Влияние водорода на эксплуатационные свойства стали
Определения содержания водорода в металле
Процесс неметаллических включений в стали
Существующая технологическая схема
Материальный баланс плавки стали 17Г1С
Период плавки
Тепловой баланс рабочего пространства
Технология плавки стали марки 17Г1С
Доводка чугуна
Раскисление и легирование стали
Изменение температуры в процессе внепечной обработки металла
Специальная часть
Основы технологии струйно-кавитационного рафинирования
Разработка технологии струйно-кавитационного рафинирования стали в большегрузных ковшах
Интенсификация перемешивания металла и повышение поверхности контакта расплав - газ
Технические средства для обеспечения пульсирующего дутья
Отопление и вентиляция цеха
Охрана окружающей природной среды
Производственный план
Расчет показателей по труду
Расчет плановой калькуляции себестоимости
Навигация
Специальная часть
Влияние водорода на свойства стали
128504
знака
27
таблиц
6
изображений
3 Специальная часть
3.1 Исследования в условиях сталеплавильного производства
Продувка стали в ковше инертным или нейтральным газом стала обязательным элементом технологии выплавки стали в различных сталеплавильных агрегатах. С помощью этого метода решают достаточно большой круг вопросов, таких, как частичная дегазация, удаление включений, перемешивание, усреднение состава, тонкое регулирование температуры перед непрерывной разливкой и т.д. /13/.
Одним из важнейших результатов внепечной обработки нейтральными газами является улучшение свойств твердого металла практически без изменения его состава /14/. Так, например, твердый металл после его продувки аргоном характеризуется более высокими значениями модуля упругости, электропроводности и термо-э.д.с, а также пониженными значениями коэрцетивной силы. Проволока, изготовленная из этого металла, выдерживает большее число скручиваний до разрушения, а выносливость металлокорда на 27 – 102% больше, чем из металла не обработанная аргоном /15/.
Как уже отмечалось, продувка инертным газом способна существенно снизить содержание неметаллических включений и растворенных в металле газов только лишь при обработке стали в ковшах небольшой емкости (20 – 30 тонн). Для получения низкого остаточного содержания водорода при внеагрегатной обработке аргоном необходимый расход нейтрального газа должен составлять 2-5 м3/т /16/. Такие расходы можно достигнуть только пру продувке стали в ковшах малой емкости или газопроницаемой футеровкой днища. Для большегрузных ковшей это невыполнимо из-за конструктивных особенностей продувочных устройств и большой длительности продувки.
В большегрузном ковше продувка стали инертными газами влияет на однородность химического состава. Это обстоятельство особенно актуально при производстве высококачественной стали, разливаемой как на УНР, так и в слитки. Примером может служить производство низколегированной стали для труб большого диаметра «северного исполнения». В этом случае особенно важно получить точно заданный состав готовой стали. Обработка стали инертными газами в настоящее время получила наиболее широкое распространение. Такой обработке с целью усреднения температуры и химического состава металла подвергается почти вся сталь, разливаемая на МНЛЗ.
В целом, основной задачей технологии внепечной обработки стали нейтральными газами является усреднение расплава по химическому составу, температуре и дегазации расплава.
Под термином «газы в стали» металлурги обычно понимают концентрацию в ней водорода и азота. Кислород некоторые авторы не включают в это понятие в связи с тем, что методы борьбы с ним существенно отличаются от методов борьбы с водородом и азотом. Однако разработка и освоение устройств для определения активности кислорода в расплаве (актинометров) дало толчок к ряду исследований, направленных на совершенствование процесса раскисления стали /17/.
Вместе с тем на практике металлурги с определенной эффективностью ведут борьбу только с водородом и кислородом. Значительные трудности вызывает удаление из расплава азота. В ряде работ /18/ подтверждается факт нестабильного и незначительного удаления азота при внепечной обработке расплава нейтральным газом. Снижение содержания азота наблюдается только при продувке сталей, содержащих титан и алюминий, т.е. хорошо раскисленных сталей. При обработке нераскисленного металла аргоном дегазация расплава не сопровождается удалением азота.
Поэтому был предпринят ряд попыток по реализации различных методов активизации воздействия на расплав. К таким попыткам следует отнести вращение фурмы с пористыми насадками, с реверсом направления и заданной цикличностью, наложение ультразвуковых колебаний в диапазоне 102 – 102 Гц, применение дутьевого устройства в виде Сегнерова колеса, вращающегося роторного устройства и горизонтального расположения желобов под струями газа в расплаве. Применение этих методов несколько повышает эффективность обработки, но значительно усложняется изготовление дутьевых устройств и снижается надежность их в работе.
Следует отметить, что все вышеперечисленные разработки предполагают истечение продуваемого газа из сопловых устройств при низких давлениях, а, следовательно, относительно низких скоростях.
Как отмечалось в предыдущем разделе, основным параметром, характеризующим возможный уровень рафинирования стали от газов и неметаллических включений является степень дисперсности вдуваемого нейтрального газа. Описанные в литературе дутьевые режимы обработки больших объемов металла /19/ характеризуются малыми удельными расходами газа и, как следствие, весьма невысокой степенью дисперсности вдуваемого газа.
Применяемый дутьевой режим обработки стали в большегрузных ковшах обычно характеризуется струйным режимом истечения газа и образованием пузырьков с минимальным диаметром порядка 3-4 х 10-2 м. Так как при продувке стали инертным газом в струйном режиме пузырь формируется не непосредственно на отверстии сопла, а на конце вытянутой струи (каверны), дробление вдуваемого газа до пузырьков такого размера происходит лишь частично. Кроме того, при этом возможен и обратный процесс, т.к. агломерация пузырьков. Подтверждением этого обстоятельства является тот факт, что основная масса выходит на поверхность зеркала металла в виде крупных пузырей. Соответственно при таких параметрах продувки и степени диспергирования газа уровень рафинирования стали в большегрузных ковшах от газов и неметаллических включений, определяемый, прежде всего, развитостью поверхности газ-металл, весьма низкий. Поэтому для увеличения межфазной поверхности газ – металл, весьма низкий. Поэтому для увеличения межфазной поверхности газ – металл было предложено использовать для продувки стали аргоном (или азотом) в большегрузных ковшах нестационарные (или пульсирующие) газовые струи.
Для реализации задачи продувки стали в ковше нестационарными потоками инертного газа с заданными амплитудно-частотными характеристика (АЧХ), погружные фурмы оснащались специально сконструированными газодинамическими устройствами. Сначала задача ограничивалась созданием газовых струй, пульсирующих с частотами в диапазоне 300 – 500 Гц, предназначенных для эффективного диспергирования их на пузырьки диаметром 1 – 3 х 104 м., чтобы обеспечить максимально возможную поверхность контакта расплав-газ.
Процесс создания в газовых струях заданных параметров (АЧХ) пульсаций является одной из важнейших задач прикладной газовой динамики. В сталеплавильном производстве цель управления струями заключается в формировании струй с определенными амплитудно-частотными характеристиками (АЧХ), задача управления – обеспечение достижения поставленной цели. Средства управления должны удовлетворять требованиям простоты конструкции и ограниченности по затрачиваемой энергии.
Среди имеющихся газодинамических средств управления сверхзвуковыми струями для сталеплавильного производства весьма перспективным является процесс распространения сверхзвуковых струй в ступенчатых каналах /20/, который может иметь неустойчивый (нестационарный) характер в широком диапазоне определяющих параметров. Это проявляет себя в волновой структуре струй и пульсациями давления. Наиболее предпочтительно реализовать данный процесс внутри газового тракта фурмы, исключив наличие каких-либо движущихся частей (элементов).
Физические причины возбуждения сверхзвукового потока при его взаимодействии со стенками тракта относятся к числу дискуссионных проблем современной аэродинамики. Однако имеющиеся к настоящему времени исследования позволили для некоторых типов каналов однозначно определить границы областей существования колебательных и устойчивых режимов, а также установить причины колебаний газовых струй в трубах. На основании имеющихся результатов были разработаны универсальные газодинамические модули, предназначенные для осуществления способов управления струями, возбуждения или стабилизации струй, т.е. в зависимости от требований того или иного металлургического процесса /21/. Установка таких модулей в газовых трактах или выполнение самих трактов в виде модулей позволяет получать струи с требуемыми параметрами.
Генераторы в виде канала с внезапным увеличением площади поперечного сечения, цилиндрического и цилиндрического каналов с блоком сопел, тупикового канала предназначены для возбуждения колебаний волновой структуры при фиксированной геометрии канала и постоянном полном давлении газа на какой-либо частоте. Генератор в виде канала с кольцевой каверной в расходящихся стенках позволяет возбуждать колебания как на одной, так и на нескольких частотах. С помощью генераторов с последовательным расположением поперечного сечения или набора параллельных диафрагмированных каналов можно получить колебания широкого спектрального состава.
Использование каналов с серповидной или щелевой формой поперечного сечения позволяет создать неустойчивую, быстро расширяющуюся струю газа и легко возбудить колебания в кавернах. Данные схемы должны улучшать и гидродинамику ковша при продувке стали аргоном в ковше, если фурму оборудовать керамическим отбойником.
Таким образом, изучение особенностей распространения сверхзвуковых струй позволило создать универсальные газодинамические модули для управления струйными течениями в сталеплавильном производстве.
Модули для управления струйными течениями, возбуждения и стабилизации струй могут быть размещены в пустотах устройств для подачи кислорода и газов в металлургических агрегатах. Сочетание модулей различных комбинаций позволяет существенно расширить спектр режимов истечения струй из фурм, повышает эффективность продувки, что в перспективе должно резко улучшить технико-экономические показатели процесса.
В 80-х – начале 90-х годов на ОАО «Уральская Сталь» были испытаны и реализованы в промышленных масштабах несколько различных вариантов обработки стали в ковше нестационарными потоками инертного (или нейтрального) газа. Хронологически первым из них был опробован так называемый струйно-кавитационный режим продувки металла аргоном.
Похожие работы
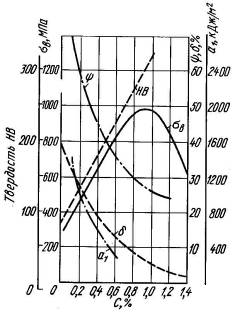

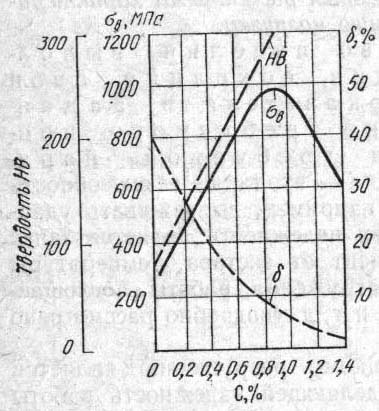
... стали даже при незначительном изменении его содержания. Т.о., углерод является основным элементом, при помощи которого изменяются свойства сплава на основе железа. 2. Влияние углерода на свойства стали С изменением содержания углерода изменяется структура стали. В зависимости от содержания углерода она может иметь следующий вид: < 0,8% C – Ф+П 0,81% C – П (100%) > 0,81% C – П + ...
... Фк = 365 × 24 = 8760 ч Номинальный фонд времени – это количество часов в году в соответствии с режимом работы без учета потерь. Так как термическое отделение высокотемпературного отжига анизотропной электротехнической стали работает непрерывно, то номинальный фонд равен полному календарному, то есть Фн = Фк = 8760 ч. Действительный фонд времени равен тому времени, которое может быть ...
... технический университет Физико -технологический факультет Кафедра физического металловедения Курсовой проект Тема: “ Проект термического отделения для обезуглероживающего и рекристаллизационного отжига изотропной электротехнической стали третьей группы легирования в толщине 0,5 мм в условиях ЛПЦ-5 АО НЛМК. Годовая программа 120000 тонн Выполнила ст. гр. МТ-94-1 Кузнецова Е. В. ...
... высокой поверхностной твердости используют закалку ТВЧ (шестерни, коленчатые валы, поршневые пальцы и т.д.). Для получения высоких механических свойств в деталях сечением более 25–30 мм применяют легированные стали, которые обладают большей прокаливаемостью, более мелким зерном, их критическая скорость закалки меньше, следовательно, меньше закалочные напряжения, выше устойчивость против отпуска. ...
0 комментариев