Влияние водорода на эксплуатационные свойства стали
Определения содержания водорода в металле
Процесс неметаллических включений в стали
Существующая технологическая схема
Материальный баланс плавки стали 17Г1С
Период плавки
Тепловой баланс рабочего пространства
Технология плавки стали марки 17Г1С
Доводка чугуна
Раскисление и легирование стали
Изменение температуры в процессе внепечной обработки металла
Специальная часть
Основы технологии струйно-кавитационного рафинирования
Разработка технологии струйно-кавитационного рафинирования стали в большегрузных ковшах
Интенсификация перемешивания металла и повышение поверхности контакта расплав - газ
Технические средства для обеспечения пульсирующего дутья
Отопление и вентиляция цеха
Охрана окружающей природной среды
Производственный план
Расчет показателей по труду
Расчет плановой калькуляции себестоимости
Навигация
Доводка чугуна
Влияние водорода на свойства стали
128504
знака
27
таблиц
6
изображений
2.2.5 Доводка чугуна
Оптимальным ходом процесса доводки плавки считается такой, когда продувка ванны кислородом ведется без перерывов всеми фурмами и без присадок материалов в печь, при этом температура металла на выпуске должна обеспечивать нормальную его разливку.
В случае необходимости регулирование скорости окисления углерода и скорости нагрева металла осуществляют изменением интенсивности продувки и положения кислородных фурм.
При перегреве металла в печь присаживают агломерат или известняк, рекомендуется вводить их в соотношении 1:1. При этом учитывают, что при присадке 1 тонны агломерата температура металла снижается на 30ºС, известняка – на 20ºС, а подъем температуры металла составляет 10-15ºС при выгорании 0,1% углерода.
При температуре металла 1580ºС и более охлаждение ванны рекомендуется производить только известняком.
По ходу доводки через каждые 15-20 минут отбирают пробы металла для контроля массовой доли углерода, фосфора, серы, марганца, хрома, никеля, меди. Разрешается отбор меньшего количества проб, но не менее 2; при условии обеспечения заданного химического состава готовой стали. При необходимости принимают меры для обеспечения заданной массовой доли фосфора и серы в стали – спуск шлака им наводка нового присадками в ванну сухих извести, известняка, плавикового шпата. Присадка всех материалов в печь должна быть закончена не позднее, чем за 10 минут до выпуска плавки. При передувке металла разрешается во время выпуска плавки присадка сухого прокаленного доломита с порогов печи для снижения активности шлака.
При снижении массовой доли углерода по ходу продувки до 0,3%, объемный расход кислорода на продувку рекомендуется снижать до 3000 – 4000 м3/ч.
Контроль температуры металла производят с помощью установок непрерывного измерения температуры, при их наличии в цехе. Разрешается измерение температуры производить термопреобразователем кратковременного разового погружения не менее трех раз за период.
Температура металла перед выпуском должна быть при непрерывном измерении 1630ºС. При разовом измерении температура должна быть на 10ºС выше.
Продувку металла заканчивают не позднее, чем за 5 минут до выпуска плавки. Окончанием продувки считают подъем фурм над уровнем шлака на 1 – 1,5 м, интенсивность подачи кислорода при этом снижают до 3000 – 4000 м3/ч.
Массовая доля окислов железа в шлаке перед выпуском не регламентируется. Основность конечного шлака должна быть не менее 2,0.
2.2.6 Десульфурация стали с использованием ТШС
Существует целый ряд материалов и способов их введения в ковш, главными из которых являются: обработка расплава жидкими синтетическими шлаками, использование металлического кальция и сплавов на его основе, эжекция мелкодисперсных специальных шлаковых смесей, а также применение кусковых твердых шлакообразующих. Наиболее простым и сравнительно легко организуемым способом в условиях сложившейся технологии в существующих цехах является использование кусковых твердых шлакообразующих смесей (ТШС).
В процессе легирования сталь попадает в марочные пределы по всем элементам, кроме углерода и серы. Необходимо принять меры по десульфурации стали и вводу углерода.
Для десульфурации существует целый ряд материалов и способов их введения в ковш, главными из которых являются: обработка расплава жидкими синтетическими шлаками, использование металлического кальция и сплавов на его основе, эжекция мелкодисперсных специальных шлаковых смесей, а также применение кусковых твердых шлакообразующих.
Наиболее простым и сравнительно легко организуемым способом в условиях сложившейся технологии в существующих цехах является использование кусковых твердых шлакообразующих смесей (ТШС) /12/.
Расчет десульфурации стали с использованием ТШС проводится на 100 кг. стали. Для начала необходимо оценить массу и состав сформировавшегося в ковше шлака.
Масса стали в ковше 250 т.
Далее оцениваются составляющие, вносимые ТШС. Расход ТШС принимается 15 кг/т или 1,5 кг/100 кг. стали; состав – 75% извести; 25% плавикового шпата.
Следовательно, ТШС внесет извести: 1,5 · 0,75 = 1,125 кг.
Состав извести принимается следующий, масс. доли %: СаО – 85; MgO – 8; SiO2 – 2; п.п.п – 5.
Следовательно, известь внесет в шлак, кг:
- СаО………………………. 1,125 · 0,85 = 095;
- MgO ……………………... 1,125 · 0,08 = 0,09;
- SiO2 ……………………… 1,125 · 0,02 = 0,022.
Далее оцениваются составляющие, вносимые печным шлаком. Принимается, что в ковш попадает печной шлак в количестве 6 кг/т стали или 0,6 кг/100 кг. металла.
Состав печного шлака в печи на выпуске, массов. доли, %.
СаО – 47,9; SiO2 – 18,57; FeO – 12,9; MnO – 1,7; MgO – 8,5; P2O5 – 0,88; Al2O3 – 2,44.
Следовательно, печной шлак внесет, масс. доли, кг.
CaO – 0,28; SiO2 – 0,11; FeO – 0,07; MnO – 0,02; MgO – 0,05; P2O5 – 0,005; Al2O3 – 0,01.
Количество и состав шлака представлены в таблице 14.
Таблица 14 – Количество и состав шлака, кг.
| Источники шлака | CaO | SiO2 | FeO | MnO | MgO | Al2O3 | СаF2 | Итого |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Продукты раскисления | 0,680 | |||||||
| ТШС | 0,95 | 0,022 | 0,09 | 0,375 | ||||
| Печной шлак | 0,28 | 0,110 | 0,07 | 0,02 | 0,05 | 0,005 | 0,010 | |
| Всего внесено в ковш | 1,23 | 0,132 | 0,07 | 0,02 | 0,14 | 0,685 | 0,385 | 2,66 |
| Состав шлака в ковше, масс. доли, % | 46,20 | 4,960 | 2,63 | 0,75 | 5,26 | 25,75 | 14,470 | 100,00 |
Коэффициент распределения серы определяется по уравнению (17):
 , (17)
, (17)
где а0 – активность кислорода в стали можно определить из следующего уравнения
lgfs = 0,11 · 0,04 + 0,063 · 0,36 + 0,29 · 0,014 – 0,026 · 0,58 – 0,028 · 0,032 = 0,055
![]() (18)
(18)
где аAl – активность алюминия в стали
аAl2O3 – активность глинозема в образующейся шлаковой фазе
КAl · aAl2O3 = K’Al (19)
Константа K’Al приближенно определена и равна:
- для шамотной футеровки K’Al = 10-12;
- для высокоглиноземистой футеровки K’Al = 10-13
Допуская, что аAl ≈ [Al] = 0,025, получим выражение для определения аО
 (20)
(20)
Принимая футеровку ковша высокоглиноземистую (К’Al = 10-13)
![]()
Ls = 57
Содержание серы в ковше определяется по уравнению:
![]() (21)
(21)
где λ – кратность шлака, λ = 0,029
![]()
Степень десульфурации определяется по уравнению:
 (22)
(22)
![]()
Похожие работы
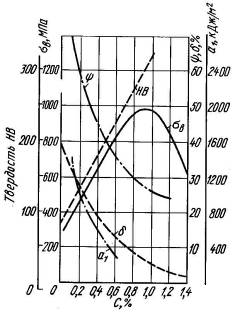

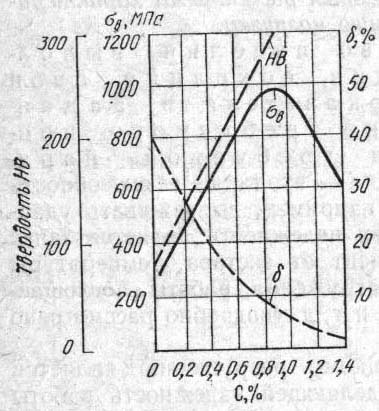
... стали даже при незначительном изменении его содержания. Т.о., углерод является основным элементом, при помощи которого изменяются свойства сплава на основе железа. 2. Влияние углерода на свойства стали С изменением содержания углерода изменяется структура стали. В зависимости от содержания углерода она может иметь следующий вид: < 0,8% C – Ф+П 0,81% C – П (100%) > 0,81% C – П + ...
... Фк = 365 × 24 = 8760 ч Номинальный фонд времени – это количество часов в году в соответствии с режимом работы без учета потерь. Так как термическое отделение высокотемпературного отжига анизотропной электротехнической стали работает непрерывно, то номинальный фонд равен полному календарному, то есть Фн = Фк = 8760 ч. Действительный фонд времени равен тому времени, которое может быть ...
... технический университет Физико -технологический факультет Кафедра физического металловедения Курсовой проект Тема: “ Проект термического отделения для обезуглероживающего и рекристаллизационного отжига изотропной электротехнической стали третьей группы легирования в толщине 0,5 мм в условиях ЛПЦ-5 АО НЛМК. Годовая программа 120000 тонн Выполнила ст. гр. МТ-94-1 Кузнецова Е. В. ...
... высокой поверхностной твердости используют закалку ТВЧ (шестерни, коленчатые валы, поршневые пальцы и т.д.). Для получения высоких механических свойств в деталях сечением более 25–30 мм применяют легированные стали, которые обладают большей прокаливаемостью, более мелким зерном, их критическая скорость закалки меньше, следовательно, меньше закалочные напряжения, выше устойчивость против отпуска. ...
0 комментариев