Выбор заготовки
Выбор технологических баз. План обработки
Выбор средств технологического оснащения
Разработка технологических операций
Об/мин
Об/мин
Патентные исследования
Научные исследования
Выбор и проектирование станочного приспособления
Выбор и проектирование инструмента
Проектирование производственного участка
Принимаем 3 человека
Безопасность и экологичность проекта
Навигация
Выбор средств технологического оснащения
Разработка технологического процесса изготовления матрицы
107588
знаков
68
таблиц
16
изображений
5. Выбор средств технологического оснащения
При выборе типа и модели металлорежущих станков будем руководствоваться следующими правилами:
1) Производительность, точность, габариты, мощность станка должны быть минимальными достаточными для того, чтобы обеспечить выполнение требований предъявленных к операции.
2) Станок должен обеспечить максимальную концентрацию переходов на операции в целях уменьшения числа операций, количества оборудования, повышения производительности и точности за счет уменьшения числа перестановок заготовки.
3) В случае недостаточной загрузки станка его технические характеристики должны позволять обрабатывать другие детали, выпускаемые данным цехом, участком.
4) В серийном производстве следует применять преимущественно универсальные станки, револьверные станки, станки с ЧПУ, многоцелевые станки (обрабатывающие центры).
При выборе приспособлений будем руководствоваться следующими правилами:
1) Приспособление должно обеспечивать материализацию теоретической схемы базирования на каждой операции с помощью опорных и установочных элементов.
2) Приспособление должно обеспечивать надежные закрепление заготовки обработке.
3) Приспособление должно быть быстродействующим.
4) Зажим заготовки должен осуществляться, как правило, автоматически.
5) Следует отдавать предпочтение стандартным, нормализованным, универсально-сборным приспособлениям, и только при их отсутствии проектировать специальные приспособления.
При выборе РИ будем руководствоваться следующими правилами:
1) Выбор инструментального материала определяется требованиями, с одной стороны, максимальной стойкости, а с другой минимальной стоимости.
2) Следует отдавать предпочтение стандартным и нормализованным инструментам.
При выборе средств контроля будем руководствоваться следующими правилами:
1) Точность измерительных инструментов и приспособлений должна быть существенно выше точности измеряемого размера.
2) В серийном производстве следует применять инструменты общего назначения: штангенциркули, микрометры, длинномеры и т.д, реже – специального назначения.
3) Следует отдавать предпочтение стандартным и нормализованным средствам контроля.
Выбор средств технологического оснащения производим по источникам [9], [10], [11], [12], [13] и результаты выбора заносим в таблицу 5.1.
Таблица 5.1
Выбор средств технологического оснащения
| Операция | Оборудование | Приспособление | РИ | Контроль |
| 1 | 2 | 3 | 4 | 5 |
| 010 | Фрезерно-расточной 6М610Ф3 | Тиски с механизированным приводом ГОСТ14904-80, упор УСП | Фреза торцовая Æ100 (пластины Т15К6) ГОСТ 1092-80, Резец расточной ВК6 ГОСТ18062-72, Резец расточной Т30К6 ГОСТ 18062-72 Резец расточной ВК8 ГОСТ 20874-75 | Штангенциркуль ШЦIII-250-0,1 ГОСТ 160-80 нутромер индикаторный ГОСТ 9244-59 |
| 015 | Многоцелевой 2204ВМФ2 | Комплект СРП-ЧПУ ГОСТ 21676-76 (опорная плита, цилиндрический палец, пневматический зажим) | Фреза торцовая Æ100 ГОСТ 1092-80, Фреза концевая Р6М5К5 ГОСТ4675-71, Фреза концевая Р9К5 ГОСТ 17026-71 | Штангенциркуль ШЦIII-250-0,1 ГОСТ 160-80, |
| 020 | Вертикальный сверлильно-фрезерный станок 243ВМФ2 | Угольник УСП, упор УСП, зажим эксцентриковый с сапожком | Сверло спиральное Æ7,5 Р6М5 ГОСТ 10903-77 Сверло спиральное Р6М5 Æ4,2 ГОСТ 2092-77, Сверло спиральное Р6М5 Æ2 ГОСТ 2092-77, Фреза концевая Р6М5К5 ГОСТ4675-71 | Штангенциркуль ШЦIII-125-0,1 ГОСТ 160-80. |
| 025 | Вертикально-сверлильный 2Н118 | Угольник УСП, упор УСП, зажим эксцентриковый с сапожком | Сверло спиральное Æ10 Р6М5 ГОСТ 10903-77 | Штангенциркуль ШЦIII-125-0,1 ГОСТ 160-80. |
| 030 | Многоцелевой 2204ВМФ2 | Комплект СРП-22 ЧПУ ГОСТ 21690-76 (опорный угольник, упоры, пневматический зажим) | Фреза торцовая Æ100 ГОСТ 1092-80, Фреза концевая Р9К5 ГОСТ 17026-71 Зенкер 9ХС Æ2,4 ГОСТ21544-76 Фреза коническая конц. Æ7 ГОСТ18151-72 | Штангенциркуль ШЦIII-125-0,05 ГОСТ 160-80, Калибр-пробка |
| 035 | Вертикальный сверлильно-фрезерный станок 243ВМФ2 | Комплект СРП-ЧПУ ГОСТ 21676-76 (опорная плита, цилиндрический палец, пневматический зажим) | Концевая фреза Æ15 ВК6 ГОСТ20539-75 Зенкер 9ХС Æ3,4 ГОСТ21544-76 | Штангенциркуль ШЦIII-125-0,05 ГОСТ 160-80, Калибр-пробка |
| 050 | Плоскошлифовальный 3Е710А | Стол магнитный | Круг шлифовальный ГОСТ 2424-83 | Микрометр первого класса точности ГОСТ 6507-78 |
| 055 | Многоцелевой 2204ВМФ2 | Комплект СРП-22 ЧПУ ГОСТ 21690-76 (опорная плита, упоры, пневматический зажим) | Фреза коническая концевая Æ7 ГОСТ18151-72, Развертка цельная Æ2,5 ГОСТ 1672-80 Концевая фреза Æ10 ВК6 ГОСТ20539-75 | Контрольное приспособление индикаторного типа, Калибр-пробка |
| 060 | Вертикальный сверлильно-фрезерный станок 243ВМФ2 | Комплект СРП-ЧПУ ГОСТ 21676-76 (опорная плита, цилиндрический палец, пневматический зажим) | Концевая фреза Æ10 Т30К6 ГОСТ20539-75 Развертка цельная Æ4 ГОСТ 1672-80 Развертка цельная Æ3,5 ГОСТ 1672-80 | Калибр-пробка |
| 065 | Многоцелевой 2204ВМФ2 | Комплект СРП-22 ЧПУ ГОСТ 21690-76 (опорная плита, упоры, пневматический зажим) | Полировочный круг, |
Похожие работы


... линий, рисунков и фабричных знаков. 9. Структурная схема маршрутного технологического процесса изготовления передней панели измерителя микропробоя ИМП-3Т 10. Операционный технологический процесс изготовления передней панели измерителя микропробоя ИМП-3Т А/Б № опер Наименование и содержание операции А 005 Заготовительная Б ...
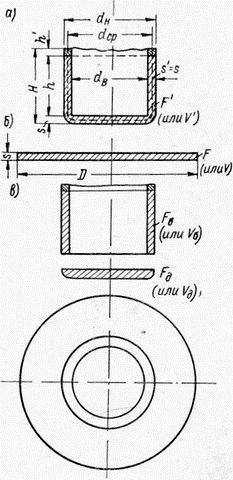
... методы: метод равенства поверхностей; метод равенства объёмов; метод равенства весов. Графические методы: графо-аналитический метод; графический метод. Для определения размеров заготовки будущего корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, необходимо использовать метод равенства объёмов, так как толщина боковых стенок отличается от толщины дна и исходной заготовки (т. к. s' ≠ ...




... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
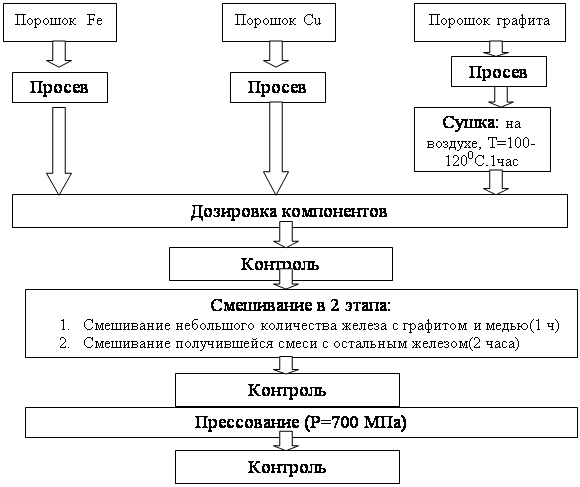
... технология. Поскольку изделие должно продаваться, то качество и стоимость является определяющим при ее разработке. Данная схема для изготовления детали «упор» из материала ПА-ЖГрДК наиболее эффективна, т.к. обеспечивает деталь всеми необходимыми характеристиками. 2.1 Технологический процесс 2.1.1 Подготовка порошков к смешиванию Порошки представляют собой совокупность частиц округлой и ...
0 комментариев