Влияние водорода на эксплуатационные свойства стали
Определения содержания водорода в металле
Процесс неметаллических включений в стали
Существующая технологическая схема
Материальный баланс плавки стали 17Г1С
Период плавки
Тепловой баланс рабочего пространства
Технология плавки стали марки 17Г1С
Доводка чугуна
Раскисление и легирование стали
Изменение температуры в процессе внепечной обработки металла
Специальная часть
Основы технологии струйно-кавитационного рафинирования
Разработка технологии струйно-кавитационного рафинирования стали в большегрузных ковшах
Интенсификация перемешивания металла и повышение поверхности контакта расплав - газ
Технические средства для обеспечения пульсирующего дутья
Отопление и вентиляция цеха
Охрана окружающей природной среды
Производственный план
Расчет показателей по труду
Расчет плановой калькуляции себестоимости
Навигация
Основы технологии струйно-кавитационного рафинирования
Влияние водорода на свойства стали
128504
знака
27
таблиц
6
изображений
3.1.1 Основы технологии струйно-кавитационного рафинирования
Для увеличения суммарной межфазной поверхности газ-металл было предложено использовать эффект газовой кавитации /22/. Разработка кавитационных режимов продувки проводилась применительно к промесу внепечного рафинирования стали в 250-тонном сталеразливочном ковше.
Из гидродинамики известно явление газовой кавитации жидкости, заключающееся в образованной в ней разрывов сплошности при создании зон пониженного давления /23/. До последнего времени это явление было связано с рядом отрицательных последствий (кавитационной эрозией, вибрацией и т.д.).
Явление кавитации, безусловно, весьма эффективно в плане создания дополнительной межфазной границы раздела газ – металл и интенсификации рафинировочных процессов, протекающих при продувке металла нейтральным газом. В процессе исследований /24/ была показана возможность возбуждения кавитации при взаимодействии скоростной газовой с расплавом. Следовательно, возможна реализация ресурсов жидкого металла как «аккумулятора» газовой фазы. Для возбуждения в расплаве газовой кавитации продувка осуществлялась плоскими высокоскоростными струями нейтрального газа.
Известно /25/, что у среза сопла, заглубленного в металл, образуется неустойчивая газовая полость-камера, параметры которой (форма, геометрические размеры, частота схлопывания) зависят от сопла, его размеров и скорости истечения газов.
Согласно теории струйных течений /26/ распад каверны на пузырьки, ее замыкание, происходит из-за возникающих на поверхности раздела газ – жидкость волновых возмущений. При относительно малых скоростях истечения формируется пузырь характерной формы до тех пор, пока выталкивающая сила не приводит к перемыканию шейки у среза сопла. Образуемая газовая полость всплывает, и рассмотренная картина представляет собой элементарный акт пузырькового истечения газа в жидкость, при этом практически отсутствует взаимодействие газового потока с жидкостью вдоль поверхности каверны из-за близких к нулю скоростей газа у границ раздела.
По мере увеличения скорости истечения газа (уменьшение размеров сопла при фиксированном расходе) на поверхности каверны образуется ряд капиллярно-гравитационных волн, рост амплитуды которых приводит к дроблению струи в хвостовой каверне /46, 85/. В этом случае уже наблюдается взаимодействие газового потока с жидкостью у стенок каверны и происходит разгон металла.
Взаимодействие газового потока с возмущенной поверхностью раздела может привести к возникновению нестационарных режимов волнового течения, сопровождающихся ростом амплитуды. Дальнейшее увеличение скорости газа приводит к возбуждению капиллярных волн, амплитуда которых растет. При этом определяющим является следующее явление.
Во впадинах волн за счет действия капиллярных сил, определяемых их кривизной, возникают растягивающие напряжения, величина которых может быть значительной и достаточной для возбуждения кавитационного зародыша. Следовательно, в расплаве возникают растягивающие напряжения. В момент времени, соответствующий достижению гребнем и впадиной волны условий максимального отклонения, вызванные скорости течения равны нулю. Следовательно, в этот момент в уравнении давления отсутствуют члены, содержащие динамическую часть давления и остаются только члены, учитывающие вклад капиллярных эффектов вида
∆р = дз0К2ехр(Ку) (34)
где у – вертикальная координата.
Величина растягивающих напряжений во впадине согласно /35,46/ будет порядка:
∆р = 4Р2д/л (35)
т.е. при д ~ 1 н/м и л ~ 10-5 м дает значения ∆р порядка десятков кг/см2, что превышает порог кавитации ряда реальных жидкостей. Следовательно, возникающие растягивающие напряжения, безусловно, достаточны для возбуждения газовой кавитанции в жидкостях со значимыми парциальными давлениями растворенного газа, т.е. в жидкой стали. Основываясь на механизме возбуждения кавитационных зародышей у поверхности короткой капиллярной волны, была осуществлена оценка интенсивности зарождения газовой фазы. Поскольку согласно выдвинутому механизму /26/ возникновение газовой кавитации является следствием роста амплитуды волны и создания в металле зон растягивающих напряжений, то по существующим в гидродинамике представлениям, рост амплитуды капиллярной волны продолжается до тех пор, пока ее форма не становится самопресекающейся и не происходит «схлопывание» волны с захватом газового пузырька. При этом важным является то обстоятельство, что рост амплитуды волны продолжается до достижения значений растягивающих напряжений, достаточных для активации (роста) кавитационного зародыша. После активации рост пузырька продолжается до разрушения волнового фронта и выноса пузырька из зоны обработки.
Таким образом, за счет варьирования параметров дутьевого режима можно реализовывать условия кавитационного зарождения и использовать этот эффект для увеличения площади межфазной поверхности газ-металл. Использование кавитационного воздействия газовых струй дает возможность получить большую концентрацию мелких газовых (кавитационных) зародышей. Что и требуется для эффективного рафинирования металла.
Следовательно, главная задача струйно-кавитационной продувки состоит в том, чтобы инициировать в ванне расплавленного металла колебания, приводящие к разрыву сплошности жидкости, то есть образованию кавитационных полостей. Этим определяются требования дутьевых устройств и режиму дутья: они должны обеспечить высокую эффективность процессов дегазации стали.
Похожие работы
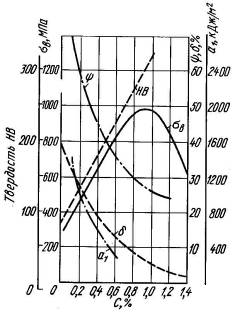

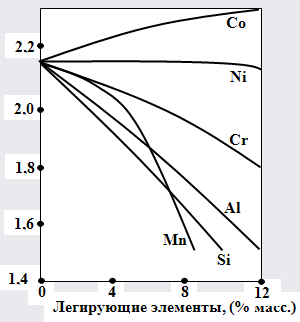
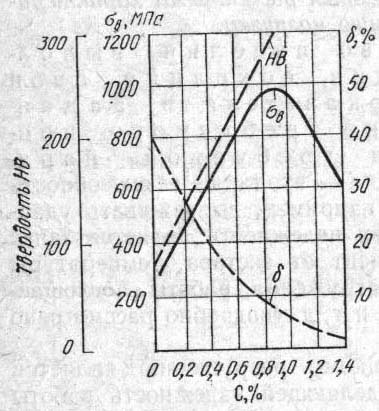
... стали даже при незначительном изменении его содержания. Т.о., углерод является основным элементом, при помощи которого изменяются свойства сплава на основе железа. 2. Влияние углерода на свойства стали С изменением содержания углерода изменяется структура стали. В зависимости от содержания углерода она может иметь следующий вид: < 0,8% C – Ф+П 0,81% C – П (100%) > 0,81% C – П + ...
... Фк = 365 × 24 = 8760 ч Номинальный фонд времени – это количество часов в году в соответствии с режимом работы без учета потерь. Так как термическое отделение высокотемпературного отжига анизотропной электротехнической стали работает непрерывно, то номинальный фонд равен полному календарному, то есть Фн = Фк = 8760 ч. Действительный фонд времени равен тому времени, которое может быть ...
... технический университет Физико -технологический факультет Кафедра физического металловедения Курсовой проект Тема: “ Проект термического отделения для обезуглероживающего и рекристаллизационного отжига изотропной электротехнической стали третьей группы легирования в толщине 0,5 мм в условиях ЛПЦ-5 АО НЛМК. Годовая программа 120000 тонн Выполнила ст. гр. МТ-94-1 Кузнецова Е. В. ...
... высокой поверхностной твердости используют закалку ТВЧ (шестерни, коленчатые валы, поршневые пальцы и т.д.). Для получения высоких механических свойств в деталях сечением более 25–30 мм применяют легированные стали, которые обладают большей прокаливаемостью, более мелким зерном, их критическая скорость закалки меньше, следовательно, меньше закалочные напряжения, выше устойчивость против отпуска. ...
0 комментариев