевой (чилийской) селитры:
NaNO3 + H2SO4 = NaHSO4 + HNO3 (1)
При использовании 95-97% H2SO4 и 96% NaNO3 получали 96-98% HNO3. Позднее процесс стали вести под вакуумом, что снижало температуру процесса и его продолжительность.
В начале 20-го века был предложен метод фиксации атмосферного азота в пламени электрической дуги (1906г.). для производства азотной кислоты этим методом не требуется искусственное сырье и сложное оформление процесса, но этот метод не выгоден в связи с большим расходом электроэнергии.
В 1913г. был освоен промышленный синтез аммиака из элементарных веществ, он быстро получил широкое распространение. Вскоре был разработан и способ получения азотной кислоты из аммиака.
1-й завод азотной кислоты, по схеме работающий при атмосферном давлении производительностью 8000 т/год был построен в 1916г. в г. Юзовке (СССР). В основе этого метода лежал метод окисления аммиака, полученного из коксового газа. Метод предложен русским ученым Андреевым. Он же предложил и катализатор - платиновые сетки, изучил процессы окисления аммиака на сетках, абсорбцию оксидов азота водой и получение аммиачной селитры.
В наше время разработаны различные методы получения оксидов азота по плазменной технологии, но они очень электроемкие. Ведутся работы по снижению расхода электроэнергии.
В наше время основным способом производства азотной кислоты (разбавленной) является способ, предложенный Андреевым.
Азотную кислоту применяют в:
сельском хозяйстве (аммиачная селитра, комплексные минеральные удобрения);
производстве взрывчатых веществ;
производстве красителей и иных химикатов;
производстве ракетного топлива (оксиды азота и азотная кислота);
производстве искусственного шелка;
производстве лекарственных препаратов;
производстве серной кислоты.
По объему производства азотная кислота занимает 2-е место. В промышленности получают:
1) неконцентрированную АК (45-60%);
2) концентрированную АК (90%).
Кислота азотная неконцентрированная, полученная абсорбцией оксидов азота водой, используется для получения плава аммиачной селитры, сложных удобрений, для окислительных процессов травления металлов для производства концентрированной азотной кислоты.
Вывод: в связи с ростом потребления сельским хозяйством и промышленностью азотной кислоты, производство ее в 20-м веке увеличивается.
1 Технологическая часть
1.1 Выбор метода производства
Азотную кислоту в промышленности получают каталитическим окислением аммиака кислородом воздуха с последующей абсорбцией оксидов азота (неконцентрированная) и перегонкой 56-60 %-ной азотной кислоты в присутствии водоотнимающих средств (серной кислоты или плава нитрата магния) и прямым синтезом (концентрированная).
В зависимости от условий ведения производственного процесса различают типы схем:
1) Схема, работающая под давлением 0,716 МПа.
Мощность производства азотной кислоты по схеме, работающей под давлением 0,716 МПа, определяется числом агрегатов. Мощность одного агрегата составляет 120 тыс. т\год (100%-ной азотной кислоты). Восстановление оксидов азота происходит на двухступенчатом катализаторе АПК-2 и Al2O3. Содержание оксидов азота в отходящих газах после каталитической очистки не более 0,005% (об.). Агрегаты, работающие под давлением 0,716 МПа, оснащены приборами автоматизации, позволяющими управлять процессом из ЦПУ. Эти агрегаты характеризуются высокой степенью использования энергии процессов, большой мобильностью при пуске, остановках и изменении нагрузок, большой единичной мощностью и эффективной очисткой отходящих газов от оксидов азота.
НТР процесса:
- содержание аммиака в АВС, % (об.) – 9,7 – 10,7
- температура, ˚С:
АВС – 180-230
Контактирования – 890-910
- концентрация продукционной кислоты, % (масс.) – 58-60
Схема спроектирована в 1968 г. (цех №5).
2) Крупнотоннажный агрегат АК-72.
Производство разбавленной азотной кислоты в агрегате АК-72 осуществляется по комбинированному методу: окисление аммиака проводится под давлением 0,42 МПа, абсорбция оксидов азота – при 1,1 МПа.
При давлении 0,42 МПа можно достичь высокой степени конверсии аммиака (до 97%) и расход платины будет составлять не более 0,1-0,12 г\т азотной кислоты.
Особенностью агрегата АК-72 является применение высокотемпературной каталитической очистки выхлопных газов от оксидов азота с помощью природного газа и подача горячих выхлопных газов в газовую турбину без предварительного охлаждения.
Агрегат АК-72 автоматизирован. Пуск и управление всех процессов осуществляется через ЦПУ.
При снижении к.п.д турбин высокого и низкого давления в результате загрязнения проточной части осевого воздушного компрессора и утечки газов через неплотности производительность агрегата снижается.
Производительность агрегата АК-72 составляет 1150 т\день.
НТР процесса:
- концентрация продукционной кислоты, % (масс.) – 58-60
- температура контактирования, ˚С – 840-880
- катализатор – платиноидные сетки.
3) Крупнотоннажный модернизированный агрегат АК-72М.
Комплексное устранение недостатков в агрегате АК-72М достигнуто исключением из схемы высокотемпературной каталитической очистки выхлопных газов, исключено применение катализатора АПК-72, в котором используется дефицитный металл – палладий, выхлопные газы не содержат оксидов углерода и метана, но добавляется до 0,01% (об.) аммиака, энергозатраты снижены на 15%, но для повышения надежности и стабильности работы агрегата холодильники-конденсаторы изготовляют из титана.
На стадии конверсии окисление аммиака проводят на платиновом катализаторе и неплатиновом катализаторе НК-2У. На стадии селективной очистки от оксидов азота применяется алюмомедьцинковый катализатор АМЦ-10.
Производительность 380000 т\год, концентрация товарной азотной кислоты 60%.
Агрегат спроектирован в 1976 г.
4) Комбинированная схема с давлением на стадии абсорбции 0,35-0,4 МПа.
Система состоит из нескольких агрегатов мощностью 45-50 тыс.т\год (в пересчете на 100%-ную азотную кислоту). Концентрация продукционной кислоты 47-50% (масс.).
Бóльшая часть агрегатов, работающих под давлением 0,35-0,4 МПа, оснащена установками селективной очистки отходящих газов от оксидов азота на ванадиевом катализаторе с применением в качестве восстановителя аммиака.
На стадии окисления аммиака используют платиновый катализатор, на стадии каталитической очистки – ванадиевый катализатор АВК-10М.
По сравнению с другими системами эта система характеризуется приблизительно на 40% меньшими капитальными затратами и отсутствием стадии щелочной абсорбции. К недостаткам системы относится повышенный расход электроэнергии, малая мощность агрегатов и большой расход аммиака в связи с применением низкотемпературной каталитической очистки выхлопных газов от оксидов азота.
НТР процесса:
- содержание механических примесей в воздухе перед контактными аппаратами, мг\м3 – н\б 0,007
- содержание аммиака в АВС, % (об.) – 10,5-11,5
- температура, ˚С:
АВС – 67-75
Контактирования – 800-820
- степень конверсии аммиака, % - 96,5-97,5
- концентрация продукционной кислоты, % - 47-49
Вывод: в связи с вышеперечисленными достоинствами и недостатками методов выбирается комбинированная схема с давлением на стадии абсорбции 0,35-0,4 МПа.
Похожие работы
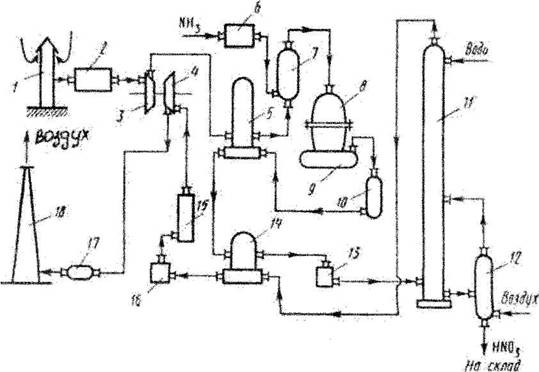
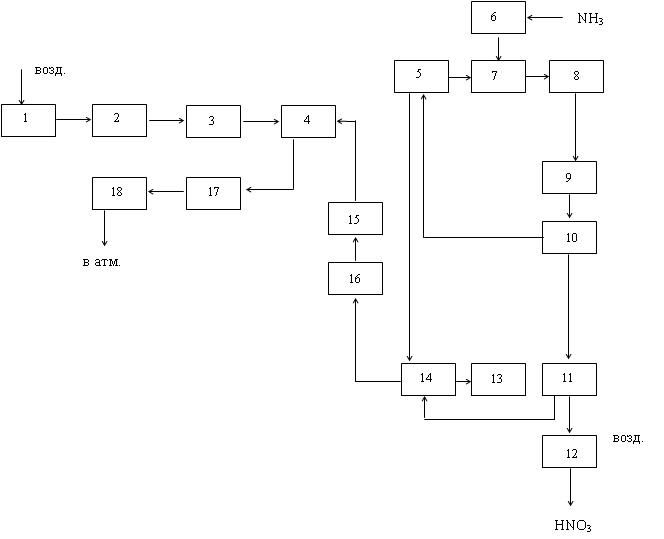
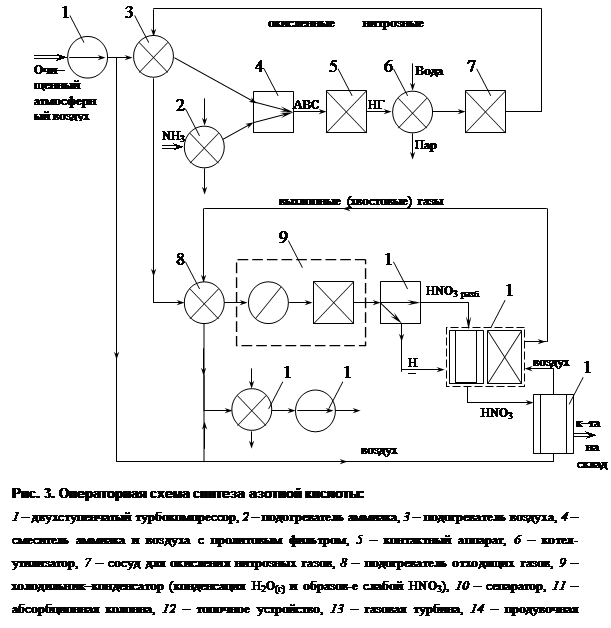
... + 50 2 = 4NO + 6Н2О 2NO+O2=2NO2 3NO2 + H2O = 2NО3 + N0 NH3 + 2О2 = HNO3 + Н2О + 421,2 Технологическая схема Рис. 3. Технологическая схема производства азотной кислоты 1-воздухозаборная труба; 2-воздухоочиститель; 3-газовый компрессор; 4-газовая турбина; 5-воздухоподогреватель; 6-испаритель аммиака; 7-смеситель с фильтром; 8-контактный аппарат; 9,17-котёл-утилизатор; 10-окислитель с ...
... в производстве концентрированной азотной кислоты по методу прямого синтеза. В отдельных случаях используется для обогащения АВС при получении неконцентрированной азотной кислоты. СОВРЕМЕННОЕ СОСТОЯНИЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА НЕКОНЦЕНТРИРОВАННОЙ АЗОТНОЙ КИСЛОТЫ. Азотная кислота и главным образом ее природная соль - натриевая селитра известны с давних времен. В 778 г. Арабский ученый Гебер ...
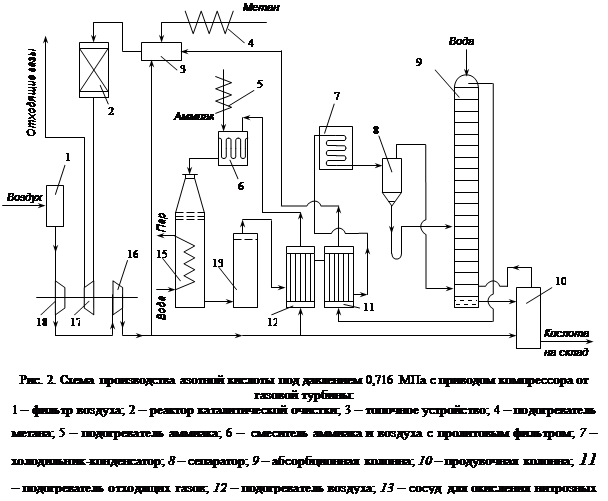
... очистки выхлопных газов, выпускающий продукцию в виде 53–58% -ной HNO3. Технологическая схема этого производства в упрощенном варианте представлена на рисунке 5. Подготовка сырья Рис.5 Схема производства азотной кислоты под давлением 0,716 МПа с приводом компрессора от газовой турбины: 1 – фильтр воздуха; 2 – реактор каталитической очистки; 3 – топочное устройство; 4 – ...
... способствует образованию NO2. При температурах до 100 ºС равновесие реакции практически полностью сдвинуто в правую сторону. Окисление диоксида азота – самая медленная стадия получения азотной кислоты. Она сильно зависит от концентрации реагентов, давления температуры. Применение воздуха, обогащенного кислородом (или чистого кислорода) позволяет получать НГ[2] с повышенным содержанием ...
0 комментариев