Анализ детали на технологичность
< 14,2 < 20 Условие выполняется
Выбор метода получения заготовки, технико-экономическое обоснование
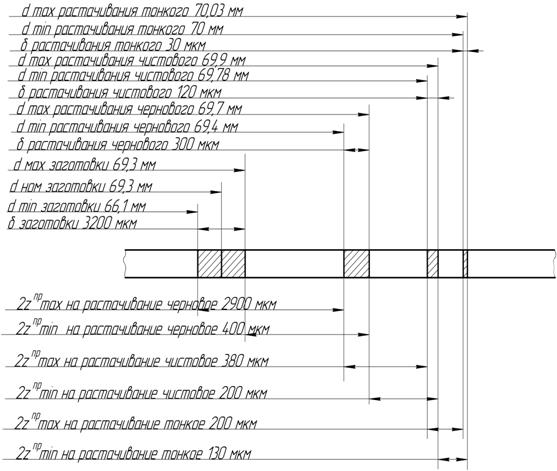
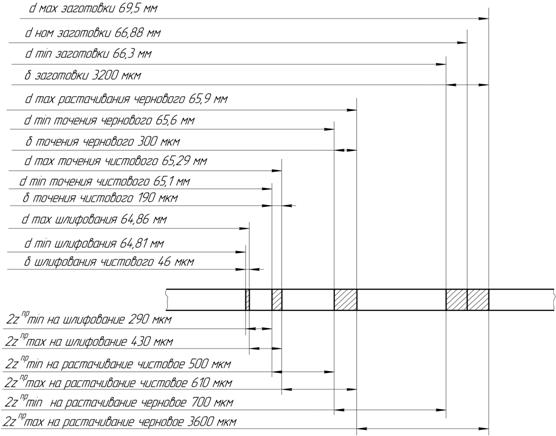
Расчёт припусков
Расчёт режимов резания для операции
Расчёт норм времени
Технико-экономическое сравнение двух вариантов технологического процесса
Разработка управляющей программы для станка с ЧПУ
Расчёт на точность
Организация перемещения оборудования, заготовок и деталей, уборка стружки
Требования к помещению участка
Охрана окружающей среды
Экономический раздел
Расчет затрат на основные материалы
Расчет расходов, связанных с содержанием и эксплуатацией оборудования
Расчет цеховых расходов
Рентабельность инвестиций
Навигация
Экономический раздел
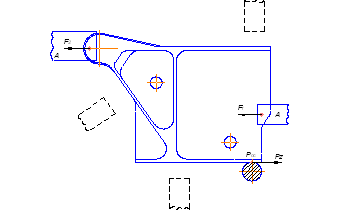
Разработка технологической схемы механической обработки детали "Обойма"
115122
знака
31
таблица
0
изображений
7. Экономический раздел
7.1 Определение потребного количества оборудования и коэффициента его загрузки
Оптимальный размер партии деталей:
nопт = Nг ·t/Ф (70)
где, t – необходимый запас деталей в днях
Ф – число рабочих дней в году
Nг - годовая программа выпуска
nопт = 4500 · 11/258 = 191
Годовой эффективный фонд времени работы оборудования:
Fэф = (ДК-ДВ-ДПР) ·Тсм - Тскр) · S · (1 - α/100) (71)
где, ДК – количество календарных дней в году
ДВ – количество выходных дней в году
ДПР – количество праздничных дней в году
Тсм – продолжительность смены в часах
Тскр – сокращения продолжительности смены в предпраздничные дни,
S – количество смен работы оборудования в течении суток
α – потери времени на ремонт и регламентированные перерывы.
Fэф = ((366-100-4)·8 - 4)·2· (1- 3/100) = 3996 ч.
Таблица 25 – сводная ведомость оборудования
| Наименование оборудования | Модель | Кол. стан, шт | Суммарная мощность, кВт | На один станок, руб | Полная стои- мость, руб | Стои- мость всех станков, руб |
| ||||
| Габаритные размеры | На один станок | Всех стан -ков | Цена | Монтаж 15% от цены |
| ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| ||
| Токарно- винторезный станок | 1П365 2,525х1,875 | 1 | 10 | 10 | 2734982 | 410247 | 3145229 | 3145229 |
| ||
| Токарный станок с ЧПУ | 16К20Ф3С5 3,36х1,710 | 2 | 10 | 20 | 8966174 | 1344926 | 10311100 | 20622200 |
| ||
| Фрезерный с ЧПУ | 6Р13РФ3 2,8х2,7 | 1 | 7 | 7 | 5039983 | 788997 | 5795980 | 5795980 |
| ||
| Радиально сверлильный станок | 2М55 2,3х1,46 | 3 | 7,5 | 22,5 | 2589554 | 388433 | 2977987 | 2977987 | ||
| Внутри- шлифовальный станок | Sip 500 2,81х1,64 | 1 | 5,5 | 5,5 | 9226506 | 1384276 | 10610782 | 10610782 | ||
| Кругло- шлифовальный станок | 3М132 5,62х2,85 | 2 | 4 | 8 | 5963585 | 894538 | 6858123 | 13716246 | ||
| Координатно- шлифовальный станок | 3289 5,7х3,4 | 1 | 7,5 | 7,5 | 6258349 | 938752 | 7197101 | 7197101 | ||
| Плоско- шлифовальный станок | С-29 4,56х2,31 | 1 | 11 | 22 | 7824209 | 1173631 | 8997840 | 8997840 | ||
| ∑ = 85876101 | ||||||||||
7. 2. Расчет площади участка стоимости зданий
Производственная площадь занята основными рабочими местами, проходами, проездами и т. д. она определяется по формуле:
Pпр = ∑Pо + Рп ·Спр (73)
где, Pо – удельная площадь на единицу оборудования
Рп – удельная площадь на проходы, проезды и т. п., на единицу оборудования
Спр – количество рабочих мест
Рп = 6 м²
Ро = b · l (74)
где, b – ширина станка
l – длина станка
Po1 = 2,525 ·1,875 = 4,73 м²
Po2 = 2·(3,36 ·1,71) = 11,5 м²
Po3 = 2,8 ·2,7 = 7,56 м²
Po4 = 3·(2,3 ·1,46) = 10,074 м²
Po5 = 2,8 ·1,64 = 4,59 м²
Po6 = 2·(5,62 ·2,85) = 32,04 м²
Po7 = 5,7 ·3,4 = 19,38 м²
Po8 = 4,56 ·2,31 = 10,53 м²
∑Poi = 4,73+11,5+7,56+10,074+4,59+32,04+19,38+10,53 = 172,4 м²
Рпр = 172,4 + 6 · 12 = 172,4 м²
Для определения стоимости здания участка необходимо найти объем здания:
Vзд = Рпр · h (75)
где, h – высота здания
h = 6 м
Vзд = 172,4 · 6 = 1034,45 м³
Стоимость здания определяется по формуле:
Сзд = Vзд · Цзд (76)
где, Изд – стоимость 1м² здания
Цзд = 286950 руб
Ссд = 1034,45 · 286950 = 296834165 руб
Похожие работы
... 0,3 0,035 0,035 2 Анализ технологичности конструкции детали Анализ технологичности является одним из важных этапов в разработке технологического процесса, от которого зависят его основные технико-экономические показатели: металлоемкость, трудоемкость, себестоимость. Деталь – колесо – изготовлено из легированной стали 40Х и проходит термическую обработку , что имеет значение в отношении ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
... и международным правилам, совершенствование техники, технологии и информационных систем, внедрение высокопроизводительных многоцелевых станков с ЧПУ и прогрессивной технологической оснастки. Современная технологическая оснастка в виде станочных приспособлений для станков с ЧПУ значительно повышает производительность труда за счет уменьшения вспомогательного времени на установку и закрепления ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
0 комментариев