Определение усилия процесса обжима
Определение формы и размеров заготовки
Трудность съема заготовки с пуансона: после вытяжки за счет действия упругой разгрузки заготовка плотно охватывает пуансон
Вытяжка заготовки с узким фланцем и маленьким радиусом закругления
Требуется специализированное оборудование
Определение формы и размеров заготовки
Если процесс монотонный, то есть все время происходит либо увеличение, либо уменьшение размеров;
Определение формы и размеров заготовки
Определение предельного коэффициента раздачи и количества переходов
Определение формы и размеров заготовки
Навигация
Определение формы и размеров заготовки
Теория и технология холодной листовой штамповки
63296
знаков
0
таблиц
119
изображений
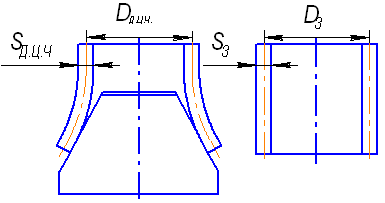
1. Определение формы и размеров заготовки
Толщина и форма сечения заготовки в виде круга, эллипса, прямоугольного сечения полностью соответствует толщине и форме сечения упругой части, передающей усилие.
![]()
![]()
![]()
Размеры детали определяются из условия постоянства объемов при раздаче.
![]() ,
,
где ![]() – объем элементарных частей детали,
– объем элементарных частей детали,
![]() ,
,
![]() ,
,
![]() .
.
Используя уравнение связи на кромке
![]() ,
, ![]() ,
, 
![]()
 ,
,
то есть кромка утоняется,
![]() .
.
2. Определение усилия и работы процесса раздачи

Расчет внешнего усилия ведется из условия равенства его внутреннему сопротивлению ![]()
Сила и напряжение – величины векторные, они совпадают по направлению
![]() ,
,
![]() ,
, ![]() ,
,
![]() напряжение – меридиональное
напряжение – меридиональное ![]()
Определим напряжение в цилиндрической части с учетом трения, изгиба, упрочнения
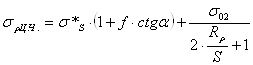 ,
,
где![]() ,
,
![]() – коэффициент трения
– коэффициент трения ![]() ,
,
![]() – коэффициент, зависящий от конструкции,
– коэффициент, зависящий от конструкции,
![]() – предел текучести с учетом упрочнении средний по очагу деформации
– предел текучести с учетом упрочнении средний по очагу деформации ![]()
Для нахождения ![]() используем кривую упрочнения. Учтем упрочнение степенной функцией.
используем кривую упрочнения. Учтем упрочнение степенной функцией.
![]() ,
,
где ![]() – интенсивность деформаций
– интенсивность деформаций ![]() , для цилиндрических образцов
, для цилиндрических образцов ![]() ,
,
![]() – константы механических свойств
– константы механических свойств ![]() ,
, ![]() .
.
![]() – относительное сужение и расширение при образовании шейки.
– относительное сужение и расширение при образовании шейки.
При раздаче можно считать, что ![]() с погрешностью
с погрешностью ![]()
 .
.
Другими словами каждый элемент имеет свою степень упрочнения, то есть вносит свою часть в напряжение ![]() .
.
Для практических технологических целей можно считать, что влияние упрочнения всех элементов в очаге деформации эквивалентно влиянию упрочнения элементов, находящихся в средней части очага деформации, то есть
 .
.
Данная задача является статической, то есть рассматриваем напряжения в данный момент времени.
Площадь, на которой действуют напряжения, представляет собой кольцо
![]()
Усилие оборудования всегда берется м запасом ![]()
Усилие, которое мы рассчитали, необходимо и достаточно для гидропрессов. А для кривошипных прессов необходимо еще определить работу процесса.
Работа определяется по следующей формуле
![]() ,
,
где ![]() .
.
Расчет работы необходим, так как для гидропресса усилие не зависит от перемещения в отличие от кривошипного пресса.
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... этапе является более дешевым оборудованием, чем молот. 3. При внедрении и реализации нового технологического процесса штамповки детали типа "фланец" их хромоникелевого жаропрочного сплава уменьшается количество технологических операций, уменьшается суммарная трудоемкость процесса. 4. В рамках разработки нового технологического процесса проведены основные технологические расчеты: определена ...
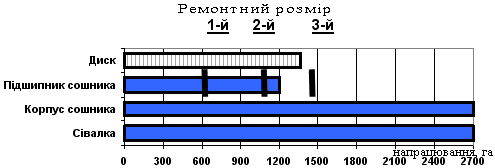
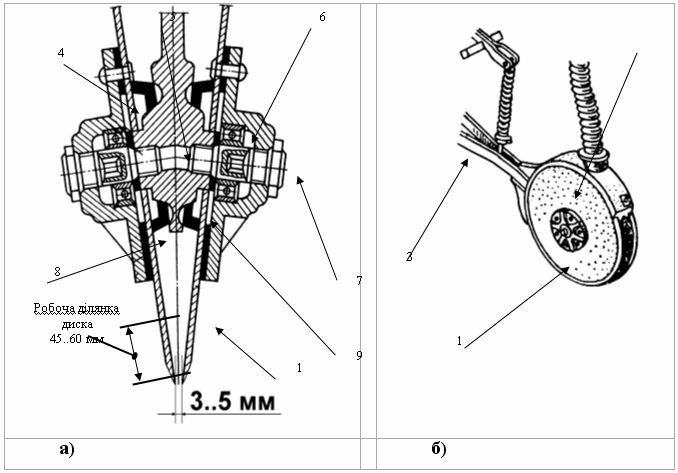
... є допустимих значень зазначених в агротехнічних вимогах до посіву зернових. На основі теоретичних та експериментальних досліджень, визначено основні параметри технологічного процесу ремонту спрацьованих дисків сошників зернових сівалок із відновленням їхнього зовнішнього діаметра. Економічна оцінка ефективності техпроцесу ремонту дисків показала, що із застосуванням розробленого способу ремонту ...
0 комментариев