Основные физико-химические свойства сырья и готовой продукции. Государственные стандарты на них
Готовая продукция
Теоретические основы принятого метода
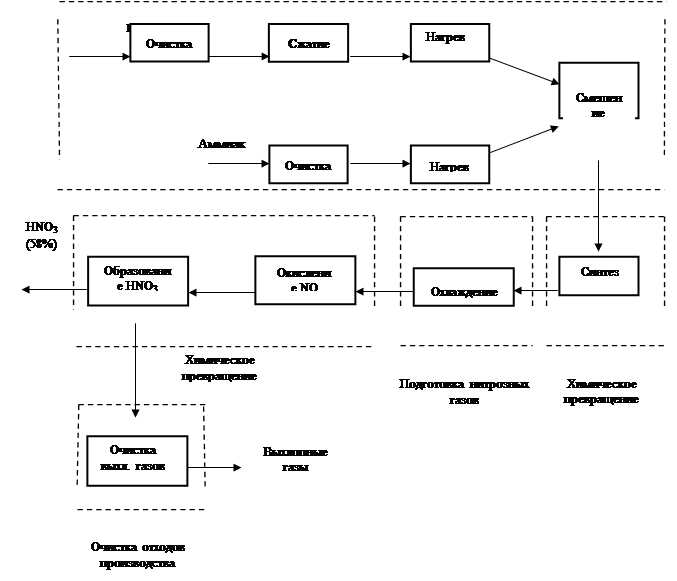
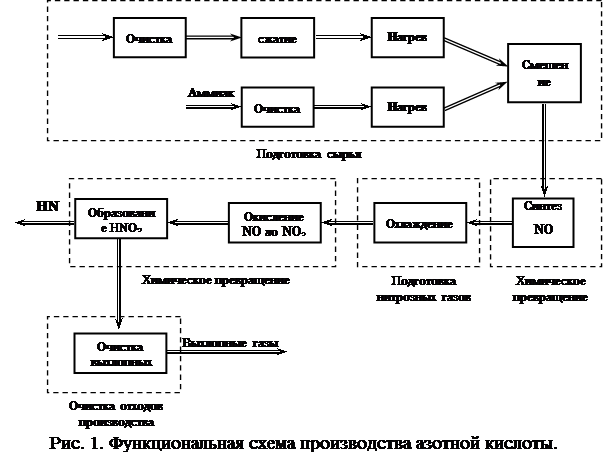
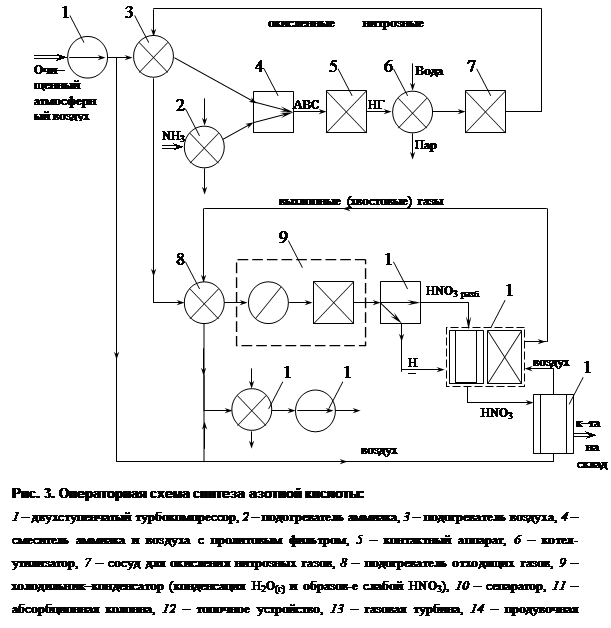
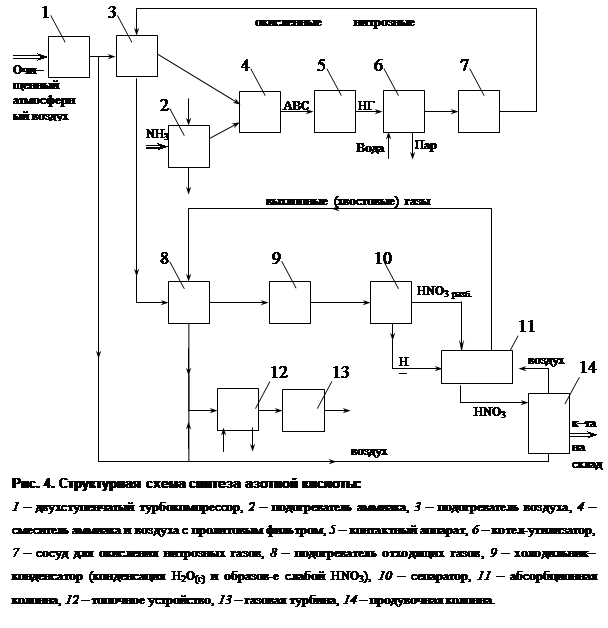
Описание технологической схемы узла
Выбор оборудования
Автоматизация технологического процесса и аналитический контроль производства
Отходы производства, их применение
Охрана труда и промышленная экология
Расчет материального баланса на 1 агрегат в час
Моль аммиака образуют 12 моль воды
Тепловой расчет
Навигация
Выбор оборудования
Производство азотной кислоты
63773
знака
10
таблиц
0
изображений
1.5 Выбор оборудования
1.5.1 Выбор конструкции основного аппарата
По способу передачи тепла различают следующие типы теплообменных аппаратов:
- поверхностные, в которых оба теплоносителя разделены стенкой, причем тепло передается через поверхность этой стенки;
- регенеративные, в которых процесс передачи тепла от горячего теплоносителя к холодному разделяется по времени на два периода и происходит при переменном нагревании и охлаждении насадки теплообменника;
- смесительные, в которых теплообмен происходит при непосредственном соприкосновении теплоносителей.
Устройства теплообменных аппаратов.
Кожухотрубчатые теплообменники состоят из пучка труб, концы которых закреплены в специальных трубных решетках путем развальцовки, сварки, пайки, а иногда на сальниках. Пучок труб расположен внутри общего кожуха, причем один из теплоносителей движется по трубам, а другой – в пространстве между кожухом и трубами (межтрубное пространство).
Достоинства кожухотрубчатых теплообменников: компактность, небольшой расход металла, легкость отчиски труб изнутри (за исключением теплообменников с U-образными трубами).
Недостатки таких теплообменников: трудность пропускания теплоносителей с большими скоростями, трудность очистки межтрубного пространства и малая доступность его для осмотра и ремонта, трудность изготовления из материалов, не допускающих развальцовки и сварки (чугун, ферросилид и др.).
Теплообменники «труба в трубе». Такие теплообменники включают несколько расположенных друг над другом элементов, причем каждый элемент состоит из двух труб: наружной трубы большого диаметра и концентрически расположенной внутри нее трубы. Внутренние трубы элементов соединены друг с другом последовательно; так же связаны между собой и наружные трубы. Для возможности очистки внутренние трубы соединяют при помощи съемных калачей.
Преимущества этих теплообменников: высокий коэффициент теплопередачи вследствие большой скорости обоих теплоносителей, простота изготовления.
Недостатки: громоздкость, высокая стоимость ввиду большого расхода металла на наружные трубы, не участвующие в теплообмене; трудность очистки межтрубного пространства.
Оросительные теплообменники. Оросительные теплообменники состоят из змеевиков, орошаемые снаружи жидким теплоносителем (обычно водой), и применяются главным образом в качестве холодильников. Змеевики выполнены из прямых горизонтальных труб, расположенных друг над другом и последовательно соединенных между собой сваркой или на фланцах при помощи калачей. Орошающая вода подается на верхнюю трубу, стекает с нее на нижележащую трубу и, пройдя последовательно по поверхности всех труб, стекает в поддон, расположенный под холодильником.
Достоинства: пониженный расход охлаждающей воды; простота устройства и дешевизна; легкость осмотра и наружной очистки труб.
Недостатки: громоздкость; сильное испарение воды; чувствительность к колебаниям подачи воды; при недостатке воды нижние трубы не смачиваются и почти не участвуют в теплообмене.
Погружные теплообменники состоят из змеевиков, помещенных в сосуд с жидким теплоносителем. Другой теплоноситель движется внутри змеевиков. При большом количестве этого теплоносителя для сообщения ему необходимой скорости применяют змеевики из нескольких параллельных секций.
Преимущества: простота изготовления; доступность поверхности теплообмена для осмотра и ремонта; малая чувствительность к изменениям режима вследствие наличия большого объема жидкости в сосуде.
Недостатки: громоздкость; неупорядоченное движение (незначительная скорость) жидкости в сосуде, в результате чего теплоотдача снаружи змеевиков происходит путем свободной конвекции с невысоким коэффициентом теплоотдачи; трудность внутренней очистки труб.
Вывод: в связи с вышеперечисленными достоинствами и недостатками рассмотренных видов теплообменников выбирается погружной теплообменник типа котел утилизатор.
Котел-утилизатор прямоточный сепараторного типа УС-2,6/39 предназначен для утилизации тепла нитрозных газов с выработкой энергии энергетического пара давлением 3,92 МПа и температурой 440±10 ˚С. Включает два испарительных пакета, два пароперегревателя, размещенных в корпусах контактных аппаратов (температура нитрозных газов после них понижается от 850 до 300˚С), и один экономайзер, где питательная вода подогревается от 150 до 250 ˚С, а температура нитрозных газов снижается до 200-230 ˚С.
Высота – 5750 мм
Диаметр – 2770 мм
Поверхность теплообмена – 368 м2
1.5.2 Характеристика оборудования
Контактный аппарат (КА) предназначен для окисления аммиака до оксида азота. Состоит из 2-х частей: верхняя часть с картонным фильтром, который служит для тонкой очистки АВС, нижняя часть с катализаторными сетками – для окисления аммиака. Картонный фильтр состоит из 5-ти фильтровальных пакетов, заключенных в цилиндрический корпус, и изготовлен из фильтровального картона ФМП-1. нижняя часть – катализаторная сета из платинородиевопалладиевого сплава и слой неплатинового железохромового катализатора.
Диаметр – 3020 мм
Высота – 4200 мм
Диаметр сеток – 2900 мм
Вес сеток – 6184-7260 г
Активная поверхность катализаторной сетки – 11м2
Содержание: платины – 92,5%
Родия – 3,5 %
Палладия – 4,0 %
Диаметр проволоки – 0,09 мм
Число сплетений – 1024 на см2
Аппарат для очистки воздуха (ОВ) предназначен для очистки воздуха от механических загрязнений.
Поверхность фильтрации рукавных фильтров – 220 м2
Диаметр тарельчатого промывателя – 3000мм
Диаметр фильтра – 4000 мм
Высота – 11800 мм
Подогреватель АВС (ПА) предназначен для подогревания аммиачно-воздушной смеси нитрозными газами.
Диаметр – 1100 мм
Высота – 4645 мм
Диаметр трубок – 38 х 2,5 мм
Поверхность теплопередачи – 190 м2
Газовый холодильник-промыватель (ХП) предназначен для охлаждения и промывки нитрозного газа от аммонийных солей.
Д = 2800 мм;
Н = 5440 мм;
Fзмеевиков = 110 м2;
øтр. = 38х2,5 мм
Количество ситчатых тарелок – 3
Деаэрационная колонна (ДК) предназначена для деаэрации смеси ХОВ и парового конденсата, поступающей на питание котлов-утилизаторов.
Д = 1100 мм;
Н = 2530 мм.
Похожие работы
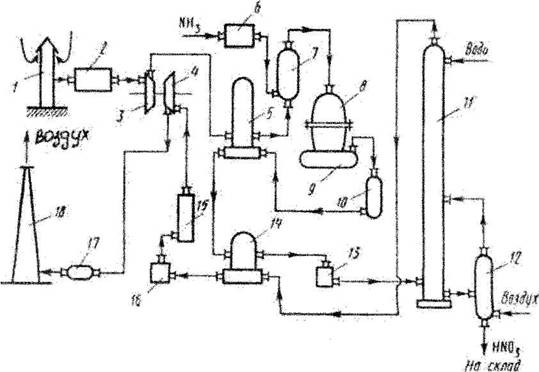
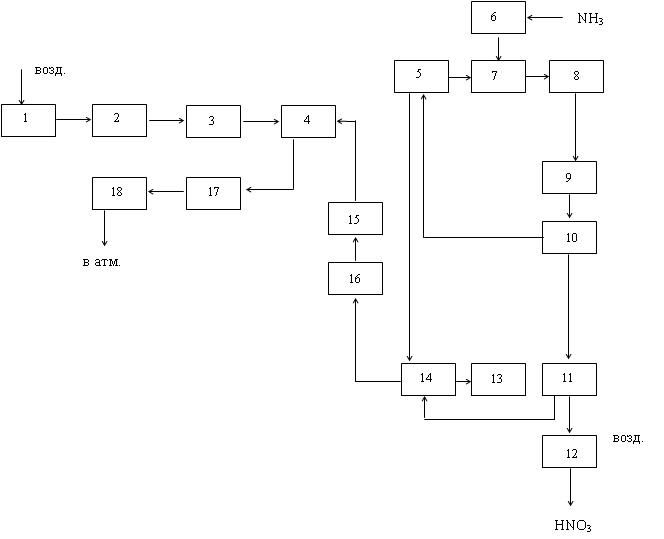
... + 50 2 = 4NO + 6Н2О 2NO+O2=2NO2 3NO2 + H2O = 2NО3 + N0 NH3 + 2О2 = HNO3 + Н2О + 421,2 Технологическая схема Рис. 3. Технологическая схема производства азотной кислоты 1-воздухозаборная труба; 2-воздухоочиститель; 3-газовый компрессор; 4-газовая турбина; 5-воздухоподогреватель; 6-испаритель аммиака; 7-смеситель с фильтром; 8-контактный аппарат; 9,17-котёл-утилизатор; 10-окислитель с ...
... в производстве концентрированной азотной кислоты по методу прямого синтеза. В отдельных случаях используется для обогащения АВС при получении неконцентрированной азотной кислоты. СОВРЕМЕННОЕ СОСТОЯНИЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА НЕКОНЦЕНТРИРОВАННОЙ АЗОТНОЙ КИСЛОТЫ. Азотная кислота и главным образом ее природная соль - натриевая селитра известны с давних времен. В 778 г. Арабский ученый Гебер ...
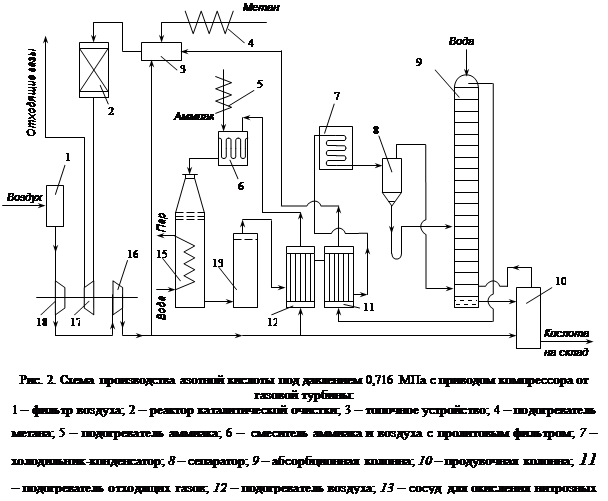
... очистки выхлопных газов, выпускающий продукцию в виде 53–58% -ной HNO3. Технологическая схема этого производства в упрощенном варианте представлена на рисунке 5. Подготовка сырья Рис.5 Схема производства азотной кислоты под давлением 0,716 МПа с приводом компрессора от газовой турбины: 1 – фильтр воздуха; 2 – реактор каталитической очистки; 3 – топочное устройство; 4 – ...
... способствует образованию NO2. При температурах до 100 ºС равновесие реакции практически полностью сдвинуто в правую сторону. Окисление диоксида азота – самая медленная стадия получения азотной кислоты. Она сильно зависит от концентрации реагентов, давления температуры. Применение воздуха, обогащенного кислородом (или чистого кислорода) позволяет получать НГ[2] с повышенным содержанием ...
0 комментариев