Определение усилия процесса обжима
Определение формы и размеров заготовки
Трудность съема заготовки с пуансона: после вытяжки за счет действия упругой разгрузки заготовка плотно охватывает пуансон
Вытяжка заготовки с узким фланцем и маленьким радиусом закругления
Требуется специализированное оборудование
Определение формы и размеров заготовки
Если процесс монотонный, то есть все время происходит либо увеличение, либо уменьшение размеров;
Определение формы и размеров заготовки
Определение предельного коэффициента раздачи и количества переходов
Определение формы и размеров заготовки
Навигация
Теория и технология холодной листовой штамповки
Теория и технология холодной листовой штамповки
63296
знаков
0
таблиц
119
изображений
ЛЕКЦИИ ПО КУРСУ
ТЕОРИЯ И ТЕХНОЛОГИЯ ХОЛОДНОЙ ЛИСТОВОЙ ШТАМПОВКИ
СОДЕРЖАНИЕ
ОБЖИМ
Определение технологических параметров при обжиме
Некоторые особенности процесса обжима
Особенности обжима цилиндрического стакана, полученного вытяжкой
ВЫТЯЖКА
Способы вытяжки
Механизм процесса вытяжки. Схема НДС
Определение напряжений и деформаций при вытяжке
Определение технологических параметров при вытяжке
Специальные способы вытяжки
Особенности вытяжки деталей с фланцем
Вытяжка с принудительным утонением
РАЗДАЧА
Способы раздачи
Механизм и схемы напряженно-деформированного состояния при раздаче
Определение напряжений и деформаций при раздаче
Определение технологических параметров при раздаче
Пути интенсификации процесса раздачи
ОТБОРТОВКА
Способы, реализующие процесс отбортовки
Механизм процесса отбортовки
Определение напряжений и деформаций при отбортовке
Определение технологических параметров
Пути интенсификации процесса отбортовки
ФОРМОВКА
ОСАДКА
ОБЖИМ Определение технологических параметров при обжиме
- Усилие процесса
- Количество переходов
- Предельный коэффициент обжима
- Форма и размер заготовки
1. Определение формы и размеров заготовки
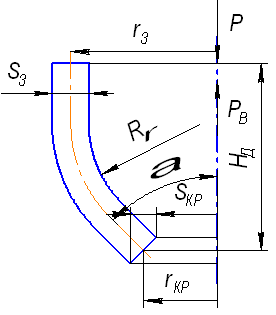
![]() – внешне приложенное усилие,
– внешне приложенное усилие,
![]() – внутренне усилие сопротивления,
– внутренне усилие сопротивления,
![]() – радиус заготовки,
– радиус заготовки,
![]() – радиус кромки,
– радиус кромки,
![]() – толщина заготовки,
– толщина заготовки,
![]() – толщина кромки,
– толщина кромки,
![]() – высота детали,
– высота детали,
![]() – угол конусности
– угол конусности
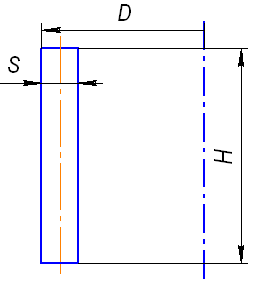
![]() – высота, диаметр, толщина заготовки.
– высота, диаметр, толщина заготовки.
Рассматривая схему НДС определили, что цилиндрическая часть заготовки деформировалась упруго, поэтому толщина заготовки и диаметр сечения соответствует толщине и диаметру сечения детали.
Неизвестным для заготовки остаётся высота Н. Её значение определяем из условия равенства объёма заготовки и объема детали
![]()
![]() ,
,
где ![]() – площадь по срединной поверхности заготовки и детали соответственно,
– площадь по срединной поверхности заготовки и детали соответственно,
![]() – средняя толщина заготовки и детали.
– средняя толщина заготовки и детали.
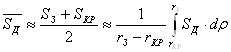 .
.
Здесь ![]() является функцией
является функцией ![]() . При обжиме толщина постоянно увеличивается. Более верным, но более сложным будет следующее выражение
. При обжиме толщина постоянно увеличивается. Более верным, но более сложным будет следующее выражение
![]() ,
, ![]() .
.
Толщину кромки находят из следующего условия, используя уравнение связи
![]() .
.
Для кромки тангенциальная деформация
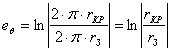 .
.
Для кромки меридиональное напряжение ![]() , то
, то ![]() , тогда
, тогда
 ,
,
 ,
,
 .
.
Площадь детали определяется как сумма элементарных площадей
![]() .
.
Зная площадь и срединную толщину детали можно найти объем детали
![]() .
.
Если исходной заготовкой является цилиндрическая труба , то
![]()
При обжиме происходит удлинение образующей, при определенном угле конусности ![]() и заданных размерах детали может выполняться равенство высот заготовки и детали
и заданных размерах детали может выполняться равенство высот заготовки и детали ![]() .
.
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... этапе является более дешевым оборудованием, чем молот. 3. При внедрении и реализации нового технологического процесса штамповки детали типа "фланец" их хромоникелевого жаропрочного сплава уменьшается количество технологических операций, уменьшается суммарная трудоемкость процесса. 4. В рамках разработки нового технологического процесса проведены основные технологические расчеты: определена ...
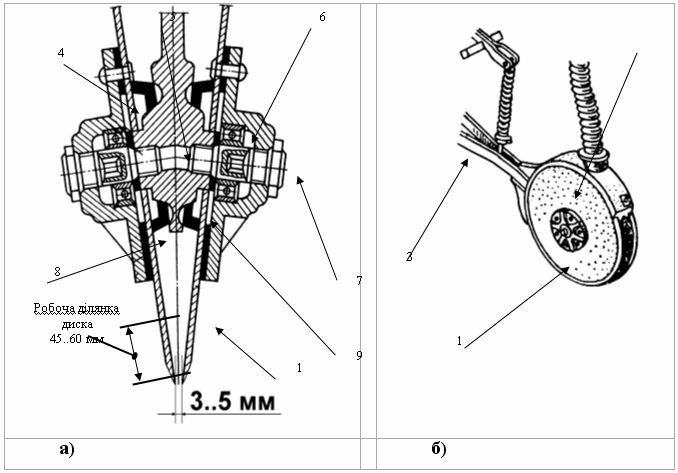
... є допустимих значень зазначених в агротехнічних вимогах до посіву зернових. На основі теоретичних та експериментальних досліджень, визначено основні параметри технологічного процесу ремонту спрацьованих дисків сошників зернових сівалок із відновленням їхнього зовнішнього діаметра. Економічна оцінка ефективності техпроцесу ремонту дисків показала, що із застосуванням розробленого способу ремонту ...
0 комментариев