Техніко-економічне обґрунтування
Проектно-технологічна частина
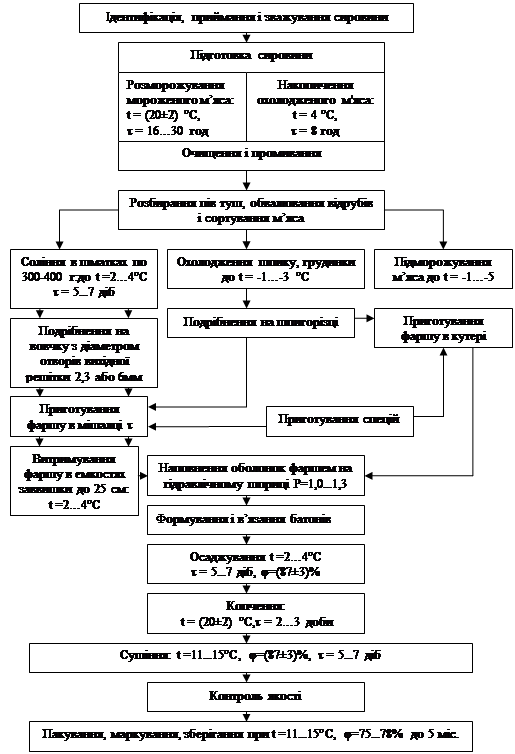
Аналіз та вибір технологічних схем виробничого процесу
Розрахунок та добір технологічного обладнання
Розрахунок робочої сили
Розрахунок робочих площ приміщень
Об’ємно - планувальні та конструктивні рішення
Розрахунок витрат води, пару, холоду, електроенергії
Організація виробничо-ветеринарного контролю
Організація технохімічного контролю та контролю систем управління якістю продукції
Автоматизація технологічних процесів
Безпечність ФУНКЦІОНУВАННЯ підприємства
Шкідливі виробничі фактори та методи їх ліквідації
Техніка безпеки при роботі з обладнанням
Розробка заходів з протипожежної безпеки
Розрахунок проектної потужності підприємства
Розрахунок чисельності працівників і витрат па оплату труда
Розрахунок поточних витрат
Тис. грн.* 8%/100% = 1393,4 тис. грн
Розрахунок річної суми прибутку, необхідної для відшкодування інвестиційних витрат в нормативний термін окупності (без дисконтування)
Навигация
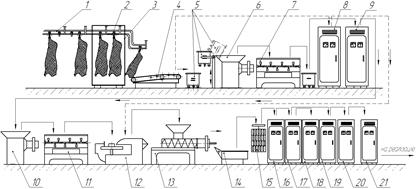
Розрахунок та добір технологічного обладнання
проектування ковбасного цеху потужністю 12 т готової продукції за зміну
175131
знак
34
таблицы
3
изображения
3.4 Розрахунок та добір технологічного обладнання
Необхідну кількість технологічного обладнання розраховуємо для кожного відділення окремо. Для розрахунку обладнання для сировинного відділення, спочатку розраховуємо робочу силу, що відображено у відповідному розділі цього проекту.
Необхідну кількість технологічного обладнання розраховують за кількістю сировини, що надходить до обробки, з врахуванням режиму роботи обладнання, його потужності і одночасного завантаження. [23]
Кількість одиниць обладнання розраховують за формулою[1]:
N= A/(q*T) (3.6)
де N - кількість одиниць обладнання;
А - кількість сировини, що переробляється за зміну, кг;
q - потужність обладнання, кг/год.;
Т - тривалість зміни, год.
Для обладнання періодичної дії (відкриті котли, автоклави, відстійники і т. д.)
N=A/Q (3.7)
Де Q — потужність апарату за зміну, кг.
Потужність апаратів (кутеров і мішалок) періодичної дії визначають за формулою:
Q=(60/t)*a*V*p=608(g/t) (3.8)
де q потужність апарату періодичної дії, кг/год.;
t - тривалість одного циклу, хв.;
а - коефіцієнт завантаження за основною сировиною (для кутерів а=0,6...0,65; для мішалок а=0,6.. .0,7);
V - Об'єм чаші кучеру або мішалки, м;
р - щільність продукту,, що подрібнюється або перемішується, г/см 3;
g, маса одночасного завантаження, кг
Довжину стаціонарного столу
L=n*t\k (3.9)
де n - кількість робітників, що виконують дану операцію;
l - довжина столу на 1 працівника за нормами, м (l=1 м);
k - коефіцієнт, що враховує роботу з однієї(к =1) або з двох сторін
столу(к =2).
Довжину конвеєрного столу для обвалювання, жилування, визначають за формулою:
L=2.5+l*(n/k) (3.10)
де 2,5 — необхідний запас довжини конвеєру;
l- норма довжини столу на одного робітника, м ;
n - кількість робітників, що виконують дані операції.
Кількість металевих чанів для посолу, які можуть укладати в декілька ярусів, розраховують за формулою:
N=A*k*t\q (3.11)
де N - кількість чанів, шт.;
А - кількість сировини, що надходить на посол до цеху за зміну, кг;
к - кількість змін роботи відділення;
t - тривалість посолу, год.;
q — корисна ємність одного чану, кг (q=450 кг).
Кількість камер, що мають 3 секції і призначені для термічної обробки ковбасних виробів при сумісних процесах, визначають за формулою:
N=(A*t)\(q*T*m) (3.12)
де N - кількість камер;
А - кількість продукції, що обробляється за зміну, кг;
t — тривалість термічної обробки, год.;
q - ємність однієї секції, кг;
m - кількість секцій;
Т — тривалість зміни, год.
Ємність однієї секції - 4 рами розміром 1200x1000 мм.
Технологічне обладнання для різних відділень ковбасного цеху обирають з врахуванням їх потужності і в відповідності з прийнятими в проекті технологічними схемами виробництва ковбасних виробів. [34]
Розрахунок машин зведено до таблиці 3.6.
Таблиця 3.6 – Зведена таблиця розрахунку машин
| Сировина | Потужність кг/година | Кількість сировини за зміну, кг | Прийнятий тип обладнання | Кількість машин | |
| Розрахункова | Прийнята | ||||
| Сировинне відділення | |||||
| Полу туші яловичини та свинини | 9965 | Конвеєр | 1 | 1 | |
| Машинне відділення | |||||
| Шпик | 200 | 931 | Шпигорізка 221 ФШ 010 | 0,58 | 1 |
| Яловичина, свинина | 800 | 9965 | Вовчок К7-ФВП-114 | 1,6 | 2 |
| Вода | 2000кг/сут | 1568 | Льодогенератор „Funk” | 0,79 | 1 |
| Фарш | 1900 | 14666 | Кутер Л23-ФКВ-03 | 0,96 | 1 |
| Фарш | Об’єм 300л | 14666 | Возики | 16,28 | 17 |
| Відділення посолу | |||||
| Подрібнене м’ясо | Об’єм 300л | 12695 | Возики-чани | 85,2 | 86 |
| Шприцювальне відділення | |||||
| Фарш | 1100 | 14666 | Шприц „Опти1100” | 1,67 | 2 |
| Батони ковбас | Довжина 4м | 14666 | Стіл технолог. | 2 | 2 |
| Камера осадки | |||||
| Батони | 14666 | Рама универ. Я16-ФИО | 73.33 | 75 | |
| Термічне відділення | |||||
| Батони | 14666 | Термокамери атомат. Я5-ФТ2-Г-00 | 3,85 | 4 | |
| Камера сушки | |||||
| Батони після термообробки | н/к 2455 в/к 2938 | Рама универ. Я16-ФИО | 18,4 36,7 | 56 | |
Похожие работы
... ковбас 2. РОЗРАХУНКОВА ЧАСТИНА 2.1 Розрахунок кількості сировини і готової продукції Для вибору найбільш ефективних технологічних схем, відповідних виробничій потужності проектованого ковбасного цеху виконують продуктові розрахунки, результатом якого є визначення маси вихідної сировини, напівфабрикатів, вторинних продуктів і відходів. Вихідними даними для розрахунків ковбасного цеху ...
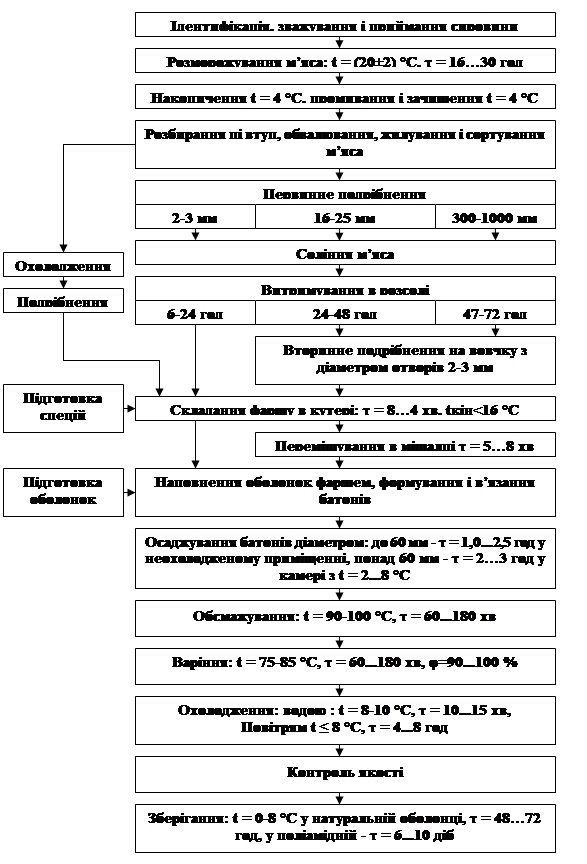
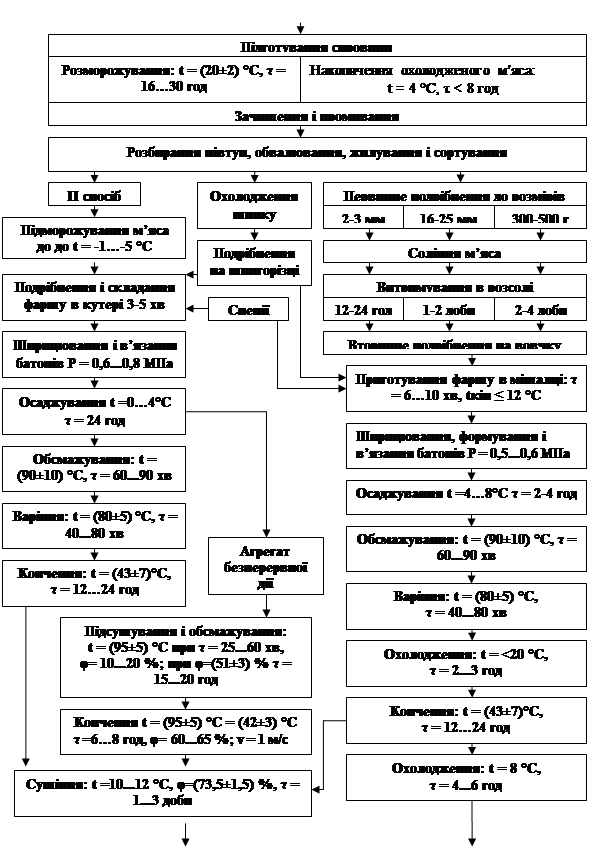
... ічними властивостями і взаємодії з фаршем вони значно нижчі. Використовуються, в основному, для виготовлення варених ковбас. 2.2 Характеристика основних етапів та операцій технологічного процесу виробництва продукції передбаченої темою бакалаврської роботи Процес виготовлення ковбасних виробів включає такі основні операції: 1. обвалювання; 2. жилування; 3. солі ...
... . Варять не більше 20 хв. М'ясний порошок — однорідна маса, отримана подрібненням сухого м'яса, колір світло-коричневий. Варять не більше 5 хв. Волога в порошку не більше 10%, упаковка герметична. ЛЕКЦІЯ ПО ТОВАРОЗНАВСТВУ РИБИ 1.Характеристика сімейств риб Промислові риби класифікують по декількох ознаках. По способу і місцю життя риби ділять на морських, прісноводих, напівпрохідні і прох ...

... 832=24,038 млн.грн. Отже в підсумок розрахунків можна сказати що підприємство давно досягнуло точки беззбитковості і працює нагромаджуючи прибуток. Розділ 4. Формування функцій менеджменту в ЗАТ "М'ясокомбінат" Місією організації є забезпечення споживачів якісними і корисними м’ясними продуктами. Стратегією підприємства обране «обмежене зростання». Частка ринку, яку займає підприємство, є ...
0 комментариев