Определение усилия процесса обжима
Определение формы и размеров заготовки
Трудность съема заготовки с пуансона: после вытяжки за счет действия упругой разгрузки заготовка плотно охватывает пуансон
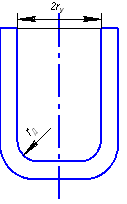
Вытяжка заготовки с узким фланцем и маленьким радиусом закругления
Требуется специализированное оборудование
Определение формы и размеров заготовки
Если процесс монотонный, то есть все время происходит либо увеличение, либо уменьшение размеров;
Определение формы и размеров заготовки
Определение предельного коэффициента раздачи и количества переходов
Определение формы и размеров заготовки
Навигация
Определение формы и размеров заготовки
Теория и технология холодной листовой штамповки
63296
знаков
0
таблиц
119
изображений
1. Определение формы и размеров заготовки
В принципе форма заготовки может быть любой. Её выбирают исходя из 2 принципов:
1. Достичь наивысшего коэффициента металла
2. Получить наибольший коэффициент вытяжки ![]()
Наивысший коэффициент использования металла возможно получить, если стремиться к условию подобия формы исходного материала к форме заготовки.
Коэффициент вытяжки
![]()
наибольший в том случае, если форма заготовки и форма детали совпадает.
Размеры заготовки определяются из условия постоянства площадей заготовки и детали по срединной поверхности.
Условие постоянства объемов:
![]() ,
,
![]() ,
,
где ![]() – средняя толщина детали.
– средняя толщина детали.
На кромке, когда
![]() ,
, ![]() ,
, 
 ,
,
где  .
.
Уравнение связи:
![]() ,
,
это условие выполняется, когда ![]() (
(![]() ).
).
Координата элемента, определяющая то место, где он по толщине не меняется находится из условия:
![]() .
.
![]() ,
,
![]() ,
,
![]() .
.
Получили условие, при котором ![]() . Исходя из этого условия, условие постоянства объема превращается в условие постоянства площадей:
. Исходя из этого условия, условие постоянства объема превращается в условие постоянства площадей:
![]() ,
,
![]() ,
,
где ![]() – площадь элементарных фигур.
– площадь элементарных фигур.
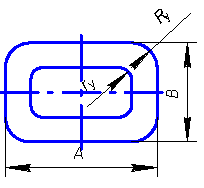
При вытяжке коробчатых изделий расчет размеров заготовки имеет особенность.
Форму заготовки, как правило, представляют в виде прямоугольника или квадрата с радиусами закругления.
Угловые радиуса закруглений ![]() определяются из условия равенства площадей цилиндрической детали и заготовки в виде круга. Цилиндрическая деталь представляет собой цилиндр, радиус закругления которого равен радиусу углового закругления.
определяются из условия равенства площадей цилиндрической детали и заготовки в виде круга. Цилиндрическая деталь представляет собой цилиндр, радиус закругления которого равен радиусу углового закругления.
Эта цилиндрическая деталь может быть составлена из 4 угловых закругления без прямолинейных стенок.
![]()
Стороны заготовки А и В находят из условия равенства длин образующих
![]() ,
, ![]()
Радиус ![]() проводится из центра.
проводится из центра.
2. Определение геометрических параметров штамповой оснастки
Зазор между матрицей и пуансоном
Зазор между матрицей и пуансоном выбирается из условия, чтобы максимальная толщина вытягиваемой заготовки на претерпевала принудительного утонения, то есть зазор должен быть равен максимальной толщине детали.
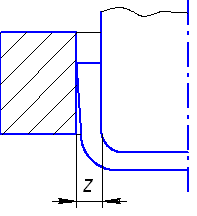
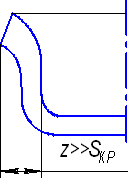
Если зазор будет больше, то деталь будет иметь искривленную форму.
Если зазор меньше, то происходит полупротяжка детали, то есть частичная вытяжка с утонением. Это дает как положительный, так и отрицательный эффект.
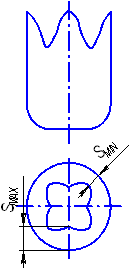
Преимущества вытяжки с принудительным утонением:
1. увеличение высоты заготовки
2. получается более ровный торец, сглаживаются дефекты анизотропии
Утонение сглаживает неровности торца за счет разной величины принудительного утонения
Недостатки:
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... этапе является более дешевым оборудованием, чем молот. 3. При внедрении и реализации нового технологического процесса штамповки детали типа "фланец" их хромоникелевого жаропрочного сплава уменьшается количество технологических операций, уменьшается суммарная трудоемкость процесса. 4. В рамках разработки нового технологического процесса проведены основные технологические расчеты: определена ...
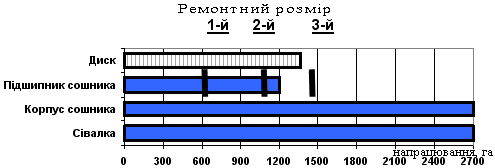
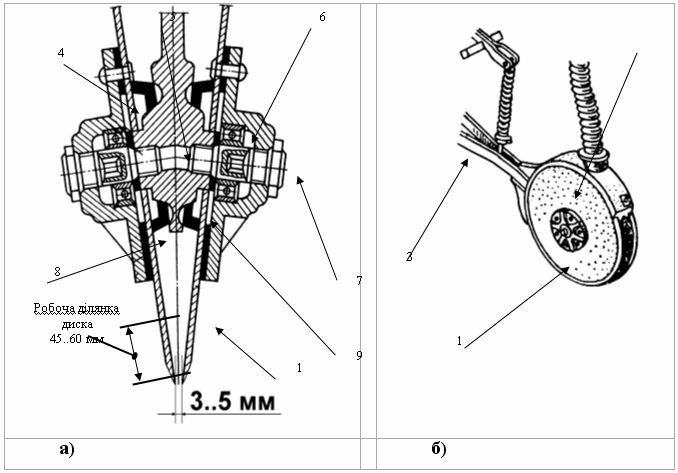
... є допустимих значень зазначених в агротехнічних вимогах до посіву зернових. На основі теоретичних та експериментальних досліджень, визначено основні параметри технологічного процесу ремонту спрацьованих дисків сошників зернових сівалок із відновленням їхнього зовнішнього діаметра. Економічна оцінка ефективності техпроцесу ремонту дисків показала, що із застосуванням розробленого способу ремонту ...
0 комментариев