Анализ детали на технологичность
< 14,2 < 20 Условие выполняется
Выбор метода получения заготовки, технико-экономическое обоснование
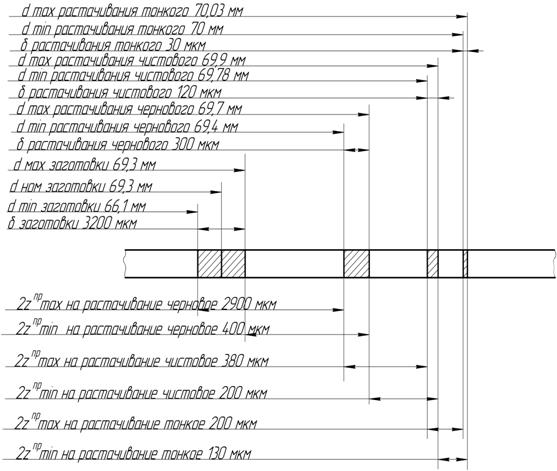
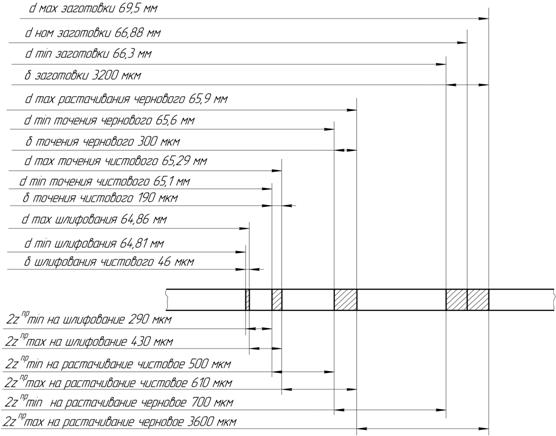
Расчёт припусков
Расчёт режимов резания для операции
Расчёт норм времени
Технико-экономическое сравнение двух вариантов технологического процесса
Разработка управляющей программы для станка с ЧПУ
Расчёт на точность
Организация перемещения оборудования, заготовок и деталей, уборка стружки
Требования к помещению участка
Охрана окружающей среды
Экономический раздел
Расчет затрат на основные материалы
Расчет расходов, связанных с содержанием и эксплуатацией оборудования
Расчет цеховых расходов
Рентабельность инвестиций
Навигация
Расчёт режимов резания для операции
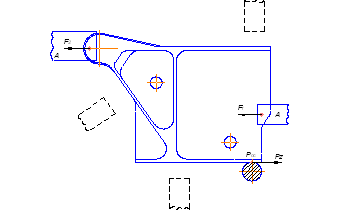
Разработка технологической схемы механической обработки детали "Обойма"
115122
знака
31
таблица
0
изображений
2.4.2.2 Расчёт режимов резания для операции
095 Круглошлифовальная.
Расчёт режимов резания для шлифовальной операции. Расчёт ведём по методике [49 с. 263-293]
Круглошлифовальная операция.
Шлифовать Ø70js6 до Ø70js5.
Марка круга: ПП 600х80х35 23А40НС16К1 ГОСТ2424-83;
Определяем рекомендуемые значения частоты вращения изделия:
nизд = 110 мин-1 ;
Определяем рекомендуемые значения поперечной подачи:
Sпоп = 0,5 мм/мин;
Sпоп.р = Sпоп ∙К1∙К2∙К3∙К4 (46)
где, К1=0,66; К2=1,04; К3=0,8; К4=1;
К1 - коэффициент зависящий от обрабатываемого материала, точности и шероховатости поверхности после шлифования
К2 - коэффициент зависящий от размера и скорости вращения шлифовального круга.
К3 - коэффициент зависящий от способа шлифования и контроля размеров.
К4 - коэффициент зависящий от формы поверхности и жёсткости изделия.
Sпоп.р = 0,5∙0,66∙1,04·0,8·1=0,27 мм/мин
Определение основного времени:
То= 2z/Sпоп.р. (47)
где, 2z − припуск на шлифование.
Tо = 0,166/0,27 = 0,61 мин
Таблица 21 – Сводная таблица по режимам резания
| Операция переход | № пов. | t, мм | L рез L р.х, мм | λ | Тм Тр, мин | Sр Sп, мм/об | V р V п, м/мин | nр nп, мин-1 | Sм, мм/ мин | То, мин | Nе Nр, кВт | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | ||||||
| 015 Токарная | |||||||||||||||||
| Переход 1 | 2;3 | 2 | 29 34 | 0,85 | 60 60 | 0,8 0,83 | 96,5 89,7 | 245 250 | 200 | 0,17 | 5,2 5,1 | ||||||
| 4 | 2,5 | 4,9 7 | 0,7 | 60 42 | 0,8 0,81 | 88,3 82,43 | 375 350 | 280 | 0,025 | 5,2 5,9 | |||||||
| Переход 2 | 1;5 | 1,5 | 80 88 | 0,9 | 60 60 | 0,8 0,8 | 92,6 90,1 | 506 500 | 400 | 0,22 | 3,4 3,9 | ||||||
| 7 | 1,5 | 58 62 | 0,94 | 60 60 | 0,8 0,8 | 104,4 102,2 | 361 350 | 280 | 0,22 | 4,1 4,3 | |||||||
| 025 Токарная с ЧПУ | |||||||||||||||||
| Переход 1 | 2;3 | 0,4 | 29 33 | 0,87 | 45 45 | 0,83 0,62 | 136 104,7 | 314 | 194,7 | 0,17 | 5,5 5,8 | ||||||
| 4;5 | 0,3 | 39,3 44 | 0,9 | 45 45 | 0,83 0,62 | 136 104,7 | 476 | 194,7 | 0,23 | 5,5 5,8 | |||||||
| Переход 2 | 6 | 0,3 | 11 15 | 0,73 | 40 40 | 0,56 0,42 | 115 88,5 | 138 | 58 | 0,26 | 4,9 5,1 | ||||||
| Переход 3 | 48 | 2 | 2 6 | 0,3 | 40 13 | 0,22 0,30 | 235 26,3 | 123 | 36,9 | 0,16 | |||||||
| 035 Токарная с ЧПУ | |||||||||||||||||
| Переход 1 | 1 | 0,4 | 68 73 | 0,93 | 45 45 | 0,83 0,62 | 136 104,7 | 314 | 194,7 | 0,37 | 5,5 5,8 | ||||||
| 7 | 0,3 | 45 47 | 0,95 | 45 45 | 0,83 0,62 | 136 104,7 | 476 | 194,7 | 0,24 | 5,5 5,8 | |||||||
| Переход 2 | 25;27 | 0,3 | 58 61 | 0,95 | 40 40 | 0,56 0,42 | 115 88,5 | 138 | 58 | 1,05 | 4,9 5,1 | ||||||
| 045 Фрезерная с ЧПУ | |||||||||||||||||
| Переход 1 | 8;10 | 5 | 208 294 | 0,7 | 120 120 | 0,23 0,24 | 43,9 39,5 | 349 315 | 75,6 | 13,4 | 2,2 2,01 | ||||||
| Переход 2 | 9;11 | 20,5 | 268 354 | 0,75 | 120 120 | 0,23 0,24 | 43,9 39,5 | 349 315 | 75,6 | 2,2 2,01 | |||||||
| 25;27 | 8 | 180 266 | 0,67 | 120 80,4 | 0,23 0,24 | 43,9 39,5 | 349 315 | 75,6 | 2,2 2,01 | ||||||||
| Переход 3 | 34;35 | 6 | 216 284 | 0,76 | 120 120 | 0,21 0,18 | 53,3 51 | 522 500 | 90 | 1,9 1,8 | |||||||
| Переход 4 | 24;25 | 8 | 144 189 | 0,76 | 60 60 | 0,32 0,4 | 8,9 8 | 177 160 | 64 | 0,24 0,13 | |||||||
| 050 Сверлильная | |||||||||||||||||
| Переход 1 | 28;29 | 10 | 15 23 | 0,65 | 40 26 | 0,2 | 16,2 15,7 | 257,8 250 | 50 | 0,92 | 4,18 1,05 | ||||||
| Переход 2 | 28;29 | 3 | 15 30 | 0,5 | 50 25 | 0,22 | 19,4 16,3 | 237 200 | 44 | 1,36 | 5,9 1,18 | ||||||
| Переход 3 | 28;29 | 0,5 | 15 20 | 0,75 | 50 50 | 0,5 | 22,4 21,2 | 264 250 | 125 | 0,32 | 1,5 0,37 | ||||||
| Переход 4 | 28;29 | 0,3 | 15 35 | 0,4 | 50 20 | 0,8 | 8,5 7 | 97 80 | 64 | 1,1 | - | ||||||
| Переход 5 | 30-33 | 2,1 | 15 18 | 0,83 | 30 30 | 0,09 | 16,2 16,5 | 1228 1250 | 112,5 | 0,64 | 0,1 0,13 | ||||||
| Переход 6 | 44-47 | 0,4 | 15 19,4 | 0,77 | 2,2 2,2 | 0,8 | 6 6,2 | 281 250 | 200 | 0,24 | 0,8 1,2 | ||||||
| 055 Сверлильная | |||||||||||||||||
| Переход 1 | 12-15 | 5,5 | 9 14 | 0,64 | 50 32 | 0,2 | 16,2 15,4 | 524 500 | 100 | 0,56 | 2,5 0,93 | ||||||
| 060 Сверлильная | |||||||||||||||||
| Переход 1 | 16-23 | 2,1 | 16 19 | 0,84 | 30 30 | 0,09 | 16,2 16,5 | 1228 1250 | 112,5 | 0,64 | 0,1 0,13 | ||||||
| Переход 2 | 36-43 | 0,8 | 16 20,4 | 0,77 | 2,2 | 0,8 | 6 6,2 | 281 250 | 200 | 0,24 | 0,8 1,2 | ||||||
| Операция переход | № пов. | t, мм | L рез, мм | Sвер р Sвер п | Sпоп р Sпоп п, | Sпрод р Sпрод п, | n, мин-1 | Sкр, м/с | То, мин | Nе Nр, кВт | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |||||||
| 070 Внутришлифовальная | |||||||||||||||||
| Переход 1 | 6 | 0,2 | 0,2 | - | 0,003 0,0027 | 4000 | 300 | 35 | 0,26 | 0,9 7 | |||||||
| 075 Круглошлифовальная | |||||||||||||||||
| Переход 1 | 2 | 0,2 | 0,2 | - | 0,79 1,02 | - | 75 | 50 | 0,19 | 1,3 11 | |||||||
| Переход 2 | 3;4 | 0,166 | 0,166 | - | 0,5 0,27 | - | 110 | 50 | 0,61 | 13 11 | |||||||
| 095 Круглошлифовальная | |||||||||||||||||
| Переход 1 | 3;4 | 0,166 | 0,166 | - | 0,5 0,27 | - | 110 | 50 | 0,61 | 13 11 | |||||||
| 105 Координатно-шлифовальная | |||||||||||||||||
| Переход 1 | 28;29 | 0,15 | 0,15 | 4000 | 0,003 0,0027 | - | - | 35 | 1,03 | 1,6 4 | |||||||
| 115 Плоскошлифовальная | |||||||||||||||||
| Переход 1 | 8;10 | 0,2 | 0,2 | 0,036 0,032 | 40 | - | - | 50 | 2,42 | 5,3 7 | |||||||
Похожие работы
... 0,3 0,035 0,035 2 Анализ технологичности конструкции детали Анализ технологичности является одним из важных этапов в разработке технологического процесса, от которого зависят его основные технико-экономические показатели: металлоемкость, трудоемкость, себестоимость. Деталь – колесо – изготовлено из легированной стали 40Х и проходит термическую обработку , что имеет значение в отношении ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
... и международным правилам, совершенствование техники, технологии и информационных систем, внедрение высокопроизводительных многоцелевых станков с ЧПУ и прогрессивной технологической оснастки. Современная технологическая оснастка в виде станочных приспособлений для станков с ЧПУ значительно повышает производительность труда за счет уменьшения вспомогательного времени на установку и закрепления ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
0 комментариев