Требования к сырью и материалам [1]
Рецептура
Технологический процесс
Машинно-аппаратурная схема производства вареных колбас
Фаршемешалки
Описание разработанного проекта
Бизнес – план реализации проекта
Производственный план
Финансовый план
Технологический расчет фаршемешалки [11]
Кинематический расчет привода мешалки []
Расчет зубчатого зацепления [15]
Расчеты, подтверждающие работоспособность
Проведение монтажных работ
Особенности наладки технологической линии
Техническое обслуживание и ремонт оборудования
Физические опасные и вредные производственные факторы
Химические опасные и вредные производственные факторы
Биологические и психофизические опасные и вредный производственные факторы
Расчет количества теплоты, влаги и диоксида углерода
Расчёт капиталовложений
Расчет дополнительных текущих расходов
Расчет годового экономического эффекта и показателя рентабельности и капиталовложений
Навигация
Расчет зубчатого зацепления [15]
Модернизация технологической линии производства вареных колбас на ОАО "Борисоглебский мясокомбинат"
113990
знаков
21
таблица
12
изображений
4.2.2 Расчет зубчатого зацепления [15]
Исходные данные:
- ведущая шестерня: число зубьев z1 = 85, модуль 4, диаметр делительной окружности d¶1 = 340 мм, ширина зубчатого венца В = 20 мм, частота вращения n1 = 48 мин-1, угловая скорость w = p×n/30 = 5,02 рад/с;
- ведомая шестерня: число зубьев z2 = 53; модуль 4, диаметр делительной окружности d¶2 = 212 мм, ширина зубчатого венца В = 25 мм, частота вращения n1 = 77 мин-1, угловая скорость w = 8,06 рад/с.
материал шестерни – сталь 40Х улучшенная ГОСТ 4543-71, твердость НВ = 245.
Передаточное отношение
u = z2/z1, (4.48)
u = 53/85 = 0,623.
Расчет зубчатого зацепления ведется на выносливость по контактным напряжениям на изгиб.
Напряжение контакта для прямозубых передач
 , (4.49)
, (4.49)
где aw = 276 – межосевое расстояние, мм;
Т2 – передаваемый крутящий момент на валу ведущей шестерни (ведомой звездочки), Н×мм;
Т2 = Т1×u, (4.50)
Т2 = 510×103×1,167 = 595×103 Н×мм;
Кн – коэффициент, учитывающий динамическую нагрузку и неравномерность распределения нагрузки между зубьями и по ширине венца;
Кн = Кнa×Кнb×КнJ, (4.51)
гдеКнa - коэффициент, учитывающий неравномерность распределения нагрузки между зубьями, для прямозубых колес Кнa = 1;
Кнb - коэффициент, учитывающий неравномерность распределения нагрузки по ширине венца, при консольном расположении зубчатых колес, для
НВ £ 350 Кнb = 1,2-1,35. Выбираем Кнb = 1,3;
КнJ - коэффициент, зависящий от окружной скорости колес и степени точности их изготовления. Для прямозубых колес при J = 5 м/с и девятой степени точности КнJ = 1,05-1,10. Выбираем КнJ = 1,05.
Кн = 1×1,3×1,05 = 1,365.
 .
.
Допускаемое контактное напряжение
 , (4.52)
, (4.52)
гдеsНlimb – предел контактной выносливости при базовом числе циклов; для стали 40 Х нормализованной при НВ < 350 sНlimb = 2НВ + 70 = 2×245 + 70 = 560 МПа;
КНL – коэффициент долговечности, при числе циклов нагружения каждого зуба колеса больше базового, принимают КHL = 1;
[SH] – коэффициент безопасности
Для нормализованной и улучшенной стали [SH] = 1,1-1,2.
![]() .
.
4.3 Расчёт шнекового питателя волчка
Определяем шаг шнека
H = 0,7×D, (4.53)
где D = 0,156 диаметр шнека, м
H = 0,7×0,156 = 0,1 м.
Предельный диаметр шнека
Dпр = (Н/p)f , (4.54)
где f = 0,9 – коэффициент трения
Dпр = (![]() )×0,9 = 0,28 м.
)×0,9 = 0,28 м.
Принимаем диаметр вала шнека d = 0,08 м
Угол подъёма винтовой линии на внешней стороне шнека
a D= arctg ![]() (4.55)
(4.55)
a D= arctg ![]() = 56,9 град.
= 56,9 град.
Угол подъёма винтовой линии на внутренней стороне шнека
a d= arctg ![]() (4.56)
(4.56)
a d= arctg ![]() =38,1 град.
=38,1 град.
Среднее значение угла подъёма винтовой линии витка шнека
a ср= 0,5(a D+ a d). (4.57)
a ср= 0,5(56,9 + 38,1) = 47,5 град.
Снижение перемещения частиц продукта в осевом направлении можно учесть коэффициентом отставания, который определяется по формуле
К0 = 1 - (cos2a ср - 0,5×f×sin2aср). (4.58)
К0 = 1 - (cos2 47,5 - 0,5×0,9×sin2×47,5) = 0,992.
Изгибающий момент в витке шнека по внутреннему контуру определим по выражению
 , (4.59)
, (4.59)
где Рmax = 800×103 - максимальное давление, развиваемое шнековым нагнетателем, Па;
D = 0,156 – внешний диаметр шнека, м;
а = 2 - отношение шнека и вала
 Н×м.
Н×м.
Толщина витка шнека
 , (4.60)
, (4.60)
где [d] = 125×106 - допускаемое напряжение при изгибе, Па
 м.
м.
Площадь внутренней поверхности корпуса устройства на длине одного шага
Fb = pD(H - d). (4.61)
Fb = 3,14×0,156(0,1 - 0,0054) = 0,0465 м2.
Площадь одной стороны поверхности витка шнека на длине одного шага
![]() (4.62)
(4.62)
где L - развертка винтовой линии, соответствующая диаметру шнека, м;
![]() , (4.63)
, (4.63)
![]() м,
м,
l - развертка винтовой линии , соответствующая диаметру вала, м
![]() , (4.64)
, (4.64)
![]() м.
м.
![]() .
.
Условие Fm < Fb выполняется.
Крутящий момент при двух рабочих витка шнека определим по формуле
Мкр= 0,131nPmax(D3-d3) tgaop , (4.65)
где n = 2 - число рабочих витков шнека
Мкр= 0,131×2×800×103(0,1563 - 0,083) tg47,5 = 5499 Н×м.
Осевое усилие
S = 0,392×n×(D2 - d2)Pmax. (4.66)
S = 0,392×2(0,1562 – 0,082)×800×10 3 = 11038,72 H.
Нормальное напряжение вала шнека определяется по формуле
dсm = S/F, (4.67)
где F- площадь поперечного сечения вала шнека, м2
 , (4.68)
, (4.68)
 м2;
м2;
dсm = 11038,72/5×10-3= 2,2×106 Па.
Касательное напряжение вала определим по формуле
t = Мкр/Wp, (4.69)
где Wp- полярный момент сопротивления поперечного сечения вала шнека, м3
Wp » 0,1×d3. (4.70)
Wp» 0,1×0,083 = 5×10-5 м3.
t = 5499/(5×10-5 ) = 1×108 Па.
Эквивалентное напряжение определим по формуле
![]() . (4.71)
. (4.71)
![]() Па.
Па.
Примем, что вал шнека изготовлен из стали 12Х18Н10Т, для которой допускаемое напряжение при изгибе [d] = 180×106 Па.
Условие dэкв £ [ d ] выполняется.
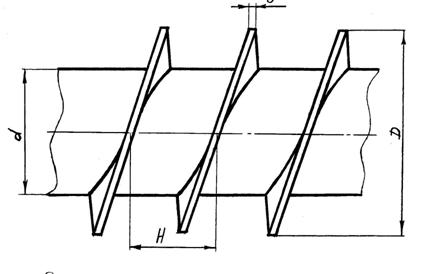
Рисунок 4.2 – Шнек
Мощность, затрачиваемая на привод шнекового нагнетателя
![]() ( 4.72)
( 4.72)
где w= 15,7 – угловая частота вращения шнека, рад/с;
h = 0,65 - механический КПД привода
 = 7 кВт.
= 7 кВт.
Производительность нагнетателя
П = 0,125(D2 - d2)×(H - d)×(1 - K0)×r×j×w, (4.73)
где r = 1100 - плотность мяса, кг/м3[6];
j = 1,0 - коэффициент подачи;
П = 0,125(0,1562 - 0,082)(0,1 - 0,005)(1 - 0,992)×1100×1,0×15,7 = 0,347 кг/с.
Ширина винтовой поверхности
b = 0,5×(D - d) (4.74)
b = 0,5(0,156 – 0,08) = 0,03 м.
Угол выреза
L0 = 2p - (L - l)/b; (4.75)
L0 = 2×3,14 - (0,49 - 0,27)/0,038 = 6,1 рад
Диаметр наружного кольца
D0 = 2×L/(2p - L0), (4.76)
D0 = 2×0,49/(2×3,14 – 6,1) = 5,4 м.
Диаметр внутреннего кольца
L0 = 2×l/(2p - L0) (4.77)
L0 = 2×0,27/2×3,14 – 6,1 = 3 м.
0 комментариев