Выбор заготовки
Выбор технологических баз. План обработки
Выбор средств технологического оснащения
Разработка технологических операций
Об/мин
Об/мин
Патентные исследования
Научные исследования
Выбор и проектирование станочного приспособления
Выбор и проектирование инструмента
Проектирование производственного участка
Принимаем 3 человека
Безопасность и экологичность проекта
Навигация
Выбор заготовки
Разработка технологического процесса изготовления матрицы
107588
знаков
68
таблиц
16
изображений
3. Выбор заготовки
Выбор оптимального варианта получения заготовки
Для сравнения рассмотрим два способа получения заготовки для дальнейшего изготовления матрицы:
- прокат ( по базовому ТП);
- литьё в песчаные формы.
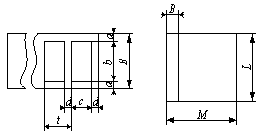
Расчет заготовки из проката.
За основу расчета промежуточных припусков принимаем максимальный размер детали 125 мм.
Устанавливаем предварительный маршрутный технологический процесс обработки поверхности детали 125 мм:
Операция 10 Фрезерная черновая
Определяем расчетный размер заготовки:
| Dр.з=Dн+2z10, мм | (3.1.) |
где, Dн=125мм - номинальный размер;
2z10 = 5,2мм– припуск на размер на операции 10 [3, с.51, табл. 2.6].
Dр.з=125+5,2=130,2 мм.
По расчетным данным выбираем размер горячекатаного проката обычной точности – полоса по ГОСТ 4405-75
Полоса ![]()
В данном случае максимальный размер и является длиной заготовки.
Объем заготовки:
|
| (3.2.) |
где, Lз= Dр.з =130,2мм – длина заготовки;
Нз, Вз – высота и ширина заготовки, мм.
![]() мм3.
мм3.
Масса заготовки:
| mз=r.Vз , кг | (3.3.) |
где, r = 7,86 кг/м3 – удельная плотность стали;
mз=7,86.0,91=7,1 кг.
Коэффициент полезного использования материала:
![]() (3.4)
(3.4)
где ![]() - масса детали;
- масса детали;
![]() - масса заготовки;
- масса заготовки;
![]()
Заготовку в проектном варианте предложено выполнить отливкой.
Вид заготовки
Выбираем заготовку – отливку, полученную литьём в песчано-глинистые сырые формы из низковлажных (до 2,8%) высокопрочных (более 160 кПа) смесей с высоким и однородным уплотнением до твердости не менее 90 единиц.
Класс размерной точности
Выбираем по [4, прил.1, табл. 9]. Исходя из способа получения заготовки и наибольшего габаритного размера отливки класс размерной точности 8-13т. Принимаем 10 класс размерной точности.
Степень коробления элементов
Выбираем по [4, прил. 2, табл. 10], исходя из отношения В/L » 0,31. Степень коробления 4-7. Принимаем 6 степень коробления.
Степень точности поверхностей
Выбираем по [4, прил. 3, табл. 11] –11 –18. Принимаем степень точности поверхностей 14, что соответствует шероховатости Rа = 40 мкм [4, прил. 4, табл. 12].
Класс точности массы
Определяем по [4, прил. 5, табл. 13], исходя из номинальной массы отливки (m = 1…10кг) и способа получения отливки, степень точности массы отливки 7т-14. Принимаем 10.
Ряд припусков на обработку
Согласно [4, прил.6, табл. 14] 14 степени точности поверхности соответствуют 5-8 ряды припусков на обработку. Принимаем 7 ряд припусков.
Допуск размеров, формы и расположения элементов отливки
Допуски размеров [4, с.2, табл. 1], формы и расположения элементов отливки [4, с. 5, табл. 2] назначаем на каждую поверхность отливки отдельно и сводим в табл. 3.1.
Таблица 3.1. Допуски на размеры отливки
| Размер детали, мм | Допуск на размер, мм | Допуски формы и расположения поверхностей, мм |
| Ø23,77+0,021 | 2,0 | 0,4 |
| 40-0,016 | 2,2 | 0,4 |
| 120 | 3,2 | 0,5 |
| 125 | 3,2 | 0,5 |
| 55±0,095 | 2,2 | 0,4 |
Допуск неровностей поверхности отливки не должен превышать 1,0 мм.
[4, с. 6, табл. 3].
Общие допуски
Общие допуски элементов отливки, учитывающие совместное влияние допуска размера и допусков формы и расположения поверхностей выбираем по [4, прил. 8, табл. 16] и сводим в табл. 3.2.
Таблица 3.2. Общие допуски| Размер детали, мм | Общий допуск, мм |
| Ø23,77+0,021 | 2,4 |
| 40-0,016 | 3,2 |
| 120 | 4,0 |
| 125 | 4,0 |
| 55±0,095 | 3,0 |
Припуски на обработку, размеры отливки
Припуски на обработку определяем по [4, с. 10, табл. 6].
Таблица 3.3. Припуски и размеры отливки
| Размер детали, мм | Припуск на размер, мм | Размер отливки, мм |
| Ø23,77+0,021 | 7,6 | Ø16,17±1,2 |
| 40-0,016 | 7,0 | 47±1,6 |
| 120 | 6,4 | 126,4±2,0 |
| 125 | 6,4 | 131,4±2,0 |
| 55±0,095 | 3,5 | 58,5±1,5 |
Масса отливки
![]() = 7,86 . 0,26 = 2,07 кг
= 7,86 . 0,26 = 2,07 кг
Коэффициент использования материала
 = 0,68
= 0,68
Технико-экономическое сравнение методов получения заготовки
Себестоимость детали:
| Сдет=Сз + Смо - Сотх , руб | (3.5.) |
где, Сз – стоимость заготовки, руб;
Смо – стоимость механической обработки, руб;
Сотх – стоимость отходов, руб.
Для заготовки полученной из проката:
| Сзпр = Сб. mз , руб | (3.6.) |
Для заготовки, полученной отливкой:
| Сз = Сб. mз. Кт. Ксл. Кв. Км. Кп , руб | (3.7.) |
где, Сб – базовая стоимость кг заготовки;
mз – масса заготовки, кг;
Кт – коэффициент точности;
Ксл – коэффициент сложности;
Кв – коэффициент массы;
Км – коэффициент марки материала;
Кп – коэффициент объема производства.
Для заготовки полученной из проката:
Сбпр= 0,36 руб/кг [5, с.35]
mз = 7,1 кг
Сзпр =0,36 . 7,1 = 2,56 руб/шт
Для заготовки полученной литьём в песчаную форму:Сбшт= 0,29 руб/кг [5, с.40]
Кт = 1,0 [5, с.38]
Ксл = 1,0 [5, с.38, табл. 4.6]
Кв = 0,82 [5, с.38, табл. 4.7]
Км = 2,5 [5, с.38]
Кп = 0,77 [5, с.38, табл. 4.8]
Сзот = 0,29 . 2,07 . 1,0 . 1,0 . 0,82 . 2,5 . 0,77 = 0,95 руб/шт.
Определим затраты на механическую обработку:
| Смо = Суд. (mз-mд) , руб | (3.8.) |
где, Суд – удельные затраты на снятие 1 кг стружки, руб.
| Суд = Сс +Ен. Ск , руб | (3.9.) |
где, Сс = 0,356 руб/кг – текущие затраты [5, с.34 , табл. 4.2];
Ск = 1,035 руб/кг – капитальные затраты [5, с.34 , табл. 4.2];
Ен = 0,2 - нормативный коэф. эффективности капитальных вложений.
[5, с.34 ]
Смопр = (0,356 + 0,2 . 1,035) . (7,1- 1,4) = 3,21 руб/кг.Смоот = (0,356 + 0,2 . 1,035) . (2,07- 1,4) = 0,38 руб/кг.
| Сотх = Суд отх. (mз-mд) , руб | (3.10.) |
где, Суд отх – удельная себестоимость 1 кг отходов, руб
| Суд отх = 0,1 .Сб , руб/кг | (3.11.) |
Суд отхпр = 0,1 . 0,36 = 0,036 руб/кг.
Суд отхот = 0,1 . 0,29 = 0,029 руб/кг.
С отхпр= 0,036 . (7,1-1,4) = 0,21 руб.
С отхот = 0,029 . (2,07-1,4) = 0,02 руб.
Сдетпр = 2,56 + 3,21 – 0,21=5,56 руб.
Сдетот = 0,95 + 0,38 – 0,02 = 1,31 руб.
Экономический эффект:
| Э = Сдетб– Сдет м, руб/шт | (3.12.) |
Проведенные расчеты показывают, что экономически целесообразно в качестве заготовки для детали – матрица использовать заготовки полученные литьем в земляные формы.
Похожие работы


... линий, рисунков и фабричных знаков. 9. Структурная схема маршрутного технологического процесса изготовления передней панели измерителя микропробоя ИМП-3Т 10. Операционный технологический процесс изготовления передней панели измерителя микропробоя ИМП-3Т А/Б № опер Наименование и содержание операции А 005 Заготовительная Б ...
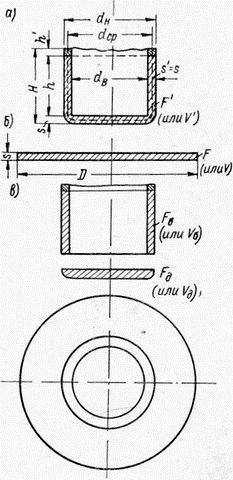
... методы: метод равенства поверхностей; метод равенства объёмов; метод равенства весов. Графические методы: графо-аналитический метод; графический метод. Для определения размеров заготовки будущего корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, необходимо использовать метод равенства объёмов, так как толщина боковых стенок отличается от толщины дна и исходной заготовки (т. к. s' ≠ ...




... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
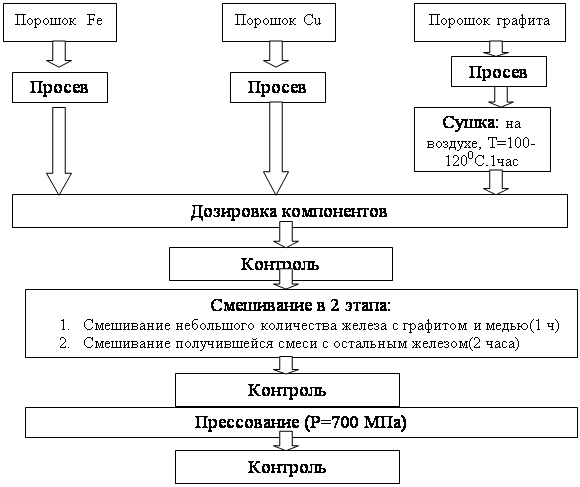
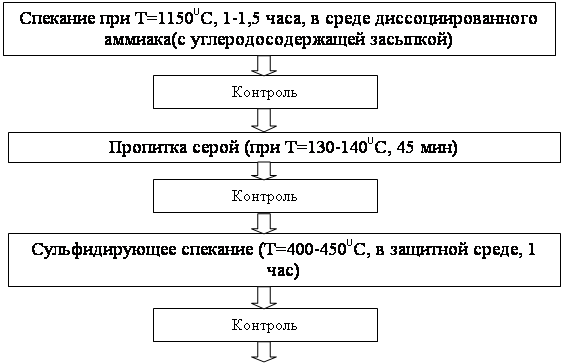
... технология. Поскольку изделие должно продаваться, то качество и стоимость является определяющим при ее разработке. Данная схема для изготовления детали «упор» из материала ПА-ЖГрДК наиболее эффективна, т.к. обеспечивает деталь всеми необходимыми характеристиками. 2.1 Технологический процесс 2.1.1 Подготовка порошков к смешиванию Порошки представляют собой совокупность частиц округлой и ...
0 комментариев