Выбор заготовки
Выбор технологических баз. План обработки
Выбор средств технологического оснащения
Разработка технологических операций
Об/мин
Об/мин
Патентные исследования
Научные исследования
Выбор и проектирование станочного приспособления
Выбор и проектирование инструмента
Проектирование производственного участка
Принимаем 3 человека
Безопасность и экологичность проекта
Навигация
Выбор технологических баз. План обработки
Разработка технологического процесса изготовления матрицы
107588
знаков
68
таблиц
16
изображений
4. Выбор технологических баз. План обработки
Выбор методов обработки поверхностей матрицы
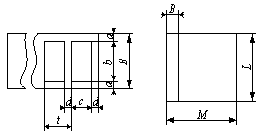
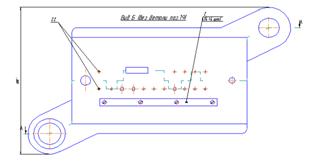
Выбор методов обработки поверхностей детали резанием выполним по типовым таблицам обработки [6] и результаты выбора сведем в таблицу 4.1 проекта. Номера поверхностей взяты с эскиза матрицы (рис.1.1).
Таблица 4.1
Методы обработки поверхностей матрицы
| № пов. | Точность (квал.) | Шер-ть, Ra(мкм) | Методы обработки |
| 1,3 | 6 | 1,6 | Фрезерование(черновое, получистовое), шлифование |
| 2,32,33 | 9 | 1,6 | Фрезерование (черновое, получистовое, чистовое) |
| 4,6,8,10,14-20,21-29 | 8,9 | 0,8 | Фрезерование (черновое, получистовое, чистовое), полирование |
| 5,7,9,11,12,13,39-45 | 12 | 12,5 | Фрезерование |
| 30 | 7 | 0,8 | Растачивание (черновое, получистовое, чистовое), полирование |
| 31,35,38 | 7 | 0,8 | Сверление, зенкерование, развертывание. |
| 34 | 12 | 12,5 | Растачивание |
| 36,37,46 | 11 | 12,5 | Сверление |
Данные методы реализованы при разработке технологического маршрута изготовления матрицы.
Разработка технологического маршрута изготовления матрицы
При разработке маршрута в среднесерийном производстве придерживались следующих правил:
1.Технологические операции разрабатывали по принципу концентрации технологических переходов, т.е. как можно больше поверхностей обрабатывать с одного установа заготовки.
2.Отдавали предпочтение многопозиционным станкам, станкам с ЧПУ.
3.Старались шире применять режущий инструмент со сменными многогранными пластинами (СМП). Для цельного инструмента (сверл и др.) рекомендуем быстрорежущую сталь Р6М5.
4. Шире применять станочные приспособления со сменными установочными элементами и механизированными зажимными устройствами.
5. В первую очередь обрабатываются поверхности, которые в дальнейшем будут являться технологическими базами.
6. Отверстия с точным взаимным расположением обрабатывать за одну установку.
Технологический маршрут обработки матрицы представлен в таблице 4.2.
Таблица 4.2
Технологический маршрут изготовления матрицы
| № операции | Наименование операции | Оборудование (тип, модель) | Содержание операции |
| 1 | 2 | 3 | 4 |
| 005 | Заготовительная | Литье | Отлить заготовку |
| 010 | Фрезерно-расточная | Фрезерно-расточной 6М610Ф3 | Фрезеровать поверхности 1,5,7,9,11, 12,13; расточить отверстия 30,34; расточить начисто отверстие 30. |
| 015 | Многоцелевая черновая | Многоцелевой 2204ВМФ2 | Фрезеровать поверхности 2,3,4,6,8,10, 14-26,43-45; сверлить отверстия 31. |
| 020 | Сверлильно-фрезерная | Вертикальный сверлильно-фрезерный станок 243ВМФ2 | Фрезеровать поверхности 1,32,33,39-42, Сверлить отверстия 35,36,37,38 |
| 025 | Сверлильная | Вертикально-сверлильный 2Н118 | Сверлить отверстия 46 |
| 030 | Многоцелевая получистовая | Многоцелевой 2204ВМФ2 | Фрезеровать поверхности 2,3,4,6,8,10, 14-26; зенкеровать отверстия 38 |
| 035 | Сверлильно-фрезерная | Вертикальный сверлильно-фрезерный станок 243ВМФ2 | Фрезеровать поверхности 32,33, зенкеровать отверстия 31 |
| 040 | Контрольная | Контр. приспособление | Контролировать качество изготовления |
| 045 | ТО | Печь | Калить НRC 45…50 |
| 050 | Шлифовальная | Плоскошлифовальный 3Е710А | Шлифовать поверхности 1,3 |
| 055 | Многоцелевая чистовая | Многоцелевой 2204ВМФ2 | Фрезеровать поверхности 2,4,6,8,10, 14-26; развернуть отверстия 38. |
| 060 | Сверлильно-фрезерная | Вертикальный сверлильно-фрезерный станок 243ВМФ2 | Фрезеровать поверхности 32,33, развернуть отверстия 31 |
| 065 | Многоцелевая полировальная | Многоцелевой 2204ВМФ2 | Полировать поверхности 2,4,6,8,10, 14-26 |
| 070 | Контрольная | Контр. приспособление | Контролировать качество изготовления |
| 075 | Маркирование | Маркировать обозначение и номер детали | |
| 080 | Консервация | Консервировать тонким слоем ЦИАТИМа |
Выбор технологических баз
Заготовка детали в процессе обработки должна занять и сохранять в течении всего времени обработки определенное положение относительно деталей станка или приспособлений. Для этого необходимо исключить возможность трех прямолинейных движений заготовки в направлении выбранных координатных осей и трех вращательных движений вокруг этих или параллельных им осей (то есть лишить заготовку 6 степеней свободы). Теоретическая схема базирования выбирается в зависимости от типа детали. Для нашего случая тип детали - корпус. Выбирается установочная база, которая лишает заготовку трех степеней свободы, направляющая база, которая лишает заготовку двух степеней свободы и опорная база, лишающая заготовку ещё одной степени свободы. Для обоснования выбранных баз составим таблицу 4.3, в которой покажем, какие базы используются на операциях.
Таблица 4.3
Технологические базы
| № операции | № опорных точек | Наименование базы | Характер проявления | Реализация | Единство баз | Постоянство баз | ||
| явная | скрытая | естественная | искусственная | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 10 | 11 |
| 010 | 1-3 4,5 6 | УБ НБ О | + + + | + + + | + | + | ||
| 015 | 1-3 4,5 6 | УБ НБ О | + + + | + + + | + | |||
| 020 | 1-3 4,5 6 | УБ НБ О | + + + | + + + | + | |||
| 025 | 1-3 4,5 6 | УБ НБ О | + + + | + + + | + | |||
| 030 | 1-3 4,5 6 | УБ НБ О | + + + | + + + | + | |||
| 035 | 1-3 4,5 6 | УБ НБ О | + + + | + + + | + | |||
| 050 | 1-3 4,5 6 | УБ НБ О | + + + | + + + | + | |||
| 055 | 1-3 4,5 6 | УБ НБ О | + + + | + + + | + | |||
| 060 | 1-3 4,5 6 | УБ НБ О | + + + | + + + | + | |||
| 065 | 1-3 4,5 6 | УБ НБ О | + + + | + + + | + | |||
Примечание: в таблице 4.3 установочная база обозначается буквами УБ, направляющая база обозначается буквами НБ, опорная – О.
В качестве черновых технологических баз на первой операции ТП выбираем поверхности 1,7,9 (ОКБ) для обеспечения полного базирования заготовки, как единственно возможные.
Чистовыми базами на многоцелевых операциях 015,030,055,065 служат:
Установочная явная база – поверхность 1, реализуемая при его контакте с установочным элементом приспособления; направляющая явная база – точно обработанное отверстие 30, реализуемой цилиндрическим пальцем; опорная явная база - поверхность 6, реализуемая установочным элементом приспособления.
Чистовыми базами на сверлильно-фрезерных 020,035,060 операциях служат:
Установочная явная база – поверхность 3, реализуемая при его контакте с установочным элементом приспособления; направляющая явная база - точно обработанное отверстие 30, реализуемой цилиндрическим пальцем;; опорная явная база – поверхность 4, реализуемая при его контакте с установочным элементом приспособления.
Чистовыми базами на сверлильной 025, шлифовальной 050 операциях служат:
Установочная явная база – поверхность 3, реализуемая при его контакте с установочным элементом приспособления; направляющая явная база –поверхность 6, реализуемая установочным элементом приспособления; опорная явная база - поверхность 11, реализуемая установочным элементом приспособления.
Такой выбор баз наряду с точностью изготовления матрицы обеспечивает требования взаимного расположения ее поверхностей.
Назначение операционных технических требований
Допуски на размеры заготовки, полученной литьем, определяем по ГОСТ 26645-85 [4].
Операционный допуск на диаметральные размеры при обработке замкнутой поверхности принимаем равным статистической погрешности обработки [7]:
![]() (4.1)
(4.1)
где ![]() - статическая погрешность обработки.
- статическая погрешность обработки.
Для этого в зависимости от типа технологического оборудования, на котором выполняется обработка, характера обработки, определяем квалитет точности диаметрального размера и далее величину операционного допуска.
Операционные допуски линейных размеров, связывающих незамкнутые поверхности определим руководствуясь следующими правилами:
· При назначении операционного допуска на расстояние между измерительной базой и обработанной поверхностью для случая обработки на настроенном станке в состав допуска будем включать пространственные отклонения измерительной базы, а также погрешность базирования, от несовпадения установочной и измерительной баз:
![]() (4.2)
(4.2)
где ![]() - пространственные отклонения;
- пространственные отклонения;
![]() - погрешность базирования.
- погрешность базирования.
· Операционный допуск на размер между поверхностями, обработанными с одного установа, нужно принимать равным статистической погрешности обработки:
![]() (4.3)
(4.3)
Величины ![]() для линейных размеров определим по данным [8] с учетом типа оборудования, метода координации инструмента, величины размера.
для линейных размеров определим по данным [8] с учетом типа оборудования, метода координации инструмента, величины размера.
Величины пространственных отклонений измерительной базы ![]() определим по данным [8].
определим по данным [8].
Технологические допуски формы и взаимного расположения обрабатываемых поверхностей возьмем из [6] и укажем в технических требованиях на операцию на чертеже 06.М15.6 .01.000.
Похожие работы


... линий, рисунков и фабричных знаков. 9. Структурная схема маршрутного технологического процесса изготовления передней панели измерителя микропробоя ИМП-3Т 10. Операционный технологический процесс изготовления передней панели измерителя микропробоя ИМП-3Т А/Б № опер Наименование и содержание операции А 005 Заготовительная Б ...
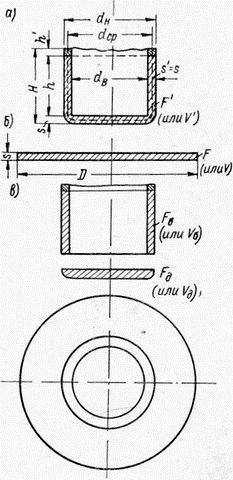
... методы: метод равенства поверхностей; метод равенства объёмов; метод равенства весов. Графические методы: графо-аналитический метод; графический метод. Для определения размеров заготовки будущего корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, необходимо использовать метод равенства объёмов, так как толщина боковых стенок отличается от толщины дна и исходной заготовки (т. к. s' ≠ ...




... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
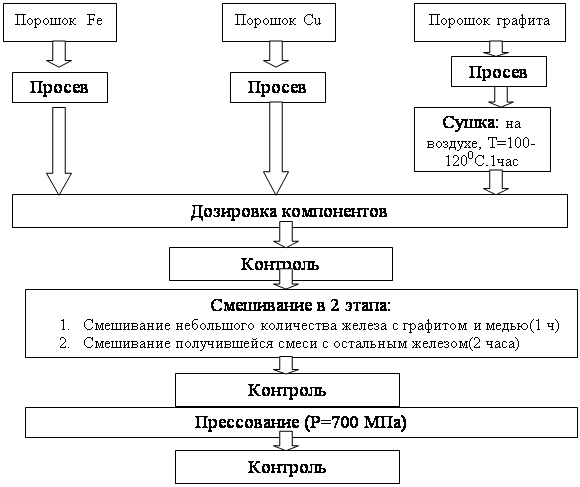
... технология. Поскольку изделие должно продаваться, то качество и стоимость является определяющим при ее разработке. Данная схема для изготовления детали «упор» из материала ПА-ЖГрДК наиболее эффективна, т.к. обеспечивает деталь всеми необходимыми характеристиками. 2.1 Технологический процесс 2.1.1 Подготовка порошков к смешиванию Порошки представляют собой совокупность частиц округлой и ...
0 комментариев