Разработка схем базирования
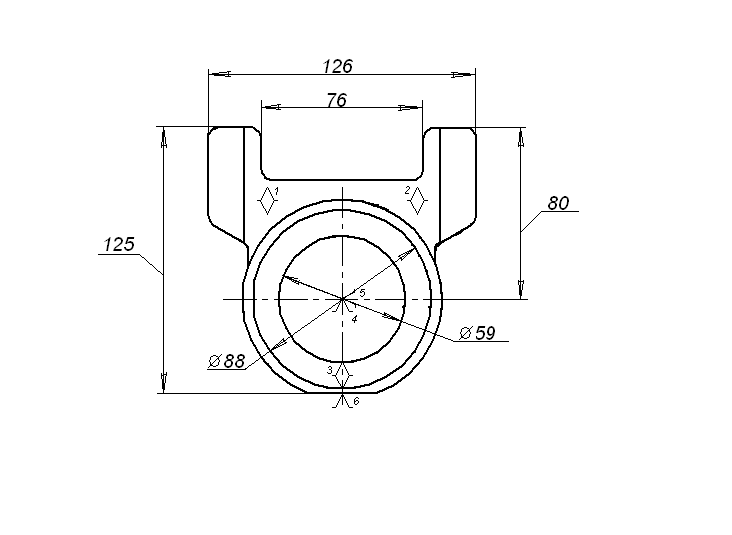
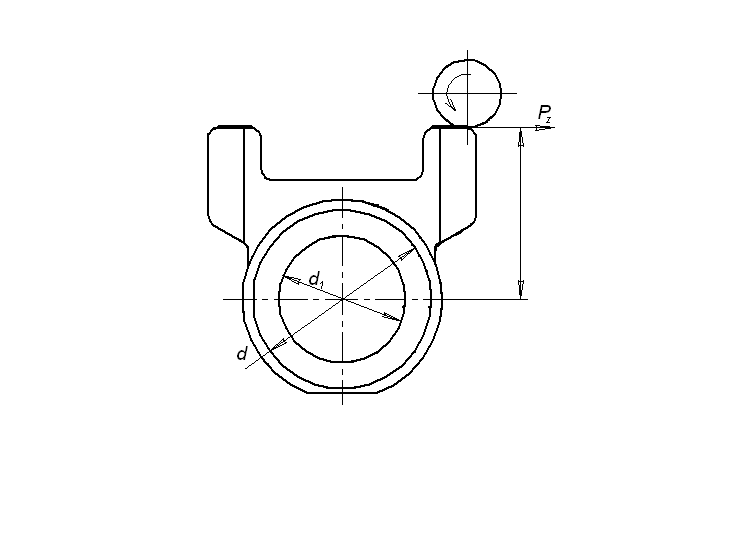
Размерный анализ при обработке лавных отверстий
Выбор режущего инструмента
Расчет норм времени
Расчет и проектирование станочного приспособления. Расчет режущего инструмента
Расчет и проектирование режущего инструмента
Расчет и проектирование контрольного приспособления
Патентные исследования
Проектирование компоновки рабочего места
Экономическая эффективность проекта
Навигация
Экономическая эффективность проекта
Технологический процесс изготовления корпуса
118091
знак
27
таблиц
8
изображений
13. Экономическая эффективность проекта
Цель раздела – рассчитать технико-экономические показатели проектируемого технологического проекта, произвести сравнительный анализ с показателями базового варианта и определить экономический эффект от предложенных в проекте технических решений.
Таблица 13.1
Краткая характеристика сравниваемых вариантов
| 2.2.1 Базовый вариант | Проектируемый вариант |
| Для производства корпуса выключателя используются: 1 токарный (с ЧПУ), 1 протяжной и 1 фрезерный (с ЧПУ) станок. На 05-ой 10-ой, 15-ой, 20-ой, 25-ой, 30-ой, 35-ой, 40-ой, 45-ой операциях применяют инструмент из быстрорежущей стали. Тип производства – серийное. Условия труда – нормальные. Форма оплаты труда – повременно-премиальная. | Для производства корпуса выключателя используются: 1 многоцелевой станок, 1 протяжной станок. На 05-ой 10-ой, 15-ой, 20-ой, 25-ой, 30-ой, 35-ой, 40-ой, 45-ой операциях применяют инструмент из быстрорежущей стали. Тип производства – серийное. Условия труда – нормальные. Форма оплаты труда – повременно-премиальная. |
Расчет будем вести только по изменяемым операциям технологического процесса, а именно 05-ой 10-ой, 15-ой, 20-ой, 25-ой, 30-ой, 35-ой, 40-ой, 45-ой.
Таблица 13.2
Исходные данные для экономического обоснования сравниваемых вариантов
| № п/п | Показатели | Условное обозначение | Значения показателей | Источники информации | |
| Базовый вариант | Проект | ||||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Годовая программа выпуска группы деталей, шт. | Пг | 1200 | 1200 | Задание |
| 2 | Норма штучного времени на операцию, мин. | Тшт05 Тшт10 Тшт15 Тшт20 Тшт25 Тшт30 Тшт35 Тшт40 Тшт45 | 0,484 1,226 1,1 1,58 0,688 1,133 0,626 3,188 0,6 | 0,184 2,12 4,73 - - - - - - | Данные с предприятия |
| 3 | Машинное время, мин. | Т005 Т010 Т015 Т020 Т025 Т030 Т035 Т040 Т045 | 0,05 0,56 0,615 1,023 0,208 0,7 0,155 2,487 0,09 | 0,05 1,198 3,643 - - - - - - | - |
| 4 | Часовая тарифная ставка рабочего оператора, руб. | Сч | 29,86 | 29,86 | - |
| 5 | Часовая тарифная ставка наладчика, руб. | Счн | 36,27 | 36,27 | - |
| 6 | Коэффициент доплат до часового, дневного и месячного фондов | Кд | 1,08 | 1,08 | - |
| 7 | Коэффициент доплат за профмастерство | Кпф | 1,2 | 1,2 | - |
| 8 | Коэффициент доплат за условия труда | Ку | 1,08 | 1,08 | - |
| 9 | Коэффициент доплат за вечерние и ночные часы | Кн | 1,2 | 1,2 | - |
| 10 | Коэффициент премирования | Кпр | 1,2 | 1,2 | - |
| 11 | Коэффициент выполнения норм | Квн | 1,1 | 1,1 | - |
| 12 | Коэффициент отчисления соцстраху | Кс | 0,26 | 0,26 | - |
| 13 | Цена единицы оборудования, тыс. руб. | Цоб05,25,35,45Цоб10,15,20,30,40 | 640 450 | 980 | - |
| 14 | Коэффициент расходов на доставку и монтаж оборудования | Кмонт | 0,1 | 0,1 | |
| 15 | Выручка от реализации изношенного оборудования, тыс. руб. (5% от стоимости) | Вр0.5-45 | - | 54.5 | - |
| 16 | Эффективный годовой фонд времени работы, час.: Оборудования Рабочего | Фэ Фэр | 4015 1731 | 4015 1731 | - |
| 17 | Коэффициент затрат на текущий ремонт оборудования | Кр | 0,3 | 0,3 | - |
| 18 | Установленная мощность электродвигателей, кВт | Му05,25,35,45 Му10,15,20,30,40 | 10 10 | 15 | - |
| 19 | Коэффициент одновременной работы электродвигателей | Код | 1 | 1 | - |
| 20 | Коэффициент загрузки электродвигателей по мощности | Км | 0,7 | 0,7 | - |
| 21 | Коэффициент потерь электроэнергии в сети завода | Кп | 1,05 | 1,05 | - |
| 22 | Коэффициент загрузки электродвигателей по времени | Кв | 0,5 | 0,5 | - |
| 23 | Тариф платы за электроэнергию, руб. /кВт | Цэ | 1.35 | 1.35 | - |
| 24 | Коэффициент полезного действия станка | Кпд | 0,9 | 0,9 | - |
| 25 | Цена единицы рабочего инструмента, руб. | Ци05,25,35,45 Ци10 Ци15 Ци20
Ци30 Ци40
| 19,8 568,8 66,6 39,6 44,82 607,2 52,2 39,06 | 316,8 568,8 784,8 39,6 66,6 59,4 44,82 13,5 19,8 607,2 13,5 52,2 39,06 | - |
| 26 | Коэффициент транспортно заготовительных расходов на доставку инструмента | Ктр | 1,02 | 1,02 | - |
| 27 | Выручка от реализации изношенного инструмента, руб. | Ври05,25,35,45 Ври10 Ври15 Ври20
Ври30 Ври40
| 3.96 113,76 13,32 7,92 13,32 121,4 10,44 7,8 | 63,36 113,76 156,96 7,92 13,32 11,88 8,96 2,7 3,96 121 2,7 10,44 7,8 | - |
| 28 | Коэффициент случайной убыли инструмента | Куб | 1,1 | 1,1 | - |
| 29 | Количество переточек до полного износа | Нпер05,25,35,45 Нпер10 Нпер15 Нпер20
Нпер30 Нпер40
| 11 30 24 62 7 24 62 7 | 22 30 30 62 24 62 7 11 11 24 11 62 7 | - |
| 30 | Стоимость одной переточки, руб. | Спер05,25,35,45 Спер10 Спер15 Спер20
Спер30 Спер40
| 26.8 60.8 16.8 57,6 52,8 16.8 57.6 52,8 | 52.8 60.8 60.8 57.6 16.8 57.6 52.8 26.8 16 16.8 26.8 57.6 52.8 | - |
| 31 | Стойкость инструмента между правками, час. | Ти05 Ти10 Ти15 Ти20
Ти25 Ти30 Ти35 Ти40
Ти45 | 1.5 2 5 0.5 0,5 1.5 5 1.5 0.5 0,5 1.5 | 2 2 2 0.5 5 0.5 1 1.5 1.5 5 1.5 0.5 1 | - |
| 32 | Цена единицы приспособления, тыс.руб. | Цпр05,25,35,45 Цпр10,15,20,30,40 | 2970 6491 | 14631 | - |
| 33 | Коэффициент учитывающий затраты на ремонт приспособления | Кр.пр. | 1,5 | 1,5 | - |
| 34 | Выручка от реализации изношенного приспособления, руб. | Вр.пр. 05,25,35,45 Вр.п. 10,15,20,30,40 | 594 1298 | 2926 | - |
| 35 | Количество приспособлений необходимое для производства годовой программы группы деталей | Нпр | 1 | 1 | - |
| 36 | Физический срок службы приспособления, лет | Тпр | 5 | 5 | - |
| 37 | Расходы на СОЖ, руб./год | Нсм | 300 | 300 | - |
| 38 | Удельный расход воды для охлаждения на один час работы станка, м3/час | Ув | 0,6 | 0,6 | - |
| 39 | Тариф платы за 1м3 воды. | Цв | 1.2 | 1.2 | - |
| 40 | Площадь занятая одним станком, м2 | Руд05,25,35,450 Руд10,15,20,30,40 | 13 3 | 23 | - |
| 41 | Коэффициент, учитывающий дополнительную площадь | Кд.пл. | 3,5 4,5 | 2 | - |
| 42 | Стоимость эксплуатации 1м кв. площади здания в год, руб. | Цпл | 4500 | 4500 | - |
| 43 | Норма обслуживания станков одним наладчиком | Нобсл | 10 | 10 | - |
| 44 | Масса заготовки, кг | Мзаг | 2,2 | 2,2 | - |
| 45 | Вес отходов в стружку, кг | Мотх | 0.4 | 0.4 | - |
| 46 | Цена 1 кг материала, руб. | Цмат | 205.22 | 205.22 | - |
| 47 | Цена 1 кг отходов, руб. | Цотх | 0.41 | 0.41 | - |
| 48 | Коэффициент транспортно-заготовительных расходов | Ктз | 1,01 | 1,01 | - |
| 49 | Стоимость комплекта аппаратуры для записи программ и затраты на разработку одной программы, руб. | Зуп05,25,35,45 Зуп10,15,20,30,40 | 5000 15000 | 15000 | - |
| 50 | Период выпуска деталей данного наименования, год | Тпер | 3 | 3 | - |
| 51 | Величина запуска деталей, шт. | Нзап | 63 | 40 | - |
| 52 | Межоперационное время на передачу партии деталей, час | Тмо | 0,5 | 0,5 | - |
| 53 | Удельный расход воздуха за 1 час работы установки, приспособления | Усж | 0,15 | 0,15 | - |
| 54 | Коэффициент, учитывающий потребности с восстановлением перфоленты |
| 0,06 | 0,06 | |
| 55 | Тариф платы за м3 сжатого воздуха | Цсж | 0,15 | 0,15 | - |
Таблица 8.3.
Расчет необходимого количества оборудования и коэффициентов его загрузки
| № п/п | Наименование показателей | Расчетные формулы и расчет | Значение Показателей | |
| Вар.1 | Вар.2 | |||
| 1 | 2 | 3 | 4 | 5 |
| 1 | Расчетное количество основного технологического оборудования по изменяющимся операциям техпроцесса обработки детали | Ноб.расч= Вариант1 Ноб.расч05= Ноб.расч10= Ноб.расч15= Ноб.расч20= Ноб.расч25= Ноб.расч30= Ноб.расч35= Ноб.расч40= Ноб.расч45= Вариант2 Ноб.расч05= Ноб.расч10= Ноб.расч15= | 0.002 0.006 0.005 0.007 0.003 0.005 0.003 0.014 0.003 | 0.001 0.01 0.02 |
| 2 | Принятое количество оборудования | Ноб.пр | 1 | |
| 3 | Коэффициент загрузки оборудования | Базовый вариант: Кз05=0,002 Кз10=0,006 Кз15=0,005 Кз20=0,007 Кз25=0,003 Кз30=0,005 Кз35=0,003 Кз40=0,014 Кз45=0,003 | 0.002 0.006 0.005 0.007 0.003 0.005 0.003 0.014 0.003 | 0.001 0.01 0.02 |
| 4 | Количество однотипных деталей (станок с ЧПУ) |
Базовый вариант
Проектный вариант
| 84 24 | 29 |
| 5 | Среднесуточный запуск деталей, штук | Псут= | 4 | 4 |
| 6 | Длительность производственного цикла, дней | Тцикла= Базовый вариант: Тцикла= Проектный вариант: Тцикла= | 0,76 | 0,355 |
Таблица 8.4.
Расчет капитальных вложений по проектируемому варианту
| № п/п | Наименование показателей | Расчетные формулы и расчет | Значение показателей | |
| базовый | проектный | |||
| 1 | 2 | 3 | 4 | 5 |
| 1 | Прямые капитальные вложения, тыс.руб | Коб=åНоб*Цоб*Кзагр Базовый вариант Коб=640·(1·0,002+1·0,003+1·0,003+1·0,003)+ +450·(1·0,006+1·0,005+1·0,007+1·0,005+ +1·0,014)=23.69 Проектный вариант Коб=950·(1·0,001+1·0,01+1·0,02)=29,45 | 23.69 | 29,45 |
| 2.1 | Затраты на доставку и монтаж, тыс. руб. | Км=Коб*Кмонт Базовый вариант: Км=23.24*0,1=2,369 Проектный вариант: Км=29,45*0,1=2,945 | 2,369 | 2,945 |
| 2.2. | Затраты на приспособления, тыс.руб. | Кпр=åНпр*Цпр Базовый вариант Кпр=1*9,416=9,416 Проектный вариант Кпр=1*14,631=14,631 | 9,416 | 14,631 |
| 2.3. | Затраты на инструмент, тыс.руб. | Ки= Базовый вариант Ки=(
Проектный вариант Ки=( +
| 0,308 | 0,0733 |
| 2.4. | Затраты на производственную площадь, занимаемую основным оборудованием, тыс.руб. | Кпл=(åНст*Руд*Кз*Кд.пл)*Цпл Базовый вариант Кпл=(3,5·13·(1·0,002+1·0,003+1·0,003+ 1·0,003)+4,5·3·(1·0,006+1·0,005+1·0,007+ 1·0,005+1·0,014)) *4500=4,5 руб. Проектный вариант Кпл=(2·23·(1·0,001+1·0,01+1·0,02)) ·4500= =6300 руб. | 4,500 | 6.300 |
| 2.5. | Затраты на демонтаж заменяемого оборудования, тыс.руб. | Здем=åНдем.об*Цдем.об*0,1 Здем=(640+450)*0,1=109,0 | 0 | 109 |
| 2.6. | Стоимость аппаратуры для записи программ, тыс. руб. |
Базовый вариант: Кап=0,06· (640·(1·0,002+1·0,003+1·0,003+ +1·0,003) + 450·(1·0,006+1·0,005+1·0,007+ +1·0,005+1·0,014))=1.394 Проектный вариант: Кап=0,06·980·(1·0,001+1·0,01+0,02)=1.823 | 1.394 | 1.823 |
| 2.7. | Оборотные средства в незав. произв. (для станков с ЧПУ), руб | НЗП=Псут*Тц*Стех Б: НЗП=4·0,76·510,17=1,55 т.руб Пр: НЗП=4·0,355·494,62=0,702 т.руб | 1,55 | 0,702 |
| 2.8. | Выручка от реализ. высвоб. оборудования, тыс.руб. | Вреал=åНвыс.об·Цдем.об·0,05 Проектный вариант: Вреал = (640+450) ·0,05=54,5 | 0 | 54,5 |
| 2.9. | Итого сопутствующие капитальные вложения тыс.руб. | Ксоп=Км+Кпр+Ки+Кпл+Кап+Здем-Вреал+НЗП Базовый вариант Ксоп=2.369+9.416+0.308+4,5+1.394+ 1,55=19,537 Проектный вариант Ксоп=2.945+14,631+0.0733+6.3+109+ +1.823-54,5+0,702= 80,97 | 19,537 | 80,97 |
| 2.10. | Общие капитальные вложения, тыс.руб. | Кобщ=Коб+Ксоп Базовый вариант Кобщ=23.69+19,537=43,227 Проектный вариант Кобщ=29,45+80,97=110,42 | 43,227 | 110,42 |
| 2.11. | Удельные капитальные вложения, тыс.руб. | Куд= Базовый вариант Куд= Проектный вариант Куд= | 0,036 | 0,092 |
Таблица 13.5
Расчет технологической себестоимости операций
| № п/п | Наименование показателей | Расчетные формулы и расчет | Значение Показателей | |
| Вар.1 | Вар.2 | |||
| 1 | 2 | 3 | 4 | 5 |
| 1 | Основные материалы за вычетом отходов в стружку, руб. | Мзаг=Мзаг·Цмат·Ктз-Мотх·Цотх Мзаг=2,2·205,22·1,01-0,4·0,41=455,83 | 455,83 | 455,83 |
| 2 | Основная заработная плата рабочих – операторов, руб. |
Базовый вариант Зпл= Проектный вариант: Зпл= | 11,7 | 7,76 |
| 3 | Основная заработная плата наладчика, руб. |
Базовый вариант Зпл.нал= Проектный вариант Зпл.нал= =0,1 | 0,11 | 0,1 |
| 4 | Начисления на заработную плату, руб. | Нз.пл=(Зпл.опер+Зпл.нал)*Кс Базовый вариант Нз.пл=(11,7+0,11)·0,26=3,07 Проектный вариант Нз.пл=(7,76+0,1) ·0,26=2,04 | 3,07 | 2,04 |
| 5 | Расходы на текущий ремонт оборудования, руб. | Рр.об= Базовый вариант Рр.об=((640·0,3·(0,05·0,002+0,208·0,003+ +0,155·0,003+0,09·0,003))+ +(450·0,3·(0,56·0,006+0,615·0,005+1,023· ·0,007+0,7·0,005+2,487·0,014)))/4015·60·1.1=0,03 руб Проектный вариант Рр.об=(980·0,3·(0,05·0,001+1,198·0,01+ +3,643·0,02))/4015*60*1.1=0,09 руб | 0.03 | 0.09 |
| 6 | Расходы на электроэнергию, руб. | Рэ=å(Му·Тмаш) ·Код·Км·Кв·Кп· Базовый вариант Рэ=((10·0,503)+(10·5.385) ·1·0,7·0,5· ·1,05·1.35/0,9·60=0,541 Проектный вариант Рэ=(15·4.891)·1·0,7·0,5·1,05·1.35/0,9·60= =0,67 | 0,541 | 0,67 |
| 7 | Расходы на рабочий инструмент, руб. |
Базовый вариант Ри=
Проектный вариант Ри= =2,18 | 2,17 | 2,18 |
| 8 | Расходы на смазочные, обтирочные материалы и СОЖ, руб. | Рсм= Базовый вариант Рсм= Проектный вариант Рсм= | 0,012 | 0,0078 |
| 9 | Расходы на содержание и эксплуатацию приспособлений, руб. |
Базовый вариант Рпр= =0,057 Проектный вариант Рпр= =0,098 | 0,057 | 0,098 |
| 10 | Расходы на технологическую воду, руб. |
Базовый вариант
Проектный вариант
| 0.116 | 0,075 |
| 11 | Расходы на сжатый воздух, руб. | Рсж= Базовый вариант Рсж= Проектный вариант Рсж= | 0,0036 | 0,002 |
| 12 | Расходы на содержание и эксплуатацию производственной площади, руб. | Рпл=åНоб*Руд*Кз* Базовый вариант Рпл=(13·3,5· (0,011)+3·4,5·0,037) Проектный вариант Рпл=23·2·0,031· | 3,75 | 5,35 |
| 13 | Расходы на подготовку и эксплуатацию управляющих программ, руб. | Ру.пр= Базовый вариант Ру.пр= Проектный вариант Ру.пр= | 13,075 | 7,25 |
| Итого, расходы на содержание и эксплуатацию оборудования, руб. | Базовый вариант Рэ.об=0,03+0,541+2,17+0,012+0,057+0,116+ 0,0036+3,75+13,075=13,01 Проектный вариант Рэ.об=0,09+0,67+2,18+0,0078+0,098+0,075+ 0,002+5,35+7,25=15,72 | 19,755 | 15,72 | |



Таблица 13.6
Калькуляция себестоимости обработки детали по вариантам техпроцесса, руб.
| № | Статьи затрат | Затраты, руб. | Измене ние | |
| п/п | Вар.1 | Вар.2 | ||
| 1 | 2 | 3 | 4 | 5 |
| 1 | Материалы за вычетом отходов | 455,83 | 455,83 | 0 |
| 2 | Основная заработная плата рабочих – операторов и наладчиков | 11,81 | 7,86 | +4,05 |
| 3 | Начисления на заработную плату | 3,07 | 2,04 | +1,03 |
| 4 | Расходы на содержание и эксплуатацию оборудования | 19,755 | 15,72 | +4,035 |
| Итого, технологическая себестоимость Стех. | 490,465 | 481,45 | +9,015 | |
| 5 | Общецеховые накладные расходы Рцех = Зпл.осн*Кцех, Кцех=2,15 | 25,39 | 16,899 | +8,491 |
| Итого, цеховая себестоимость Сцех = Стех + Рцех | 515,855 | 498,349 | +17,506 | |
| 6 | Общезаводские накладные расходы Рзав = Зпл.осн*Кзав, Кзав=2,5 | 29,525 | 19,65 | +9,875 |
| Итого, заводская себестоимость Сзав = Сцех + Рзав | 545,38 | 517,999 | +27,381 | |
| 7 | Внепроизводственные расходы Рвн = Сзав*Квн, Квн=0,05 | 27,269 | 25,9 | +1,369 |
| Всего, полная себестоимость Сполн = Сзав + Рвн | 572,649 | 543,899 | +28,75 | |
Таблица 13.7.
Расчет приведенных затрат и выбор оптимального варианта
| № п/п | Наименование показателей | Расчетные формулы и расчет | Значение Показателей | |
| Базовый | Проектный | |||
| 1 | 2 | 3 | 4 | 5 |
| 1 | Приведенные затраты на единицу детали, руб. | Зпр.ед=Сполн+Ен*Куд Где Ен=0,33 Базовый вариант Зпр.ед=572,649+0,33*36=584,529 Проектный вариант Зпр.ед=543,899+0,33*92=574,259 | 584,529 | 574,259 |
| 2 | Годовые приведенные затраты, тыс.руб. | Зпр.г=Зпр.ед*Пг Базовый вариант Зпр.г=584,529*1200=701,435 Проектный вариант Зпр.г=574,259*1200=689,111 | 701,435 | 689,111 |
Проведем расчет экономической эффективности проектируемого варианта техники.
Условно-годовая экономия от снижения себестоимости изделия составит:
Эу.г.=Пр.ож.=(Сполн.баз-Сплон.пр.)*Пг (13.1.)
Пр.ож.=Эу.г.=(572,649-543,899)*1200=34500 руб.
Налог на прибыль
Нприб.=Эу.г.*Кнал (13.2.)
где Кнал- коэффициент налогообложения прибыли, Кнал=0,24.
Нприб.=34500*0,24=8280руб.
Чистая прибыль составит
Пр.чист.=Пр.ож.-Нприб. (13.3.)
Пр.чист.=34500-8280=26220 руб.
Определим расчетный срок окупаемости инвестиций
Ток=![]() (13.4.)
(13.4.)
Ток=![]() =4,2 года = 5 лет
=4,2 года = 5 лет
Расчетный срок окупаемости получился 5 лет.
Определим общую текущую стоимость доходов в течение принятого горизонта расчета:
![]() (13.5)
(13.5)
где Е=5% - процентная ставка на капитал,
Добщ= ![]() руб.
руб.
Интегральный экономический эффект (чистый дисконтированный доход) составит:
Эинт=ЧДД= Добщ-Кобщ (13.6)
Эинт=113061-110420= 2641 руб.
Таким образом, вложив в осуществление проекта 110,42 тыс. руб., через 5 лет предприятие получит прибыль в размере 2641 рублей.
Проект эффективен, поэтому определяем индекс доходности по формуле:
![]() (13.7)
(13.7)
ИД=![]() =1,02
=1,02
Таблица 13.8
Технико-экономические показатели эффективности проекта
| № | Наименование показателей | Условное обозначение, единица измерения | Значение показателей | ||
| Базовый | Проект. | ||||
| Технические показатели | |||||
| 1 | Количество оборудования | Ноб | 2 | 1 | |
| 2 | Коэффициент загрузки | Кз | 0,005 | 0,01 | |
| 3 | Длительность производственного цикла | Тцикла | 0,76 | 0,355 | |
| Экономические показатели | |||||
| 1 | Годовая программа выпуска |
| 1200 | ||
| 2 | Себестоимость единицы изделия |
| 572,649 | 549,899 | |
| 3 | Капитальные вложения |
| 43227 | 110420 | |
| 4 | Приведенные затраты на единицу изделия |
| 584,529 | 574,259 | |
| 5 | Чистая ожидаемая прибыли |
| 26220 | ||
| 6 | Налог на прибыль |
| 8280 | ||
| 7 | Срок окупаемости инвестиций |
| 5 | ||
| 8 | Интегральный экономический эффект (чистый дисконтируемый доход) |
| 2641 | ||
| 9 | Доход на капитал, при вложении денег в банк |
| - | ||
| 10 | Индекс доходности |
| 1,02 | ||
Вывод:
Проведенные расчеты показали, что спроектированный вариант техники и технологии является эффективным.
Заключение
В ходе работы над дипломным проектом был разработан технологический процесс изготовления корпуса выключателя промышленного робота. Было предложено применить новый инструмент – борштангу, разработанный и предложенный в ходе патентных исследований. Так же на основе проведенного научного исследования рассмотрены методы по совершенствованию обработки алюминиевых сплавов. Также было заменено оборудование на операциях 05, 10, 15, 20, 25, 30, 35, 40, 45 на один обрабатывающий центр МАНО МС-50.
Было проведено экономическое сравнение базового и проектного варианта, которое показало, что внедрение проектного варианта в производство даст чистую прибыль в размере 26220 рублей.
Литература
1. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: [учебное пособие для машиностроительных специальных вузов]. – 4-е изд., перераб. И доп. – Мн.: Выш. Школа, 1983.-256 с., ил.
2. Справочник технолога-машиностроителя. В двух томах. Изд. 4-е переработ. Том 1, 2. Под ред. канд. техн. наук А.Г. Косиловой и Р.К. Мещерякова, М., «Машиностроение», 1983.
3. Станки с программным управлением и промышленные роботы. Учебник для машиностроительных вузов /С.Е. Локтева, – М.: Машиностроение, 1986. – 319 с.: ил.
4. Оснастка для станков с ЧПУ: Справочник/ Ю. И. Кузнецов, А.Р. Маслов, А.Н. Байков;. – М.: Машиностроение, 1990.-510с.: ил.
5. Охрана труда в машиностроении. Под ред. Е.Я. Юдина. Уч. Для вузов. М., «Машиностроение», 1976. – 335 с.
6. Обеспечение безопасных условий труда на производстве. Л. Н. Горина. Методическое пособие - Тольятти: ТолПИ 2000г, 68 с.
7. ГОСТ 15.011-82. Система разработки и постановки продукции на производство. Порядок проведения патентных исследований. – М., Госстандарт СССР.
8. Официальный бюллетень «Открытия, изобретения»
9. Описания к авторским свидетельствам и патентам России по разделу В23В29/02
10. РЖ ВИНИТИ 14А «Резание металлов, станки и инструменты»
11. Реферативный сборник ВНИИПИ «Изобретения стран мира» В23
12. Труды всероссийской с международным участием научно-технической конференции «Теплофизические и технологические аспекты управления качеством в машиностроении» Тольятти: 2005 –430 с.
13. Журнал «СТИН» 1996-2002 г.
14. Журнал «Вестник машиностроения» 2004-2005 г.
15. Журнал «Машиностроитель» 1996г.
16. Прочность и износостойкость режущего инструмента/ Т.Н. Лоладзе. Москва: Машиностроение, 1982 - 319 с.
17. Мурахтанова Н.М. Методическое указание к экономическому обоснованию курсовых и дипломных работ по совершенствованию технологических процессов механической обработки деталей (для студентов специальностей 1201, 1202) – Тольятти: ТолПи, 2000.
18. Ценник материалов на декабрь 2004.
19. Информационный перечень по ценам на инструмент, оснастку и оборудование на 08.07.2002.
20. Часовые тарифные сетки ВАЗа.
21. Коэффициенты доплат.
22. Тарифы на энергоносители.
23. Справочник конструктора-машиностроителя. В трех томах. Изд. 6-е переработ. Том 1, 2. Под ред. В. И. Анурьева М., «Машиностроение», 1982.
24. Размерный анализ технологических процессов изготовления деталей машин. Методическое пособие. А. В. Михайлов – Тольятти: ТолПИ, 2001г. 34с.
25. Проектирование заготовок. Методическое пособие. В. М. Боровков, А.С. Черемисин – Тольятти: ТГУ, 2002г.
26. Техпроцесс обработки детали: А.В. Гордеев. Методическое пособие. – Тольятти: ТолПИ., 1992г, 32с.
27. Основы проектирования машиностроительных цехов. В.С. Мамаев, Е.Г. Осипов. М., Машиностроение, 1974г.290 с.
Похожие работы
... сборные приспособления с механизированным силовым приводом и прогрессивный режущий инструмент. Маршрут обработки детали проектного технологического процесса представлен в таблице 4.1.Таблица 4.1. Проектный маршрут обработки корпуса конечного выключателя № операции Наименование и содержание операции Обрабатываемые поверхности Квалитет Шероховатость, Rz 000 Заготовительная 14 30 ...





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...





... Выбор и проектирование заготовки 2.1 Выбор способа получения заготовки Изначально определяем, что заготовку корпуса главного цилиндра гидротормозов можно получить двумя способами: литьем в земляные формы и литьем в металлические армированные формы. Второй способ практически не используется для изготовления отливок из чугуна. Эти методы в одинаковой степени позволяют достичь заданной точности ...





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...
0 комментариев