Анализ детали на технологичность
< 14,2 < 20 Условие выполняется
Выбор метода получения заготовки, технико-экономическое обоснование
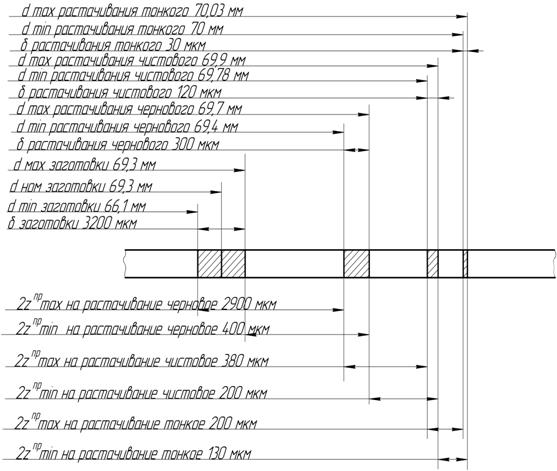
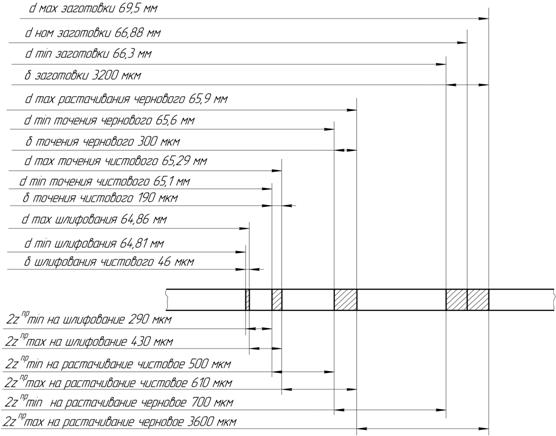
Расчёт припусков
Расчёт режимов резания для операции
Расчёт норм времени
Технико-экономическое сравнение двух вариантов технологического процесса
Разработка управляющей программы для станка с ЧПУ
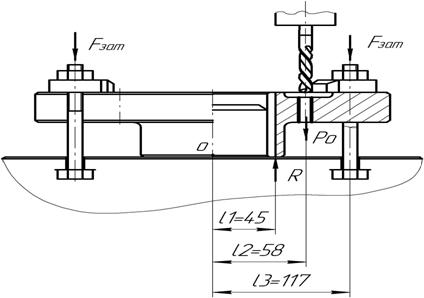
Расчёт на точность
Организация перемещения оборудования, заготовок и деталей, уборка стружки
Требования к помещению участка
Охрана окружающей среды
Экономический раздел
Расчет затрат на основные материалы
Расчет расходов, связанных с содержанием и эксплуатацией оборудования
Расчет цеховых расходов
Рентабельность инвестиций
Навигация
Организация перемещения оборудования, заготовок и деталей, уборка стружки
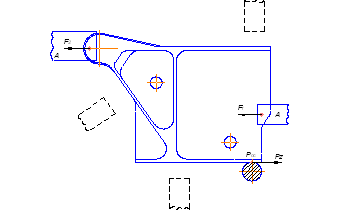
Разработка технологической схемы механической обработки детали "Обойма"
115122
знака
31
таблица
0
изображений
4.2 Организация перемещения оборудования, заготовок и деталей, уборка стружки
В цеху установлены токарные, сверлильные, фрезерные станки, станки полуавтоматы, а так же станки с числовым программным управлением. Станки с числовым программным управлением способны продолжительно, без переналадки, автоматически выполнять запрограммированные операции. Заготовку небольшой массы устанавливают в ручную, без использования средств автоматизации, для установки тяжёлых деталей используют подъёмные средства, такие как поворотные краны, кран-балки. Для складирования заготовок и готовых деталей, а так же приспособлений используются промежуточные склады на территории цеха.
Заготовки в начальной стадии поступают на склады, далее по мере необходимости поступают на промежуточные склады технологических линий. В качестве тары используют металлические ящики. Погрузка и разгрузка тары осуществляется с помощью погрузчиков, мостовых кранов кран-балок, грузоподъёмное оборудование устанавливается на станках, где происходит обработка тяжёлых заготовок. Транспортировка осуществляется электрокарами, рельсовыми тележками с электроприводом.
Подача смазывающе-охлаждающей жидкости в зону резания производится от централизованных систем.
Значительные помехи нормальной работе создаёт стружка. Для удаления стружки предусмотрен ряд устройств и транспортных систем.
Для определения метода удаления стружки определяем количество стружки образующийся в час:
q=(Qз-Qд)·N·Кз/Фдо (73)
q=(1,8-1)·4500·0,85/2064 = 1,48 кг/ч
Руководствуясь таблицами был выбран линейный конвейер скребкового типа
Система уборки стружки М - механизированная с использованием ручного труда, средств малой механизации и колёсного транспорта доставляющего стружку в контейнерах в отделения переработки.
4.3 Разработка плана участка и организация рабочих мест
Графическим документом, определяющим размещение основного и вспомогательного оборудования на участке, является технологическая планировка, которая представляет собой выполнений в масштабе 1:100 план расположения оборудования производственно-транспортной системы, мест складирования мерных заготовок и деталей, помещений, проездов.
При проектировании участка механической обработки следует обеспечить кратчайшие пути технологических потоков от получения заготовки до готовой детали. При разработке участка должна обеспечиваться увязка планировки с технологическим процессом обработки деталей и установления минимально допустимых расстоянии между станками, а так же между станками и элементами здания, в соответствии с утверждёнными нормами технологического проектирования.
Планировка участка выполняется с точными габаритами оборудования с показом движущихся и выступающих частей станков, открывающихся дверок и так далее.
На планировке участка изображается всё оборудование и устройства, относящиеся к участку, а именно: место рабочего у станка во время работы; производственная тара, контрольный стол, место мастера; испытательный стенд, кран подвесной; стружко-уборочные конвейеры; расстояния между станками; расстояния от станков до колонн; шаг колонн, ширина пролётов; ширина и длинна участка.
В строительной части по планировке участка изображаются колонны с осями.
На планировке указываются условные обозначения точек подвода (отвода) энергии всех видов, смазывающей жидкости.
5. Охрана труда и окружающей среды
5.1 Вредные и опасные производственные факторы технологических процессов
К опасным и вредным производственным факторам технологического процесса относят:
- повышенная запыленность или загазованность воздуха рабочей зоны;
- повышенное напряжение в электрической цепи, замыкание которой может произойти через тело человека;
- передвигающиеся детали, заготовки;
- токсическое воздействие на организм человека смазочно-охлаждающей жидкости;
- недостаточная освещенность рабочей зоны;
- движущиеся и вращающиеся части технологического оборудования и грузоподъемных механизмов;
- острые кромки на поверхности заготовок, инструмента.
5.2 Производственная санитария участка
Освещение участка совмещенное, так как включает в себя естественное освещение, и искусственное освещение. Естественное освещение – свет, проникающий через проемы в стене. Искусственное освещение является комбинированным - состоит из общего и местного освещения. Общее освещение обеспечивается искусственными источниками света, расположенными по всему участку. Потребность в общем искусственном освещении возникает в результате недостаточной освещённости в раннее и позднее время рабочего дня, особенно в зимний период года, и обусловлено необходимостью безопасного передвижения по участку. Местное искусственное освещение необходимо для безопасной работы, и устанавливается на самом рабочем месте, реализуя тем самым достаточную освещенность рабочей зоны.
Таблица 24 – Нормируемые показатели освещения общепромышленных помещений и сооружений
| Оборудование | Рабочая поверхность | Разряд зрительных работ | Освещенность при комбинированном освещении | |
| всего | от общего | |||
| Фрезерное | Г – зона обработки | II в | 2000 | 200 |
| Шлифованное | I г | 1500 | 200 | |
| Сверлильное | II г | 1000 | 200 | |
| Токарное | II г | 1000 | 200 | |
Микроклимат на участке регулируется системами вентиляции и отопления. При этом обеспечиваются следующие величины показателей микроклимата:
- в теплый период года, температура воздуха 23 + 2 С, влажность около 30-40%, скорость движения воздуха 0,4-0,5 м/с;
- в холодный период года, температура воздуха 17 + 2 С, скорость воздуха 0,2-0,3 м/с, влажность около 45 %;
Источником шума и вибрации на участке являются вентиляторы, дроссели, преобразователи напряжения, транспортное и технологическое оборудование.
Меры защиты от шума на участке отсутствуют, так как шум и вибрация не превышают предельно-допустимый уровень для работы требующей сосредоточенности и постоянного наблюдения за технологическим процессом.
Система вентиляции применяется как естественная, воздухообмен осуществляется за счет плотности воздуха внутри помещения и снаружи, так и механическая, воздухообмен осуществляется при помощи вентиляторов.
Применяется система парового отопления, отопительный сезон осуществляется в холодный период года.
Похожие работы
... 0,3 0,035 0,035 2 Анализ технологичности конструкции детали Анализ технологичности является одним из важных этапов в разработке технологического процесса, от которого зависят его основные технико-экономические показатели: металлоемкость, трудоемкость, себестоимость. Деталь – колесо – изготовлено из легированной стали 40Х и проходит термическую обработку , что имеет значение в отношении ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
... и международным правилам, совершенствование техники, технологии и информационных систем, внедрение высокопроизводительных многоцелевых станков с ЧПУ и прогрессивной технологической оснастки. Современная технологическая оснастка в виде станочных приспособлений для станков с ЧПУ значительно повышает производительность труда за счет уменьшения вспомогательного времени на установку и закрепления ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
0 комментариев