Определение усилия процесса обжима
Определение формы и размеров заготовки
Трудность съема заготовки с пуансона: после вытяжки за счет действия упругой разгрузки заготовка плотно охватывает пуансон
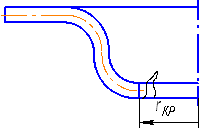
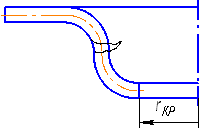
Вытяжка заготовки с узким фланцем и маленьким радиусом закругления
Требуется специализированное оборудование
Определение формы и размеров заготовки
Если процесс монотонный, то есть все время происходит либо увеличение, либо уменьшение размеров;
Определение формы и размеров заготовки
Определение предельного коэффициента раздачи и количества переходов
Определение формы и размеров заготовки
Навигация
Определение формы и размеров заготовки
Теория и технология холодной листовой штамповки
63296
знаков
0
таблиц
119
изображений
1. Определение формы и размеров заготовки
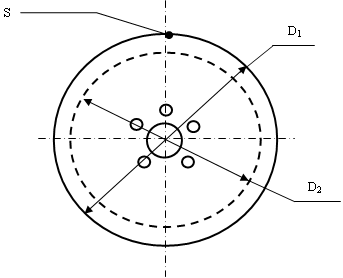
В качестве формы и размеров заготовки выступают форма и размеры отверстия (эллипс-эллипс, круг-круг). Форма отверстия соответствует форме борта для плоских заготовок. Для плоскостей, которые имеют кривизны в одном из направлений форма отверстия определяется из условия равенства длин образующих детали и заготовки.
2. Определение усилия процесса отбортовки
![]()
![]()

![]() – напряжение текучести в средней части очага пластической деформации,
– напряжение текучести в средней части очага пластической деформации,
![]() , (1)
, (1)
![]() – деформация в средней части,
– деформация в средней части,
![]() – константы материала.
– константы материала.
Мы нашли напряжение в цилиндрической части.
![]() ,
,
![]() ,
,
![]() – усилие внутреннего сопротивления,
– усилие внутреннего сопротивления,
![]() – усилие внешнего сопротивления,
– усилие внешнего сопротивления,
![]() – максимальное напряжение, оно имеет экстремум
– максимальное напряжение, оно имеет экстремум
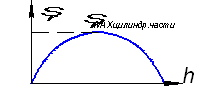
Момент, при котором напряжение имеет экстремум, при отбортовке как и при вытяжке
![]() , (2)
, (2)
коэффициент отбортовки ![]() .
.
Из (2) находим ![]() , а затем находи
, а затем находи ![]() по формуле (1). Площадь известна, следовательно можно найти усилие процесса.
по формуле (1). Площадь известна, следовательно можно найти усилие процесса.
3. Определение числа переходов при отбортовке
Коэффициент отбортовки ![]() – максимальный коэффициент, при котором заготовка деформируется без дефектов.
– максимальный коэффициент, при котором заготовка деформируется без дефектов.
Если ![]() , то процесс должен быть многопереходным.
, то процесс должен быть многопереходным.
При отбортовке возможно 2 вида дефектов, причиной которых являются растягивающий напряжения:
- Разрыв кромки
Этот дефект наблюдается при больших коэффициентах отбортовки, у малопластичных материалов
![]() ,
,

![]()
Если процесс отбортовки ограничен разрывом кромки, то в любом случае процесс ведут с промежуточным отжигом в одной и той же штамповой оснастке
- Отрыв дна

Этот дефект наблюдается при больших пластических деформациях, при больших коэффициентах отбортовки ![]()
Не дает возможности в явном виде определить ![]() .
.
Для пластичных материалов процесс приходится вести с уменьшением диаметра отбортового отверстия. Применяют разную оснастку, избегая промежуточного отжига.
![]() ,
,

- Повысить пластичность элементов кромки заготовки,
- Повысить качество поверхности кромки. Полированная кромка обладает более высоким коэффициентом отбортовки.
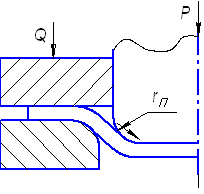
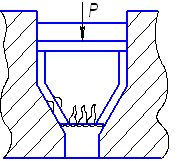
ФОРМОВКА
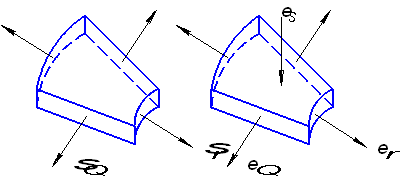
Формовка – это процесс, который имеет следующую схему НДС.
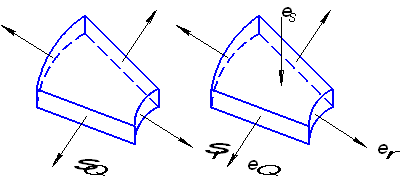
Формообразование происходит за счет утонения и увеличения площади деформированной части. Схема похожа на отбортовку, только нет отверстия и усилие прижима Q обеспечивает деформирование в упругом состоянии.
При формовке можно рассмотреть те же участки, что и при отбортовки.
При формовке усилие процесса и схема НДС одинаковы для всех участков
Условие пластичности ![]() .
.
Часто при формовке не имеет место цилиндрический участок.
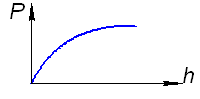
Наиболее просто усилие процесса определяется через давление ![]() и площадь проекции деформирования
и площадь проекции деформирования
![]()
![]() .
.
Площадь заготовки может быть любой, а определяется форма детали формой пуансона.
Количество переходов определяется из условия
![]() ,
,
утонять можно многократно с промежуточным отжигом,
![]()
![]()
 .
.
Наличие трения приводит к неравномерности деформаций (утонение). Форму детали выбирают из условия равномерного утонения.
![]() ,
,
![]() ,
,
где коэффициент ![]() учитывает неравномерность
учитывает неравномерность ![]() .
.
Толщина заготовки равна толщине фланца.
ОСАДКА
Осадка – это процесс, который имеет следующую схему НДС: НС - всестороннее сжатие.
Способы, реализующий процесс: 1. Обжим 2. Усилие
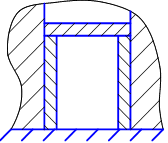
Осадка может быть совмещена с обжимом, раздачей. Количество операций при осадке определяется возможностью гофрообразования.
![]() ,
,
![]() – коэффициент утолщения.
– коэффициент утолщения. ![]() определяется из условия
определяется из условия
![]() ,
,
то есть вариация работ от внешних и внутренних сил на возможных перемещениях минимальна.
Количество переходов
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... этапе является более дешевым оборудованием, чем молот. 3. При внедрении и реализации нового технологического процесса штамповки детали типа "фланец" их хромоникелевого жаропрочного сплава уменьшается количество технологических операций, уменьшается суммарная трудоемкость процесса. 4. В рамках разработки нового технологического процесса проведены основные технологические расчеты: определена ...
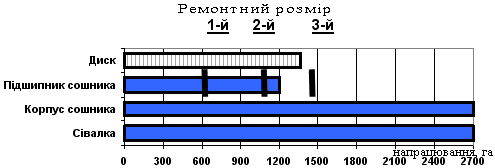
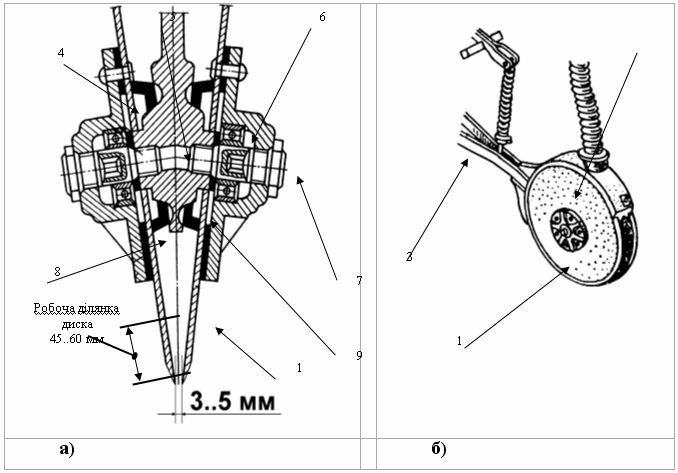
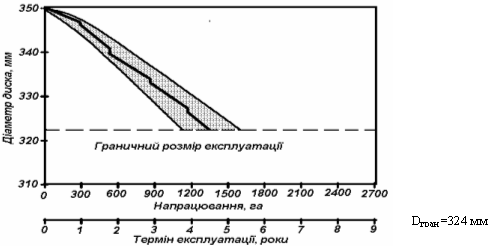
... є допустимих значень зазначених в агротехнічних вимогах до посіву зернових. На основі теоретичних та експериментальних досліджень, визначено основні параметри технологічного процесу ремонту спрацьованих дисків сошників зернових сівалок із відновленням їхнього зовнішнього діаметра. Економічна оцінка ефективності техпроцесу ремонту дисків показала, що із застосуванням розробленого способу ремонту ...
0 комментариев