Разработка схем базирования
Размерный анализ при обработке лавных отверстий
Выбор режущего инструмента
Расчет норм времени
Расчет и проектирование станочного приспособления. Расчет режущего инструмента
Расчет и проектирование режущего инструмента
Расчет и проектирование контрольного приспособления
Патентные исследования
Проектирование компоновки рабочего места
Экономическая эффективность проекта
Навигация
Расчет и проектирование станочного приспособления. Расчет режущего инструмента
Технологический процесс изготовления корпуса
118091
знак
27
таблиц
8
изображений
7. Расчет и проектирование станочного приспособления. Расчет режущего инструмента
7.1 Расчет и проектирование станочного приспособления
Исходные данные
Фрезеровать поверхность 13 корпуса выключателя, выдерживая размер ![]() мм.
мм.
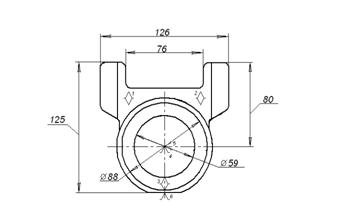
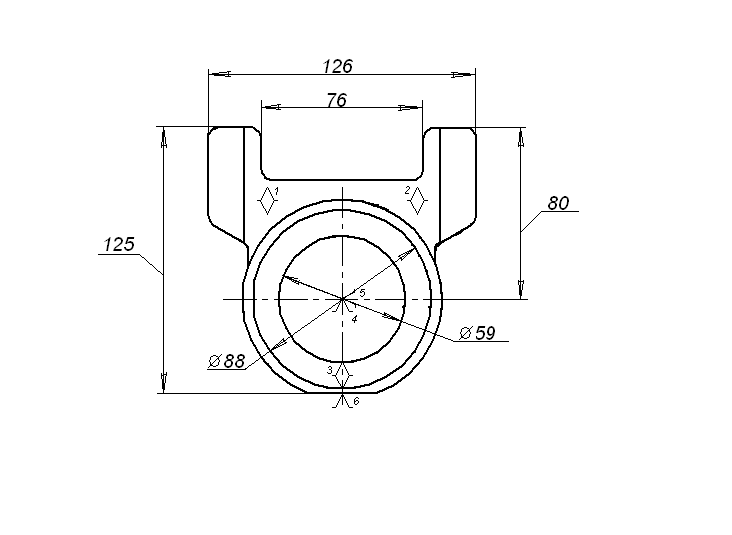
Рисунок 7.1 Операционный эскиз
Вид и материал заготовки – отливка из алюминия АЛ 9-1, НВ75. Режущий инструмент – фреза концевая с коническим хвостовиком ГОСТ 17026 – 71. Диаметр фрезы – Ø 32 мм, число зубьев – 6. Режимы резания: глубина резания t = 2 мм, подача на зуб Sz = 0.5 мм/зуб, стойкость инструмента Т=120 мин; скорость резания ![]() 80м/мин, частота вращения шпинделя n = 796 об/мин. Составляющая сила резания Рz = 641 Н. Станок – обрабатывающий центр МАНО МС-50, мощность электродвигателя N = 15 кВт, частота вращения шпинделя 20 – 8000, подача стола Sм = 1 – 6000 мм/мин. Тип приспособления – стационарное неразборное станочное приспособление.
80м/мин, частота вращения шпинделя n = 796 об/мин. Составляющая сила резания Рz = 641 Н. Станок – обрабатывающий центр МАНО МС-50, мощность электродвигателя N = 15 кВт, частота вращения шпинделя 20 – 8000, подача стола Sм = 1 – 6000 мм/мин. Тип приспособления – стационарное неразборное станочное приспособление.
Расчет усилия зажима В процессе обработки заготовки на нее воздействует система сил. С одной стороны действует сила резания, с другой – препятствующая ей сила зажима.
Суммарный крутящий момент от касательной составляющей силы резания, стремящейся провернуть заготовку равен:
![]()
Повороту заготовки препятствует момент силы зажима, определяемый следующим образом:
![]()
Из равенства Мр’ и Mз’ определяем необходимое усилие зажима.
![]()
Рz = 641 H;
К=Ко·К1·К2·К3·К4·К5·К6,
где k0 – гарантированный коэффициент запаса k0 = 1,5;
k1– коэффициент, учитывающий увеличение сил резания из-за случайных неровностей на обрабатываемых поверхностях заготовки k1 = 1;
k2 – коэффициент, учитывающий увеличение сил резания вследствие затупления режущего инструмента: при фрезеровании плоскости k2 = 1,6;
k3 – коэффициент, учитывающий увеличение сил резания при прерывистом точении k3 = 1;
k4 – коэффициент, характеризующий постоянство силы, развиваемой зажимным механизмом: для механизированного привода k4 =1;
k5 – коэффициент, учитывающий эргономику немеханизированного зажимного механизма: для механизированного привода k5 =1;
k6 – коэффициент, учитывающий наличие опрокидывающих моментов при установке на опоры k6 = 1.
К = 1,5·1·1,6·1·1·1 = 2,4;
f = 0.4;
l1 = 80 мм;
d1 = 59 мм.
![]() Н.
Н.
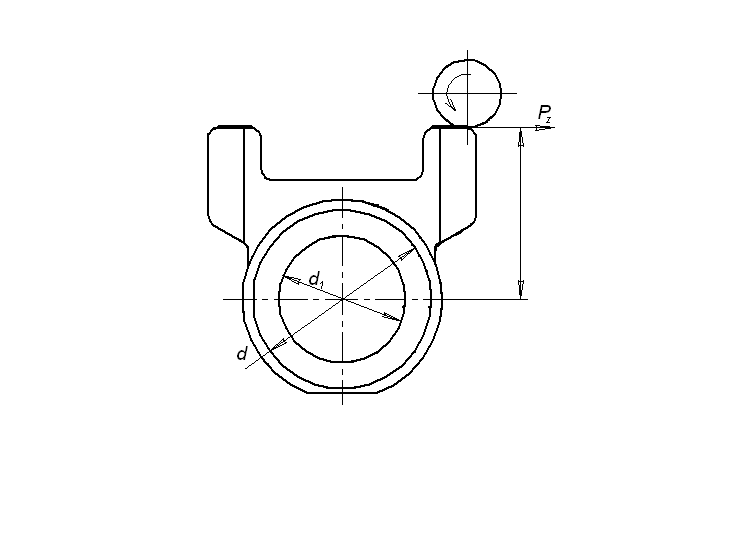
Схема закрепления заготовки, включающая схему установки заготовки, разработанную на основе теоретической схемы базирования представлена на рисунке 7.2.
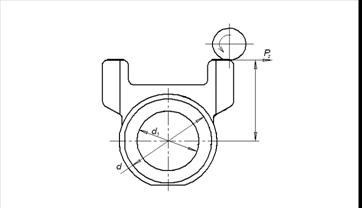
Рисунок 7.2 Схема закрепления заготовки
Расчет зажимного механизма
Усилие Q, создаваемое гидроцилиндров равно усилию зажима W.
Q = W = 5215 Н.
Расчет силового привода Для создания исходного усилия Q используется силовой привод. В качестве приводов наибольшее применение получили пневматические и гидравлические вращающиеся цилиндры. Диаметр поршня гидроцилиндра определяется по формуле:
![]()
где Р – избыточное давление масла. Р=(1; 2,5; 5;)МПа.
![]() мм
мм
Принимаем D = 55 мм.
Ход поршня цилиндра рассчитывается по формуле:
![]() +10…15мм,
+10…15мм,
где Sw – свободный ход штока. Sw=10 мм ![]() +10=20мм.
+10=20мм.
Расчет погрешности установки в приспособлении
Погрешность установки определяется по формуле:
![]()
где εδ – погрешность базирования, равная нулю, так как измерительная база используется в качестве технологической.
εз – погрешность закрепления – это смещение измерительной базы под действием сил зажима. εз=0
εпр – погрешность элементов приспособления.
ωА1 = 0,021;
ωА2 = 0,01;
ωА3 = 0,007;
ωА4 = 0,028;
ωА5 = 0,016;
Погрешность ωАΔ рассчитаем по формуле:
ωАΔ = tΔ· ,
,
![]() мм.
мм.
ωАΔ = εпр;
εy = ωАΔ;
Z![]() =0.07;
=0.07;
εy< Z![]() ; 0,049<0,07. Условие выполняется.
; 0,049<0,07. Условие выполняется.
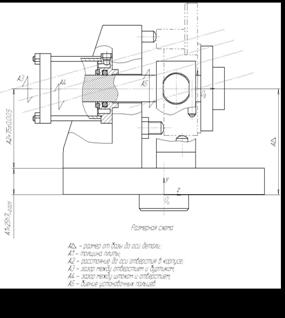
Описание конструкции приспособления
Приспособление предназначено для базирования и закрепления корпуса выключателя при фрезеровании поверхностей на операции 010 на обрабатывающем центре МАНО МС-50.
Приспособление состоит из плиты 5, которая с помощью штыря 7 базируется на столе обрабатывающего центра. На плиту при помощи винтов 16 крепится кронштейн 1. Также на плиту 5 крепятся опоры 6 при помощи болтов 15. Заготовка базируется по установочным элементам 10, 11 и 19, выполняющими роль установочной и двойной опорной базы и поджимается к ним шайбой 21 с помощью гидроцилиндра. Для уменьшения деформации заготовки в приспособлении применены подводные опоры в виде винтов 17 с пятами 20, установленными в опорах 6 и регулируемой опорой 9, размещенной в плите 5.
Приспособление работает следующим образом. При подаче масла в правую полость гидроцилиндра поршень перемещает шток в осевом направлении и закрепляет заготовку. При подаче масла в левую полость гидроцилиндра система возвращается в исходное положение и происходит раскрепление заготовки.
Похожие работы
... сборные приспособления с механизированным силовым приводом и прогрессивный режущий инструмент. Маршрут обработки детали проектного технологического процесса представлен в таблице 4.1.Таблица 4.1. Проектный маршрут обработки корпуса конечного выключателя № операции Наименование и содержание операции Обрабатываемые поверхности Квалитет Шероховатость, Rz 000 Заготовительная 14 30 ...





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...





... Выбор и проектирование заготовки 2.1 Выбор способа получения заготовки Изначально определяем, что заготовку корпуса главного цилиндра гидротормозов можно получить двумя способами: литьем в земляные формы и литьем в металлические армированные формы. Второй способ практически не используется для изготовления отливок из чугуна. Эти методы в одинаковой степени позволяют достичь заданной точности ...





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...
0 комментариев