Техніко-економічне обґрунтування
Проектно-технологічна частина
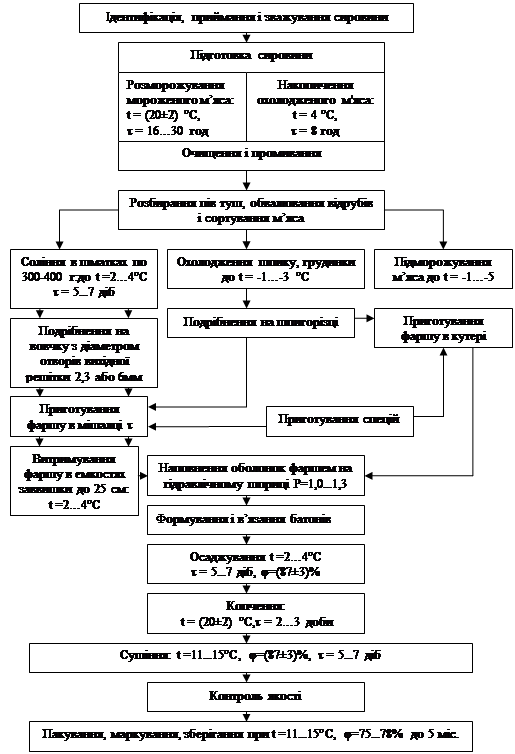
Аналіз та вибір технологічних схем виробничого процесу
Розрахунок та добір технологічного обладнання
Розрахунок робочої сили
Розрахунок робочих площ приміщень
Об’ємно - планувальні та конструктивні рішення
Розрахунок витрат води, пару, холоду, електроенергії
Організація виробничо-ветеринарного контролю
Організація технохімічного контролю та контролю систем управління якістю продукції
Автоматизація технологічних процесів
Безпечність ФУНКЦІОНУВАННЯ підприємства
Шкідливі виробничі фактори та методи їх ліквідації
Техніка безпеки при роботі з обладнанням
Розробка заходів з протипожежної безпеки
Розрахунок проектної потужності підприємства
Розрахунок чисельності працівників і витрат па оплату труда
Розрахунок поточних витрат
Тис. грн.* 8%/100% = 1393,4 тис. грн
Розрахунок річної суми прибутку, необхідної для відшкодування інвестиційних витрат в нормативний термін окупності (без дисконтування)
Навигация
Автоматизація технологічних процесів
проектування ковбасного цеху потужністю 12 т готової продукції за зміну
175131
знак
34
таблицы
3
изображения
3.12 Автоматизація технологічних процесів
Автоматизація являє собою один з найважливіших засобів здійснення переходу до якісно нового виробництва за рахунок підвищення продуктивності праці, поліпшення якості продукції, оптимізації процесів, зниження собівартості продукції, забезпечення безпеки роботи обладнання, поліпшення умов та культури виробництва.
Технологічні процеси харчових галузей промисловості мають суттєві особливості:
- різноманітний асортимент, який часто змінюється; переробка продуктів, які швидко псуються, що потребує чіткої організації процесів переробки та оптимального режиму управління;
- показники якості сировини змінюються залежно від терміну і умов транспортування та зберігання;
- суворе дотримання рецептур приготування харчових продуктів та технологічних режимів переробки сировини для зберігання смакової та харчової цінності продуктів; [17]
- виключення контакту рук людини з продуктами та сировиною;
- широке застосування безперервних технологічних процесів та поточних ліній для випуску певних виробів, які забезпечені сучасними машинами та апаратами;
- застосування складних фізико-хімічних та біохімічних методів переробки харчових продуктів.
Усі ці особливості визначають ефективність застосування автоматизації технологічних процесів харчових виробництв на підприємствах усіх рівнів.
Завдання на розробку системи автоматизації термічної обробки ковбасних виробів
Таблиця 3.17 - Завдання на розробку системи автоматизації термічної обробки
| № п/п | Машина, агрегат, апарат | Параметр, місце вибору сигналу | Допустимі значення параметру | Вид автоматизації | Характер контролю чи управління | Додаткові вимоги |
| Для варених ковбас, сосисок, сардельок | ||||||
| 1 | Термічна камера | Температура в середині батона Обжарювання Варіння Вологість у камері Обжарювання Варіння | 53-55ºС 72 ºС 12-15% 90-100% | Контроль Регулювання Контроль | Покази, запис, сигналізація, Стабілізація Покази, запис, сигналізація | Світлова звукова Вплив на подачу пароводяної суміші Світлова звукова |
| Для напівкопчених та варено-копчених ковбас | ||||||
| 1 | Термічна камера | Температура у камері Варіння Копченя Вологість у камері Варіння Копченя | 80-84°С 40-45°С 90 % 60 % | Контроль Регулювання Контроль | Покази, запис, сигналізація Стабілізація Покази, запис, сигналізація | Світлова звукова Вплив на подачу пароводяної суміші Світлова звукова |
Опис схеми автоматизації
Схема автоматизації для термічної обробки ковбасних виробів передбачає автоматизацію повного циклу обробки з централізованим контролем зі щита, динамічна характеристика термокамери дозволяє застосовувати позиційний закон регулювання.
У схемі автоматизації термокамери передбачається: контроль тиску пари, що поступає на зволоження, контроль, реєстрація, регулювання температури та вологості, дистанційне управління заслінками, автоматична сигналізація та блокування.
Контроль тиску пари, що поступає у камеру на зволоження, а також у калорифер для обігріву, здійснюється манометрами 1-1 та 2-1.
Контроль, реєстрація та автоматичне регулювання температури в камері І в процесі коптіння проводиться автоматичним мостом 8-3 типу КСМ-2 у комплекті з термометром опору 8-1 типу ТСП-5П і термометром 8-2 типу ТСМ-10М, установлених у камері. За різницею температур мокрого 8-2 і сухого 8-1 термометрів визначають вологість пароповітряної суміші в камері. З відхиленням температури та вологості від заданих значень попозиційний регулюючий пристрій моста замикає коло електричних виконавчих механізмів: 5-2, розміщеного на паропроводі подачі пари в калорифер Ш, 6-2,т встановленого на паропроводі подачі пари у зволожувач VI та замикаючого клапану 7-2 з електромагнітним приводом.
Крім того, автоматичне регулювання температури в камері може відбуватися за температурою усередині виробу. Сигнал від голчастої термопари 11-1, що знаходиться всередині батона, надходить до потенціометра 11 -2 типу КСП-2 з трьох позиційним регулюючим пристроєм, який керує виконавчими механізмами 5-2, 6-2, 7-2. Термічну обробку можна проводити за часом з використанням програмного рем часу 10-1.
Зі щита управління передбачається дистанційне управління електродвигуном, заслінок викиду газової суміші з термокамер (12-2), подачі повітря у термокамеру (13-2), подачі диму (14-2) за допомогою кнопок 12-1, 13-1 та 14-1 відповідно. Лампи НL-7...НL-12 сигналізують про роботу електродвигунів.
Дистанційне управління виконавчими механізмами 5-2, 6-2 7-2 може здійснюватись за допомогою кнопок 5-1,6-1, 7-1. Автоматична сигналізація роботи цих механізмів виконується сигнальними лампами НL-3.. .НL-6.
У схемі застосовується автоматичне блокування подачі пари в термокамеру під відчинення дверей IV. За допомогою кінцевих вимикачів 16-1 та 16-2 виконавчі механізми 5-2, 6-2, 7-2 закривають подачу пари в калорифер та в камеру зволожування, а також воду в зволожувач.
Звуковий сигнал після закінчення процесу подає зумер НАI„ який вимикається за допомогою кнопки 15-2. [14]
Специфікація на прилади та засоби автоматизації приведені у таблиці 3.18.
Схема автоматизації надана у додатку у вигляді графічного матеріалу.
Автоматизація являє собою один з найважливіших засобів здійснення переходу до якісно нового виробництва за рахунок підвищення продуктивності праці, поліпшення якості продукції, оптимізації процесів, зниження собівартості продукції, забезпечення безпеки роботи обладнання, поліпшення умов та культури виробництва.
СПЕЦИФІКАЦІЯ на засоби контролю та автоматизації термообробки
Таблиця 3.18 - Замовлена специфікація на прилади та засоби автоматизації
| Номер позиції | Параметр, середовище, місце відбору сигналу | Граничне значення параметру | Місце встановлення | Найменування та характеристика | Тип | Кількість |
| |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| |||||
| 1-1, 2-1 | Тиск | За місцем | Манометр технічний загального призначення, шкала кгс/м2 Клас точності 2,5 | ОБМ1-100 | 2 |
| ||||||
| 5-2, 6-2, 7-2, 12-2, 13-2, 14-2 | Трубопровід | Електричний виконавчий механізм дно обертовий з датчиком покажчика положення | МЭО | 6 |
| |||||||
| 8-1 | Температура | 84ºС | За місцем | Термометр опору платиновий, подвійний. Межі вимірювання – 200-600 ºС. Градуювання П50 | ТСП-5071 | 1 |
| |||||
| 8-2 | Температура | 84ºС | За місцем | Термометр опору мідний, межі вимірювання – 50...+150ºС, градуювання М50 | ТСМ-5071 | |||||||
| 8-3 | Температура | 84ºС | На щиті | Автоматичний міст без додаткових пристроїв. Клас точності 1.0. Шкала 0...100ºС. Градуювання П50 | КСМ2-008 | 1 | ||||||
| 11-1 | Температура | 72 ºС | За місцем | Термопара. Градуіровка ХК. Межі вимірювання 0...600ºС. | ТХК-0806 | 1 | ||||||
| 11-2 | На щиті | Вторинний вимірювальний прилад із вбудованою позиційною приставкою. Клас точності 1,0. Градуіровка ХК. | ДИСК-250 | 1 | ||||||||
| 3-1 | На щиті | Ключ вибору режиму | 1 |
| ||||||||
| 4-1, 5-1, 6-1, 7-1, 8-4, 12-1, 13-1, 14-1, 15-2, 17-1 | Кнопкові станції | 10 |
| |||||||||
| 10-1 | Температура | На щиті | Програмне реле часу | 1 |
| |||||||
| 4-3 17-2 | За місцем | Магнітний пускач | 2 |
| ||||||||
| HL1, HL2 HL3, HL4 HL5, HL6 HL7, HL8 HL9, HL10 HL11, HL12 | На щиті | Лампи | 10 |
| ||||||||
Похожие работы
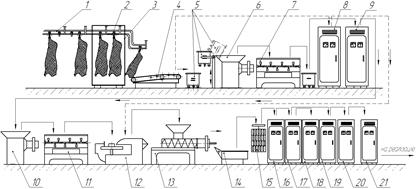
... ковбас 2. РОЗРАХУНКОВА ЧАСТИНА 2.1 Розрахунок кількості сировини і готової продукції Для вибору найбільш ефективних технологічних схем, відповідних виробничій потужності проектованого ковбасного цеху виконують продуктові розрахунки, результатом якого є визначення маси вихідної сировини, напівфабрикатів, вторинних продуктів і відходів. Вихідними даними для розрахунків ковбасного цеху ...
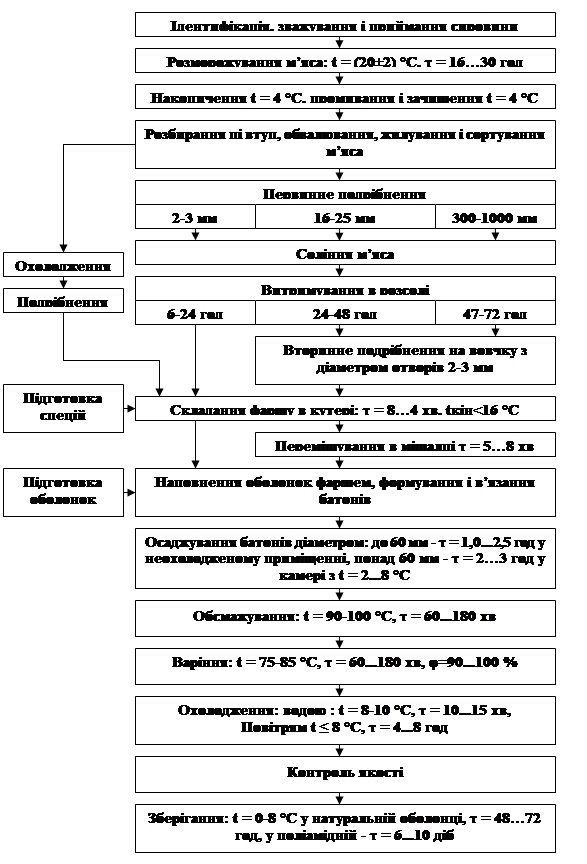
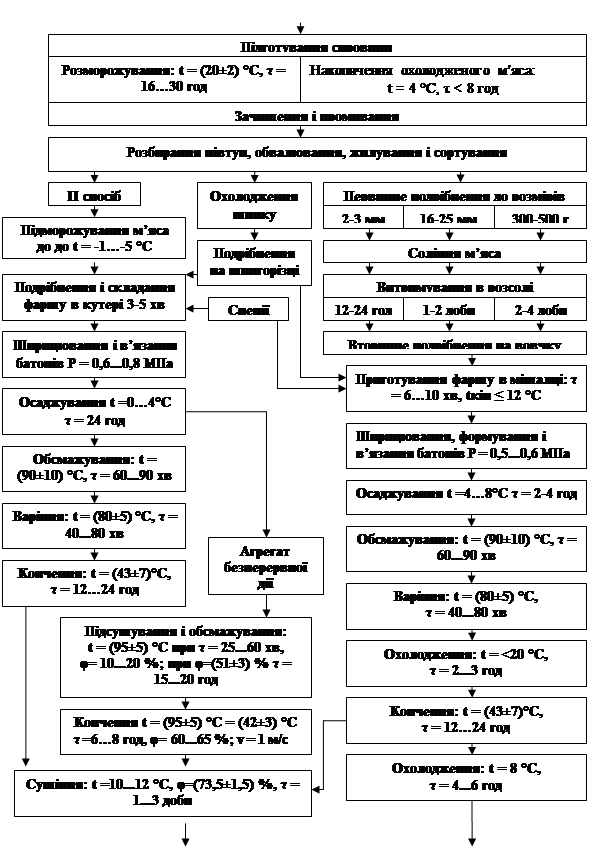
... ічними властивостями і взаємодії з фаршем вони значно нижчі. Використовуються, в основному, для виготовлення варених ковбас. 2.2 Характеристика основних етапів та операцій технологічного процесу виробництва продукції передбаченої темою бакалаврської роботи Процес виготовлення ковбасних виробів включає такі основні операції: 1. обвалювання; 2. жилування; 3. солі ...
... . Варять не більше 20 хв. М'ясний порошок — однорідна маса, отримана подрібненням сухого м'яса, колір світло-коричневий. Варять не більше 5 хв. Волога в порошку не більше 10%, упаковка герметична. ЛЕКЦІЯ ПО ТОВАРОЗНАВСТВУ РИБИ 1.Характеристика сімейств риб Промислові риби класифікують по декількох ознаках. По способу і місцю життя риби ділять на морських, прісноводих, напівпрохідні і прох ...

... 832=24,038 млн.грн. Отже в підсумок розрахунків можна сказати що підприємство давно досягнуло точки беззбитковості і працює нагромаджуючи прибуток. Розділ 4. Формування функцій менеджменту в ЗАТ "М'ясокомбінат" Місією організації є забезпечення споживачів якісними і корисними м’ясними продуктами. Стратегією підприємства обране «обмежене зростання». Частка ринку, яку займає підприємство, є ...
0 комментариев