Определение усилия процесса обжима
Определение формы и размеров заготовки
Трудность съема заготовки с пуансона: после вытяжки за счет действия упругой разгрузки заготовка плотно охватывает пуансон
Вытяжка заготовки с узким фланцем и маленьким радиусом закругления
Требуется специализированное оборудование
Определение формы и размеров заготовки
Если процесс монотонный, то есть все время происходит либо увеличение, либо уменьшение размеров;
Определение формы и размеров заготовки
Определение предельного коэффициента раздачи и количества переходов
Определение формы и размеров заготовки
Навигация
Если процесс монотонный, то есть все время происходит либо увеличение, либо уменьшение размеров;
Теория и технология холодной листовой штамповки
63296
знаков
0
таблиц
119
изображений
1. если процесс монотонный, то есть все время происходит либо увеличение, либо уменьшение размеров;
2. когда известна одна из деформаций, например из геометрических соотношений;
3. Соотношение напряжений ![]() находится из условия упрочнения и трения, также как при вытяжке.
находится из условия упрочнения и трения, также как при вытяжке.
Тангенсальную деформацию при раздаче находим из геометрических соотношений. Независимо от того, какой элемент мы рассматриваем с координатой ![]() – этот элемент имеет длину
– этот элемент имеет длину ![]() . Поэтому для любого элемента мы находим
. Поэтому для любого элемента мы находим
 .
.
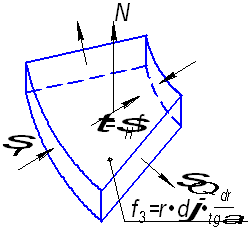
Далее определим соотношение напряжений для идеального случая без учета трения, упрочнения, изменения толщины.
Для этот используем инженерный метод, решая уравнение равновесия.
Выделим бесконечно малый элемент.

Бесконечно малый элемент находится в равновесии силы, моментов или работы. Так как задача статическая, то мы рассматриваем условие равновесия сил. Находится условие равновесия сил по всем взаимно перпендикулярным осям: ![]() ,
, ![]() ,
, ![]() .
.
В виду симметрии сумма сил на ось ![]() обращается в тождество
обращается в тождество![]() ,
, ![]() .
.
Аналогично сумма сил на ось ![]() обращается в тождество
обращается в тождество ![]() ,
, ![]() .
.
Составим уравнение равновесия на ось ![]()
![]() ,
,
![]() ,
,
здесь ![]() ,
,
![]() (где S-толщина),
(где S-толщина),
![]() ,
,
![]() ,
,
![]() .
.
После подстановки полученных значений площадей, приравняв слагаемые более высокого порядка к 0, получим:
![]() (**)
(**)
напишем упрощенное уравнение пластичности
![]() ,
,
![]() ,
,
![]() ,
,
![]() ,
,
![]() . (***)
. (***)
После подставки (***) в (**), получим ![]() - дифференциальное уравнение 1-ого порядка с разделяющимися переменными. После интегрирования последнего выражения, получим
- дифференциальное уравнение 1-ого порядка с разделяющимися переменными. После интегрирования последнего выражения, получим
![]() .
.
Постоянная интегрирования С находится из условия:
Если провести анализ с учетом трения, то схема действия сил на бесконечно малый элемент будет выглядеть следующим образом:
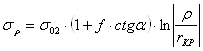
Считаем схему напряженного состояния плоской, но когда учитываем трение, то учитываем касательные напряжения. Напряжение ![]() суммируется по бесконечной образующей и становится соизмеримым с
суммируется по бесконечной образующей и становится соизмеримым с ![]() и
и ![]() и составляет 30-40%.
и составляет 30-40%.
 ,
,
![]() ,
,
![]() .
.
Зная эти напряжения, можно построить эпюры.
Эпюры напряжений и деформаций при раздаче
![]()
![]() ,
,
![]() .
.
- форма и размеры заготовки;
- усилие и работа процесса;
- предельные коэффициенты раздачи;
- количество переходов.
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... этапе является более дешевым оборудованием, чем молот. 3. При внедрении и реализации нового технологического процесса штамповки детали типа "фланец" их хромоникелевого жаропрочного сплава уменьшается количество технологических операций, уменьшается суммарная трудоемкость процесса. 4. В рамках разработки нового технологического процесса проведены основные технологические расчеты: определена ...
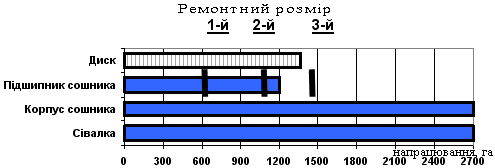
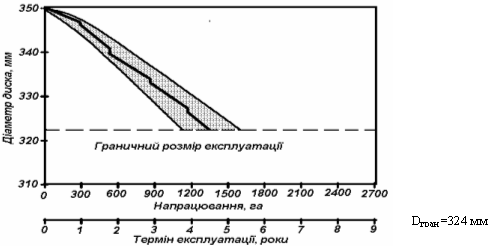
... є допустимих значень зазначених в агротехнічних вимогах до посіву зернових. На основі теоретичних та експериментальних досліджень, визначено основні параметри технологічного процесу ремонту спрацьованих дисків сошників зернових сівалок із відновленням їхнього зовнішнього діаметра. Економічна оцінка ефективності техпроцесу ремонту дисків показала, що із застосуванням розробленого способу ремонту ...
0 комментариев