Разработка схем базирования
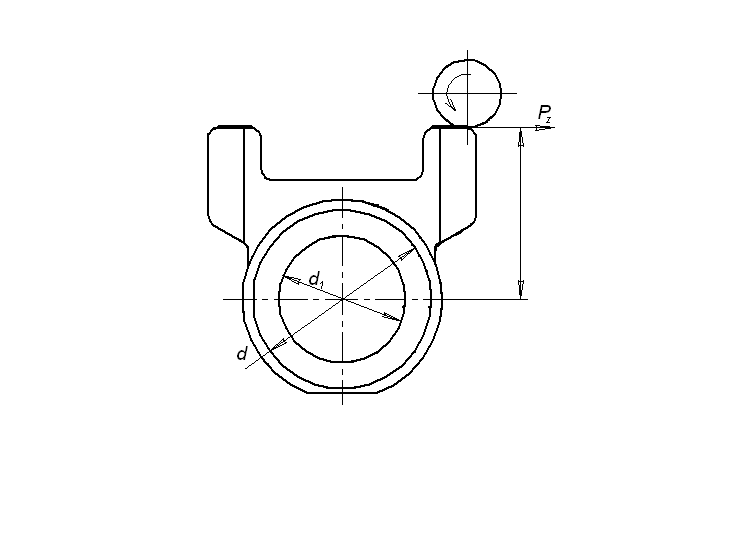
Размерный анализ при обработке лавных отверстий
Выбор режущего инструмента
Расчет норм времени
Расчет и проектирование станочного приспособления. Расчет режущего инструмента
Расчет и проектирование режущего инструмента
Расчет и проектирование контрольного приспособления
Патентные исследования
Проектирование компоновки рабочего места
Экономическая эффективность проекта
Навигация
Разработка схем базирования
Технологический процесс изготовления корпуса
118091
знак
27
таблиц
8
изображений
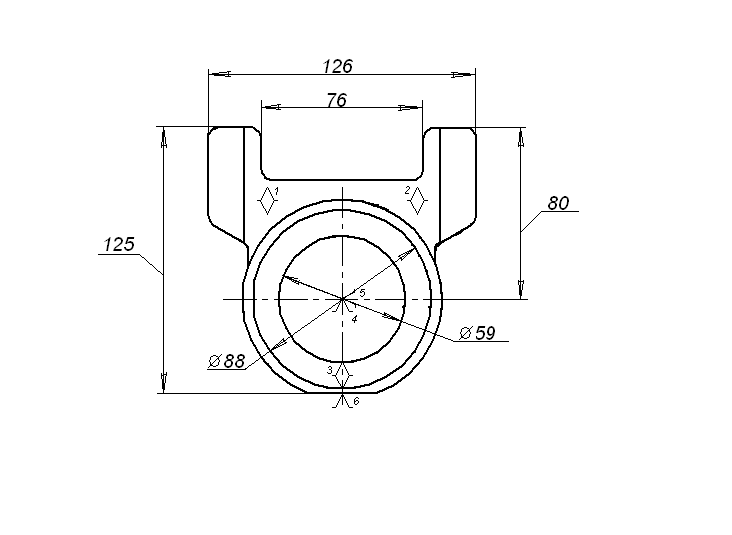
3. Разработка схем базирования
При разработке схем базирования будем опираться на следующие принципы: принцип единства баз, т.е. совмещение измерительной и технологической баз и принцип постоянства баз, т.е. использование одной и той же технологической базы на различных операциях ТП.
На первой операции при закреплении в кулачковом самоцентрирующем патроне используются исходные черновые базы заготовки – поверхности 23 и 30.
На 010 операции будем использовать обработанное ранее отверстие 33 и поверхности 14, 23.
На 015 операции в качестве баз используются поверхности 13, 3, 8, 4, 7.
На 025 операции заготовка базируется по торцу 23 и пазу 25.
При данных схемах базирования достигается необходимая точность получения основных элементов детали.
4. Технологический маршрут и план обработки
В отличие от базового технологического процесса при разработке проектного варианта технологические операции разрабатываются по принципу максимальной концентрации операций и переходов. В проектном технологическом процессе отдается предпочтение обрабатывающим центрам. Используются универсальные сборные приспособления с механизированным силовым приводом и прогрессивный режущий инструмент. Маршрут обработки детали проектного технологического процесса представлен в таблице 4.1.
Таблица 4.1.
Проектный маршрут обработки корпуса конечного выключателя
| № операции | Наименование и содержание операции | Обрабатываемые поверхности | Квалитет | Шерохова- тость, Rz |
| 000 | Заготовительная | 14 | 30 | |
| 005 | Расточная | 33 | 12 | 20 |
| 010 | Фрезерная | 1, 3, 8, 10, 4, 5, 7,32, 13, 12, 28 | 12 | 20 |
| 015 | Фрезерно-расточная | 11, 23, 30, 27, 24, 17, 19, 33, 6, 34, 21, 22 | ||
| 020 | Контрольная | |||
| 025 | Протяжная | 25 | 11 | 20 |
| 030 | Слесарная | - | - | |
| 035 | Моечная | - | - | |
| 040 | Контрольная | - | - | |
| 045 | Окрасочная | - | - |
На основе разработанного маршрута обработки составим план обработки. План обработки представлен на листе 06.М.15.64.01 графической части.
Похожие работы
... сборные приспособления с механизированным силовым приводом и прогрессивный режущий инструмент. Маршрут обработки детали проектного технологического процесса представлен в таблице 4.1.Таблица 4.1. Проектный маршрут обработки корпуса конечного выключателя № операции Наименование и содержание операции Обрабатываемые поверхности Квалитет Шероховатость, Rz 000 Заготовительная 14 30 ...





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...





... Выбор и проектирование заготовки 2.1 Выбор способа получения заготовки Изначально определяем, что заготовку корпуса главного цилиндра гидротормозов можно получить двумя способами: литьем в земляные формы и литьем в металлические армированные формы. Второй способ практически не используется для изготовления отливок из чугуна. Эти методы в одинаковой степени позволяют достичь заданной точности ...





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...
0 комментариев